承德市铭琨输送设备制造有限公司 河北省承德市 067000
摘要:托辊支架是带式输送机必不可少的组成部件,有效支撑托辊,使托辊成槽支撑皮带实现输送。因此,本文从托辊支架与零件冲压工艺性分析,托辊支架冲床折弯模具结构设计以及模具安装调试以及支座制作工艺方面入手,全面、客观探究了带式输送机托辊支架高效制作工装设计。
关键词:带式输送机 托辊支架 高效制作 工装设计 探究
随着社会经济迅猛发展,带式输送机需求量大幅度增加,功能作用、运行效率、运行成本等方面有着更高层次要求。带式输送机高效运转和托辊支架有机联系,要在实践探究中优化托辊支架制作与工装设计环节,保证托辊支架工件尺寸精准的同时使其更加通用、稳定、经济。
一、带式输送机托辊支架与零件冲压工艺性分析
1、托辊支架
带式输送机的托辊支架主要有两大类,一类是吊挂式托辊支架,3个托辊一组,借助铰链有效连接托辊中间位置,还有一类是固定式托辊支架,托辊被刚度较强的托辊支腿支撑。托辊支架两侧用高支腿来支撑,中间用低支腿来支撑,分别叫做边支座、中支座,加工工序复杂化,难度系数较大,尤其是支座的折弯精准程度,需要借助冲床,设计合理化的折弯模具,将折弯度有效控制在规定范围内,最大化提高托辊支架结构性能。相应地,下面便是带式输送机托辊支架的结构示意图。
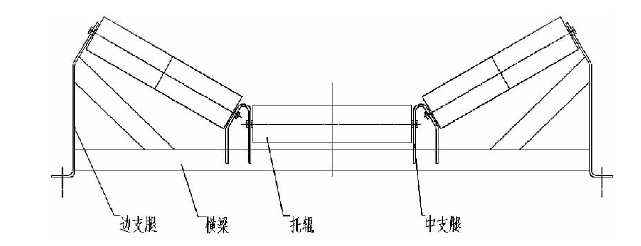
带式输送机托辊支架的结构示意图
2、托辊支架零件冲压工艺性
带式输送机托辊支架两侧以及中间支座尺寸和托辊尺寸紧密联系,要在分析托辊支架零件冲压工艺性基础上优化调整托辊、支座尺寸等,进行规范化设计制作。在此过程中,带式输送机托辊支架的折弯角度并不是固定不变的,托辊支架槽型角度范围为30——35度,带式输送机皮带宽度范围为800——1400毫米,随着角度、宽度动态变化,边支座、中支座相关位置的夹角、尺寸等会有明显的变化。如果设计制作的托辊支架有2个折弯,角度、边长二者不对称,会在无形中提升折弯模具结构设计难度系数。在此过程中,由于折弯角度不一致,折弯中板料运行不具有对称性特点,尺寸精准度控制难度较大,加上侧向力比较大,导柱受力不具有均匀性等,极易破坏应用其中的设备、模具等,要规范化设计冲床折弯模具,立足零件冲压工艺性,在安装、调试基础上确保其满足带式输送机托辊支架高效制作以及工装设计要求。
二、带式输送机托辊支架的冲床折弯模具结构设计
在分析带式输送机托辊支架及其零件冲压工艺性基础上优化设计冲床折弯模具结构,满足托辊支架运行中各方面要求。在此过程中,要深入分析托辊支架的边支座、中支座二者折弯角度、折弯圆弧,优化设计作用到普通冲床上的折弯模具结构,制作托辊支架零部件。普通冲床大都有着稳定的行程,冲压速度快、运行效率高等,可以借助这些优势特点,优化设计折弯模具结构的同时对其进行规范化调整。在此过程中,要针对冲床折弯模具尺寸大小、模具闭合高度等,进一步优化托辊支架的折弯模具结构设计,可以灵活调模具底部的宽度,确保一模多用,满足带式输送机运行过程中多方面托辊支架要求。在此基础上,冲床折弯模具结构设计中要以冲床闭合高度为切入点,明确模具整体高度,控制好托辊支架的边支座、中支座的板厚,范围为6——8毫米,宽度范围为80——120毫米,将60——80吨的冲床应用其中,高效控制折弯力。与此同时,要根据技术要求,明确圆钢直径的同时制作上模,动态控制边支座、中支座的夹角,防止其超过规定范围。