河南科技大学机电工程学院 河南洛阳 471003
摘要:目前无心磨床的调整都是先进行简单的计算,再凭经验调整,然后试磨工件,经检测后再反复调整,此法易造成废品,调整时间长,且效率低。由此可考虑改进无心磨床的调整方法,并根据对工件的工艺要求对导轮进行修整,从而加工出具有足够精度要求的工件。通过改变导轮的垂直角和修整器的水平角,保证在磨削过程中工件与导轮有着良好的接触,提高工件的加工精度,且此模型可用于教学和磨削实验,以使学生更容易理解无心磨床加工原理。
关键词:无心磨床;调整;修整;加工精度;
项目资助:河南科技大学 2018年度大学生研究训练计划(SRTP),项目编号:2018013
1 现状分析
无心磨床在轴套类零件加工中应用很广,诸如轴承内外圈、圆柱滚子、滚针、销轴等零件的精加工,仅德国舍弗勒公司在江苏的一家工厂就年产滚针两亿根。在目前的现实生产中,无心磨床的调整都是先进行简单的计算,再凭经验调整,然后试磨工件,经检测后再反复调整。此法易造成废品、调整时间长、效率低。提高无心磨床的调整精度、调整效率,需要更好的解决方法。
无心磨床调整及修整模型分析
2.1 无心磨削基本原理
采用贯穿法进行磨削时,为使工件顺利通过磨削区域,并具有一定的纵向进给速度,应使导轮轴线相对于砂轮轴线在垂直面内倾斜一个角度——垂直角 ,此时,导轮速度可分解为垂直面内的分速度
,此时,导轮速度可分解为垂直面内的分速度 和水平面内的分速度
和水平面内的分速度 。即
。即


为了增加工件与导轮和砂轮的接触面积,就需要对导轮的外形进行修正,一般是将导轮修整成内凹的形状(双曲圆柱面)。
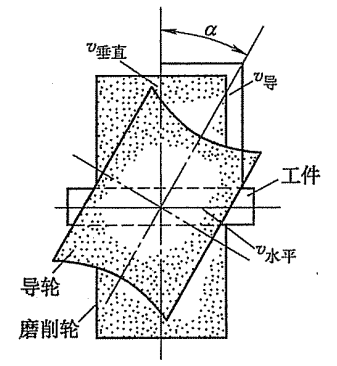
图1 导轮的安装
显然,导轮的垂直分速度将使工件旋转,水平分速度将推动工件前进,因此有

在无心磨削过程中,被置于磨削轮和导轮之间的工件是否会在自动旋转与前进过程中被磨圆取决于拖板的高度调整。只有当工件的中心线高于磨削轮和导轮的中心线时,工件才能被磨圆。若将拖板的顶面改成一定的倾斜角度,便能使工件更好的贴近导轮,将更有利于将工件磨圆。且当工件上有凹点时,工件中心便下降,磨削深度加深,磨削成圆的过程加快。
2.2 贯穿法磨削导轮垂直角的影响

导轮直径一定时,工件的纵向进给速度取决于导轮的转速和垂直角 的大小。导轮的垂直角 增大,工件纵向进给速度增大,生产效率提高,但工件表面粗糙度增加。反之,工件纵向进给速度减小,生产效率降低,表面粗糙度减小,精磨时,导轮垂直角 一般取1°30′--2°30′,粗磨时可适当增大。
2.3 金刚笔修整角的影响

