中车永济电机有限公司二机车间,山西 永济 044502
【摘要】:利用FANUC OI-D数控系统PMC窗口功能,根据采集的串行主轴切削负载信息,判断数控机床工作在轻载还是重载切削状态,然后根据切削状态预存行程距离的不同对NC机床分别进行自动间歇润滑控制,使机床依据行程负载控制的方式实现自动间歇润滑,既能起到节能减排的效果,又能减少润滑油的污染。
【关键词】:FANUC OI-D;行程;切削负载;自动润滑
前言;自动润滑系统作为对数控机床丝杠和导轨等机械部位持续供给润滑油的重要部位,润滑油供给量的多少直接影响润滑效果和油料消耗。供给润滑油过少,会加速数控机床机械部件磨损从而影响加工精度;供给润滑油过多,不仅会增加润滑成本而且会造成润滑油污染。
一、数控机床自动润滑方式
数控机床自动润滑系统按照润滑泵工作方式不同可以分为以下三种:第一种是通过润滑电动机旋转带动凸轮转动,从而实现机械定期间隔润滑;第二种是通过润滑泵上按键设定供油时间和间隔时间,实现程控定时润滑,采用这两种润滑方式供油时,机床上电后就会自动润滑,不考虑机床进给轴是否处于移动工作状态,这样不仅造成润滑油浪费,增加数控机床的运行成本,而且溢出过剩的润滑油和切削液混合后也会造成严重污染。第三种是通过PMC程控润滑电机是否处于工作状态以及工作时间的长短,这种控制方式可以根据数控机床进给轴运动行程多少以及工作负载状况实现自动润滑,是数控机床最佳的润滑方式。
二、PMC窗口功能
FANUC 0I-D系统PMC提供了窗口读WINDR(SUB51)功能以及窗口写WINDW(SUB52)功能,通过窗口读写功能可以读写参数、读进给轴机械坐标值、串行主轴实际负载等信息,充分合理利用这些功能,增加PMC和CNC之间的数据交换,可以更加细化机床功能,实现机床行程负载自动润滑,表1为行程负载自动润滑用到的窗口功能指令。
| 序号 | 说明 | 功能代码 | R/W |
| 1 | 读控制轴机械位置(机床坐标值) | 28 | R |
| 2 | 读主轴电机负载信息(串行主轴) | 153 | R |
三、进给轴行程计算及处理
按照行程润滑供油要求实时读取各进给轴移动的距离。当进给轴从正向移动转为负向移动时,可以利用窗口指令读取该进给轴所处的机械坐标位置;同理,也可以读取进给轴从负向移动转为正向移动所处的机械坐标位置,两者之差即为机床单次换向移动行程,把所有坐标轴每次换向行程进行累加就得到进给轴总的移动行程。下面以三轴立式数控铣床为例进行说明。