如果中支座比较高、尺寸比较小,中支座某一侧边要和上模立板相互作用,在上模立板合理位置开孔,确保折弯过程中中支座某一侧边可以穿过对应的方孔,以上模为切入点,合理制作下模,上下模要能够自动调节,相互作用的同时最大化减少应用其中的模具数量。底模可以设计成镶嵌斜铁形式,合理调整螺栓的同时确保折弯模具宽度适中,底膜和上下模相互作用。在合理化调整过程中,可以扩大模具应用范围,更好地满足带式输送机托辊支架应用要求,提高托辊支架冲床折弯模具结构性能,借助冲床较高的冲压频率,提高生产效率以及效益。
三、带式输送机托辊支架折弯模具安装调试与支座制作工艺
1、托辊支架折弯模架安装调试
结合托辊支架整体结构与零件冲压情况,严格按照安装工艺要求、安装流程,巧用技术、设备,合理安装带式输送机的托辊支架冲床折弯模具,提升托辊直角整体性能。在此基础上,结合安装情况,科学开展调试工作,先要根据具体化要求,合理调整下模宽度,不能小于上模工件板厚,防止应用其中的冲床被顶坏,再调整上模高度,根据折弯角度,调整上模深入下模的尺寸,比如,折弯角度比较大,上模深入到下模中的尺寸也要较大。通过设计、安装、调试等,充分发挥冲床折弯模具优势作用,弥补液压折弯机、油压机二者作用下的板材折弯缺陷,合理调整上模与下模,确保托辊支架的边长、夹角等适中,
2、托辊支架支座的制作工艺
在高效制作与工装设计过程中,带式输送机托辊支架支座合理制作尤为重要,主要体现在边支座、中支座两大层面,要根据带式输送机运行要求以及托辊支架结构性能、零件冲压工艺、折弯模具结构等,明确边支座、中支座二者制作先后顺序,确保上模、下模等安装更加规范化,再根据托辊支架应用中边支座、中支座二者功能作用,巧用技术手段科学制作,最大化提高支座的折弯精准度。以“中支座”为例,在制作过程中,要结合托辊支架折弯模具安装调试、操作工艺,明确折夹角的先后顺序,合理折弯夹角的同时准确定位托辊支架工件,对上模死角、下模宽度等进行合理化调整,包括托辊支架两侧的定位铁,试冲的同时准确测量侧边长度以及角度。如果不在规定范围内,要对其进行规范化调试,确保制作的支座能够满足托辊支架制作以及工装设计技术要求,为批量生产提供支撑力量。在此过程中,制作结束之后,要仔细检查制作的边支座、中支座,合理调整的同时提高支座支撑性能,确保托辊支架高效支撑皮带实现输送。
四、结语
总而言之,带式输送机托辊支架稳定运行至关重要,要在分析托辊支架、零件冲压工艺性基础上合理设计、安装、调试托辊支架折弯模具,高效制作的同时工装设计,提高托辊支架多方面性能,满足带式输送机运行要求,在发挥多样化功能作用过程中确保输送顺利进行,顺利实现带式输送机运行效益目标。
参考文献:
[1]李文军.带式输送机下平行增强托辊支架结构改进分析[J].机械管理开发,2018,33(10):56-57.
[2]谷明霞,于岩,郝妮妮等.长距离大倾角带式输送机方案设计及应用[J].煤炭技术,2016,35(3):247-249.
[3]马宏伟,杨文娟,张旭辉等.带式输送机托辊红外图像分割与定位算法[J].西安科技大学学报,2017,37(6):892-898.
[4]欧阳昕.带式输送机空载分支托辊的研究与设计[J].机械管理开发,2018,33(4):18-20.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号