中石化胜利油建工程有限公司 山东 东营 257000
摘要:鄂安沧输气管道一期工程一标段联通线工程,为沧州末站φ1016管线与已投产的天津LNGφ813输气管道联通,主要包括三通、大小头、短接焊接,需要同时焊接金口三处:DN1000焊口一道、DN800焊口二道。项目部经过精心组织、合理安排,于2018年6月30日零点停输,7月1日11时完成了三道金口的焊接,经RT和PAUT检测焊口全部一次合格,比业主下达的动火时间提前13小时完成。本文主要是以此次施工为例,对动火连头各阶段安全技术管理进行论述。
关键词:动火 清管三通 焊接
1 工程概况
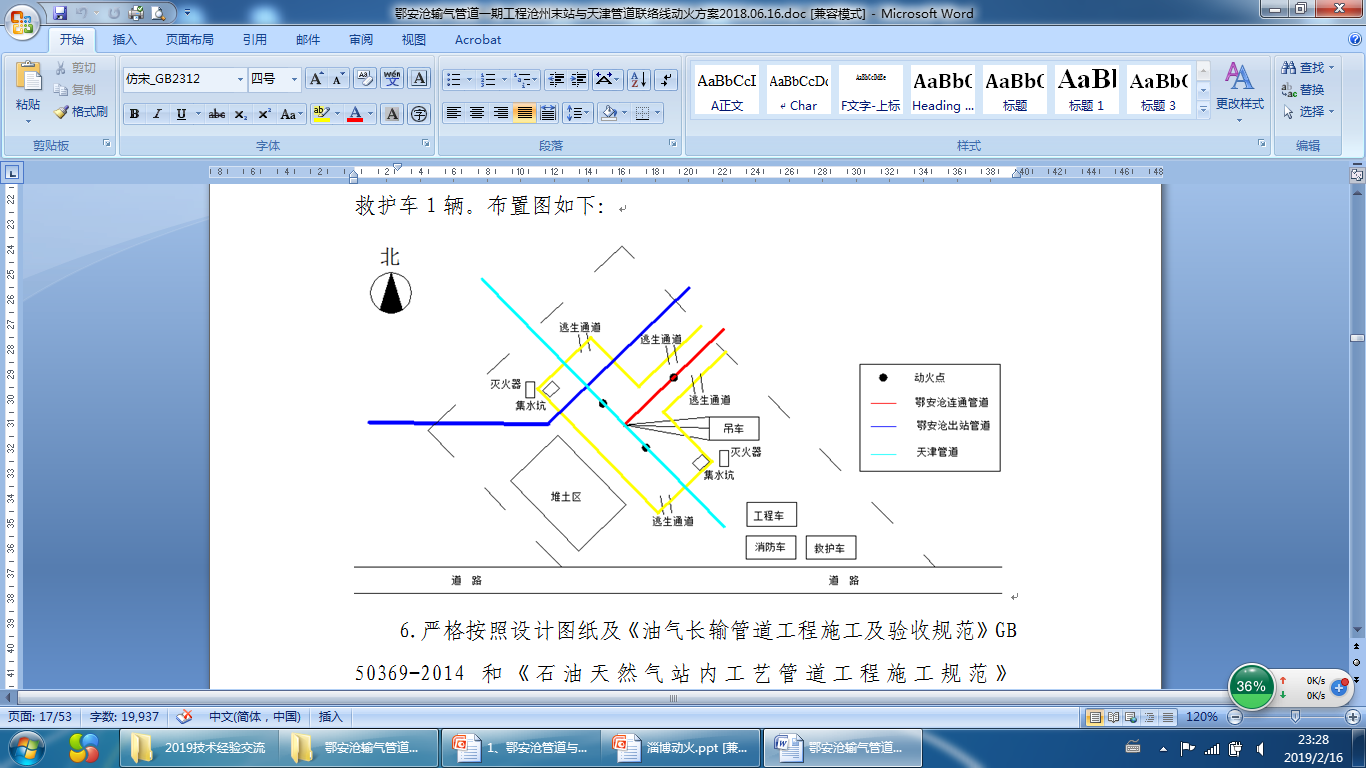
鄂安沧管道与已建天津管道联通,由天津管线向鄂安沧管线进行供气,联通方式为自天津管道进行“T”接。在联通处设置DN800等径清管三通,接出DN800联通管道,而后通过DN1000×800大小头连接至DN1000联通管道。根据天分供气生产安排,停输时间仅72小时。由于时间较近,按照常规施工方法先焊接DN800焊口再焊接DN1000焊口后,无法保证在72小时完成动火,故选用难度较大的三道焊口同时焊接的方法。
2 细化动火方案,做好动火前各项准备
2.1动火方案的编制
为保证本次动火的顺利实施,项目部自明确施工任务后,便开始进行动火方案的准备工作,多次进行现场踏勘,并与鄂安沧管道和天津管道紧密结合,确定方案审批流程,并先后经过公司、监理、两家管道公司多次讨论,修改完善。按照施工方案的指导思想和施工工艺,并结合业主要求管道停输时间,项目部又编制了详细的动火实施细则,对每一道工序进行细化,做到能切实指导现场进行施工,每名施工人员了解自己该干什么,多少时间干完,需要准备什么,完成后又如何进行下道工序的交接。
2.2操作坑开挖
施工前,同天津管道有关部门及设计进行结合,确定动火连头点的位置,采用人工试探性开挖,直到完全确定天津管道的位置和走向。然后采用人工开挖的方式将整个作业坑开挖完成,作业坑按1:0.67放坡比开挖,深3.0m,坑底开挖长40m、宽4m,在作业坑东北角、西南角设置2处逃生通道;开挖土方全部堆放在管沟西侧1m以外的空地处,在作业周围设置硬围挡,以防止坠落。作业坑东南角设集水坑1处,集水坑长、宽、深均为0.5米,放置污水泵抽水,防止降雨时管沟积水。动火区域(60m×30m)采用警戒绳封闭,并安排打更人员2人倒班守护,现场设临时帐篷。
3 优化施工工艺,合理安排工序
3.1氮气置换
按照传统注氮设备,加热器和汽化器分离设置,并需要重新浇筑基础以满足设备的安装要求,同时,最快需要8个小时,才能完成管线注氮任务。由于沧州站已投产完成,无论从安装方式还是施工时间上,传统注氮设备均无法满足施工要求。
为此,项目部借鉴以往注氮经验,调集社会资源,采用整体式注氮车进行注氮,注氮车不仅占地面积较小,同时气化速度能达到10000m3/h,氮气出口温度可控制在10℃以上,满足施工需要。
3.2切管焊接
施工前,对全体人员进行安全技术交底及风险宣贯,使每名员工知道应该干什么,如何干。由于动火施工时间较短,焊接一次合格尤为重要,拆除天津LNG管线防腐层后,安装管道切割机及进行管道接地,检测合格后,进行冷切割切管作业。切割长度根据清管三通长度每侧各增加1500mm短接。对切割完成后三道金口的位置及高度重新进行放样测量。经过对切割完成天津管道处的测量,将提前预制完成的工件重新进行切割下料。