(一).机床换向移动时机械坐标读取
机床行程读取PMC如图1所示。其中F102.0-F102.2分别为X、Y、Z轴移动中信号;F106.0为X轴移动方向信号,正向移动时状态为0,负向移动时状态为1;F0.5为自动运行中信号,R200.0-R200.5分别为X、Y、Z轴换向移动脉冲信号,当X轴由正移动转为负移动时R200.0为1,当X轴由负移动转为正移动时R200.1为1,R100.0和R100.1自锁回路保证机床坐标轴只有在换向移动时才发出换向移动脉冲。Y、Z轴正负向进给控制程序和X轴类似,不再赘述。
D100为窗口读功能数据首地址,功能代码28为读取控制轴机械坐标值;D108中数据属性-1代表读取所有坐标轴的机械坐标,通过各轴换向移动脉冲信号R200.0-R200.5为触发条件,即可读取各坐标轴换向移动时所处的机械坐标值。D110-D113数据为X轴坐标值、D114-D117为Y轴坐标值、D118-D121为Z轴坐标值。
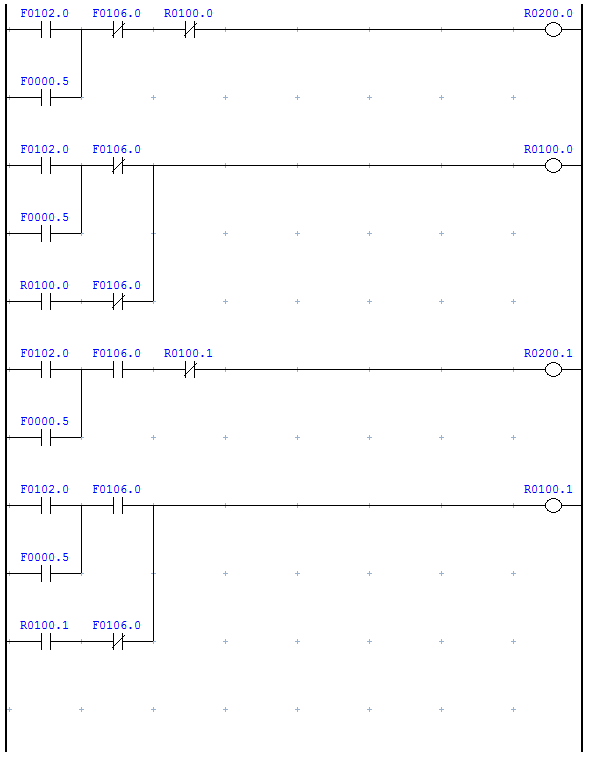
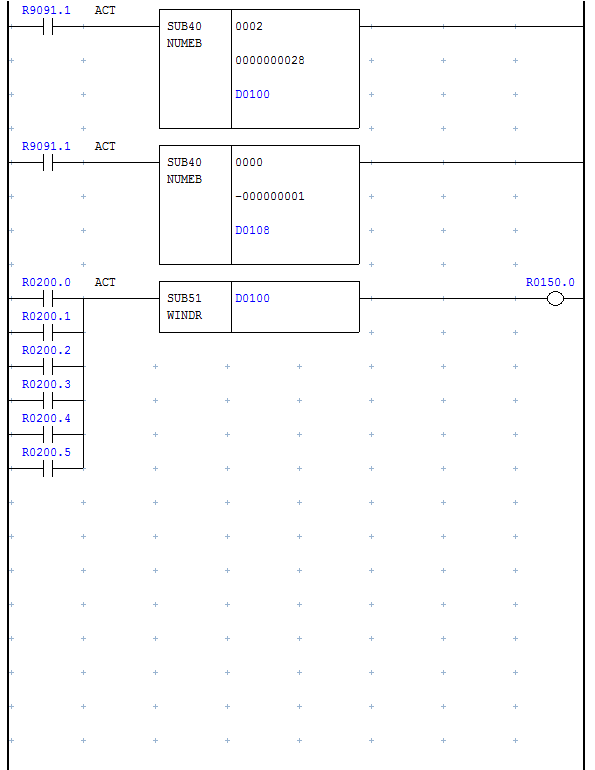
图1机床移动行程读取
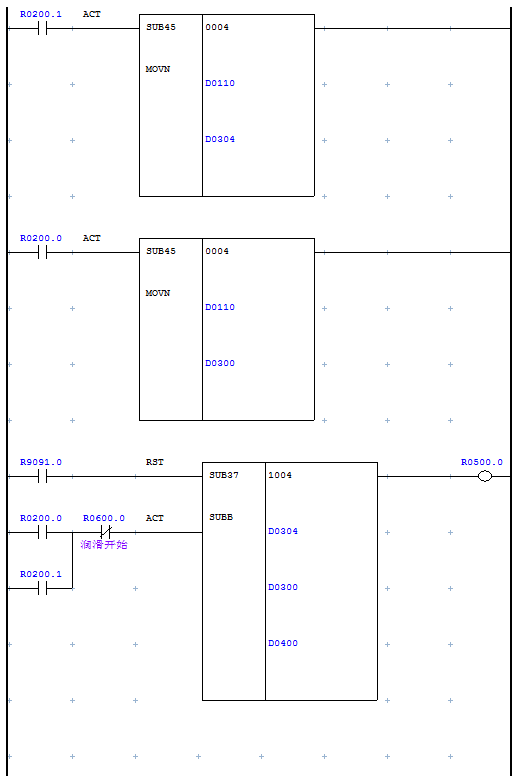
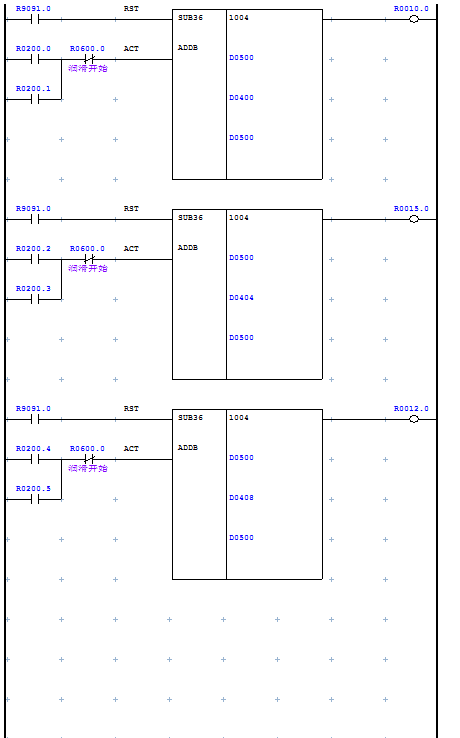
图2 X轴坐标转存及单个行程距离计算处理 图3 X、Y、Z轴行程累计处理
(二).机床移动行程处理
鉴于坐标轴无论换向后是正向移动还是负向移动,窗口功能读取的机械坐标值存放地址都相同,需要对读取的机械坐标值转存,然后求出换向时的X坐标轴单个移动行程距离(D304-D300)存放到D400-D403里,如图2(Y、Z同理),并将X、Y、Z坐标轴每次换向移动行程距离累加存放到数据寄存器D500里,如图3,用于和预存行程距离比较进行润滑打油控制。
四、串行主轴负载采集及处理
按照行程距离进行润滑还要考虑机床的实际切削负载,重载切削时导轨间的油膜会变薄,摩擦阻力会增大。所以,重载切削时润滑行程距离要比轻载切削时要短些。数控铣床主轴在加工过程中传递主切削力参与加工运动,主轴电动机负载信息能够反映实际切削负载大小的变化。