图2 导轮形状的修整
修整导轮可保证工件与导轮工作面的接触为直线接触,当导轮轴线转过一个垂直角 ,靠近操作者的一端较高,另一端较低,调整时按照上图A方向进行,导轮修整器的金刚石滑座也应在水平面内回转一个角度——修整角 ,且其大小为
,且其大小为
 ,d表示工件直径
,d表示工件直径
2.4 金刚石笔偏移量 的调整
的调整
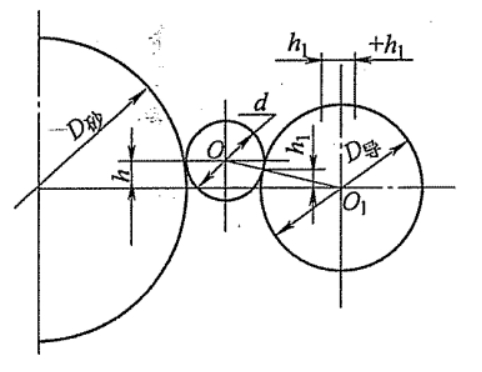
图3 修整导轮时金刚笔的位移量
根据无心磨削的原理,工件中心必须比两砂轮中心线高出 ,从而使得工件与导轮的接触线比两砂轮中心连线高出 ,为使导轮与工件接触良好,除让修整器在水平面内旋转修整角 外,也要使金刚石接触导轮表面的位置偏移 。若已知工件安装高度 后,金刚石偏移量 可用下式计算:
,从而使得工件与导轮的接触线比两砂轮中心连线高出 ,为使导轮与工件接触良好,除让修整器在水平面内旋转修整角 外,也要使金刚石接触导轮表面的位置偏移 。若已知工件安装高度 后,金刚石偏移量 可用下式计算:

由上式求得的 值有正负的区别:如工件中心高于砂轮中心线, 为正值,金刚石笔向右移动。反之, 为负值,金刚石笔向左移动。
2.5 拖板的选择与修整
拖板是工件的主要支撑,鉴于工件的直径、长度和材料不同,磨削时所使用额拖板形状、尺寸和材料也不同。
拖板厚度 取决于工件的直径,但应尽量厚一些,使拖板刚性好些,保证磨削时平稳。此外,拖板的高度由工件的直径以及工件中心高于两砂轮中心线的高度来决定,近似结果可按下式算出:
取决于工件的直径,但应尽量厚一些,使拖板刚性好些,保证磨削时平稳。此外,拖板的高度由工件的直径以及工件中心高于两砂轮中心线的高度来决定,近似结果可按下式算出:
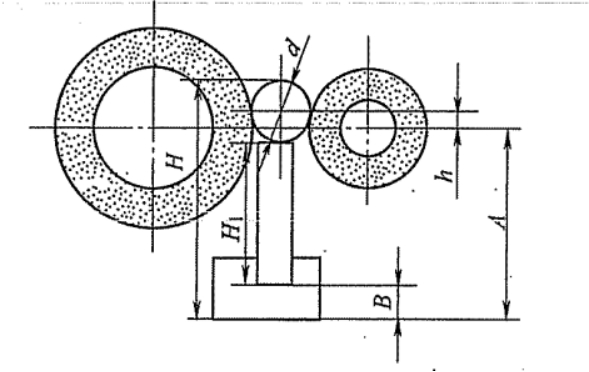
图4 拖板高度的计算
在一般情况下,要让工件的中心高于砂轮的中心。如果 值太大,工件将产生周期性跳动,在工件上出现震动痕迹,使表面粗糙度显著增加。 值太小,工件不易被磨圆。
3 成果及意义
无心磨床按照调整模型给出的调整参数,可以直接高效地进行机床参数的调整,对导轮的修整更简单。根据本文所给的调整模型进行无心磨床导轮的修整,准确度较高,比按照经验反复调整更为简便和快速,因而有重要的实际意义。
4 参考文献
[1] 顿涌泉,吴鑫,王统等.滚动轴承制作装备[M].北京:机械工业出版社,2006:179-183.
[2] 夏新涛等.无心磨削的理论与实际[M].北京:国防工业出版社,2002:42.
[3] 吉林工业大学机床道具教研室.金属切削机床[M].1981:142-146.
邮寄地址:河南省洛阳市涧西区西苑路48号河南科技大学西苑校区,卞亚涛, 18437907798
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号