切割完成后,吊装构件进行就位安装,采用三点吊装的方式进行,并在每个吊点上设置手拉葫芦,便于水平调节。组对完成后采用氩弧焊打底,半自动填充盖面的方式进行焊接,焊口6h冷却后进行初步检测,如发现缺陷及时返修,24h后进行正式的双百检测。
3.2.1对口作业
1)使用外对口器进行对口,应在根焊完成不少于管周长50%后方可拆卸,所完成的根焊应分为多段,且应均匀分布。
2)管口组对的错边量,应均匀分布在整个圆周上,严禁采用锤击方法强行组对。根焊道焊接后,禁止校正管子接口的错边量。
3)管口组对完毕,由管工进行对口质量自检,填写组对记录,并与焊工进行互检,检查合格后管工与焊工办理工序交接手续。经监理复查,确认合格后方可允许焊接。
3.2.2焊接作业
1)管口组对完毕,经自检合格后,可进行管口预热。
2)预热温度要严格遵照焊接工艺规程进行加热,预热宽度为坡口两侧各不小于50mm范围以内。
3)管口预热采用火焰加热,使管口受热均匀。
4)用远红外测温仪在管口两侧25mm范围进行均匀测量,以保证预热区域内所测各点温度满足规范要求。
5)预热完毕立即施焊,以保证焊接所需温度。
6)参加施焊的焊工均持证上岗。
7)焊接前编制焊接作业指导书,并进行详细的技术交底,施工时严格按作业指导书要求进行施焊。
8)根焊完成后,应立即进行热焊。
4 安全措施
4.1动火前气体检测时间距动火时间不宜超过15min,最长不应超过30min。
动火期间,每道工序进行前应检测天然气浓度,断管后应立即检测作业坑内含氧量,每隔20分钟检测一次天然气浓度与含氧量并做好相应记录。在动火作业期间,对站场阀室截断阀前要每15分钟进行一次可燃气体浓度检测,确保下游没有天然气泄漏到动火管段。
4.2动火施工中,动火点及操作区域空气中可燃气体浓度都必须处于安全范围。
在动火施工全过程中,进行三方监护,胜利油建、天津管道、鄂安沧管道同时安排监护人不断地检测可燃气体浓度,当可燃气体浓度高于规定时,立即停止施工,等待可燃气体浓度处于安全范围时再组织施工。
坑道内设置轴流风机,不间断进行送风,保证空气的流通,防止氮气窒息及可燃气体超标。
4.3已投产完成管线往往会产生一定的剩磁,导致动火焊接时发生磁偏吹问题。
特别是采用氩弧焊进行根焊时,管道坡口的磁性会吸引焊丝,产生震颤或粘连,发生咬边、未焊透、气孔等问题,对焊接质量产生致命的影响。为避免此种情况的发生,焊接前采用了直流电消磁方法对管道进行消磁处理,具体做法为在钢管上缠绕截面35mm2的柔性焊接导线组成的线圈,将其接到两个顺序连接的焊接变流器,使之形成的磁场作用方向与钢管磁场方向相反,从而达到消磁的目的。
5 结束语
鄂安沧互联互通管道能够停输动火施工的时间仅有72小时,由于动火点工艺管道设计的特殊性,需要同时完成3道金口焊接,这在胜利油建动火连头作业史上实属首次,通过精心周密的前期筹划和科学合理的施工组织,本次动火提前13小时完成施工作业,取得了良好的经济和社会效益,为今后动火施工积累了宝贵的经验。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