(一).主轴负载信息采集及转存
主轴负载信息采集及转存PMC程序如图4所示。其中D200为窗口读功能数据首地址,功能代码153为读取串行主轴负载;D208中数据属性-1代表读取所有串行主轴负载。因为主轴在启动和停止时负载比正常切削时大得多,故在主轴启动后2s再进行检测,R99.0为检测串行主轴负载触发条件,即可读取串行主轴的负载信息。D210数据为第一串行主轴负载信息,通过MOVW指令转存到D20里。
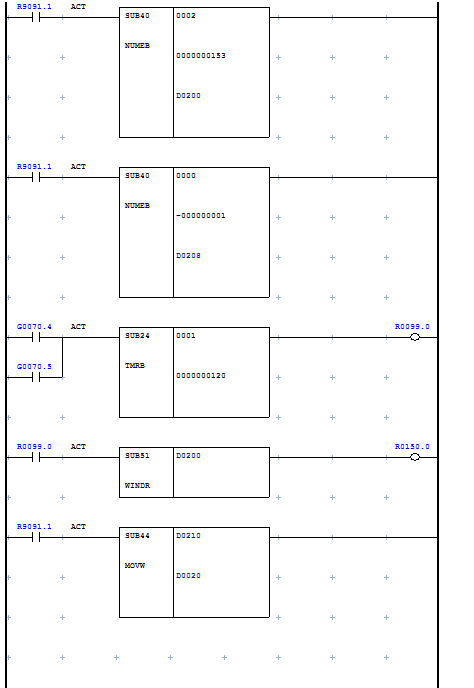
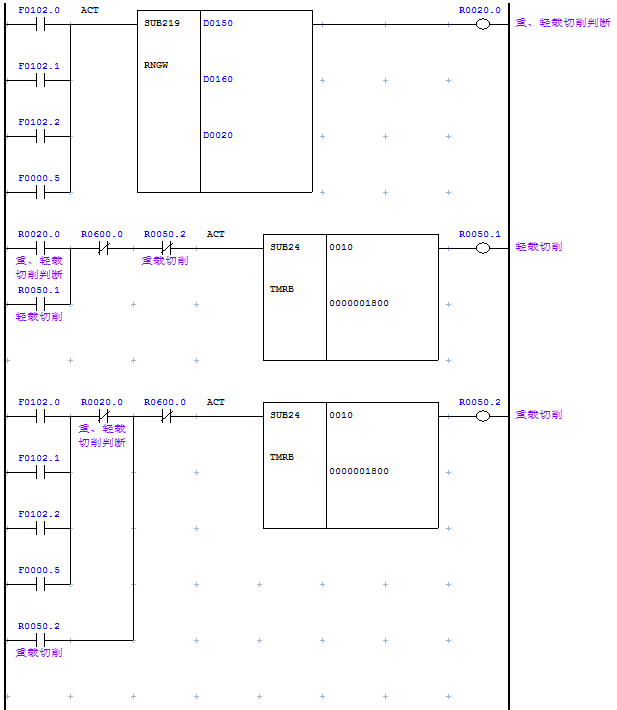
图4 主轴负载信息采集及转存 图5 主轴重轻载负荷切削判断
(二). 主轴重轻载负荷切削判断
串行主轴重轻载负荷切削判断PMC程序如图5所示。其中,将串行主轴负载大于预设值(设在D150-D160中,例如:D150设为0,D160设为切削最大负载的25%)范围设定为重载切削,R50.1为1时为轻载切削,R50.2为1时为重载切削,在切削过程中只要检测串行主轴负载处于重载切削并且工作时间超过30min即认为是重载切削,否则即为轻载切削。
五、行程负载润滑泵启停控制及数据表清零
(一).润滑泵启动停止控制
润滑泵启动停止控制PMC程序如图6所示。其中D504数据表存放轻载切削时需要间断润滑供油行程,D508数据表存放重载切削时需要间断供油的行程。在数控机床移动工作过程中判断处切削负载状况后,当坐标轴移动距离超过预设行程时,R9000.1为1,润滑电机即开始工作,进行行程负载间断润滑,供油时间15s后润滑泵电机停止工作。
另外,R11.0为开机润滑中间继电器,开机后自动润滑15s后停止润滑;X10.0为润滑泵手动供油键地址,当手动按下该润滑键时开始手动润滑供油。
(二).坐标轴行程数据清零
坐标轴行程数据表清零PMC程序如图7所示。在数控机床首次开机供油时、手动按键润滑供油时、以及依据行程负载润滑时,X、Y、Z坐标轴行程数据表都自动清零。其中D400-D403中的数据为X轴每次换向时工作台移动的行程,D404-D407中的数据为Y轴每次换向时工作台移动的行程,D408-D412中的数据为Z轴每次换向时工作台移动的行程,D500-D503为所有坐标轴移动过程中行程累计之和。
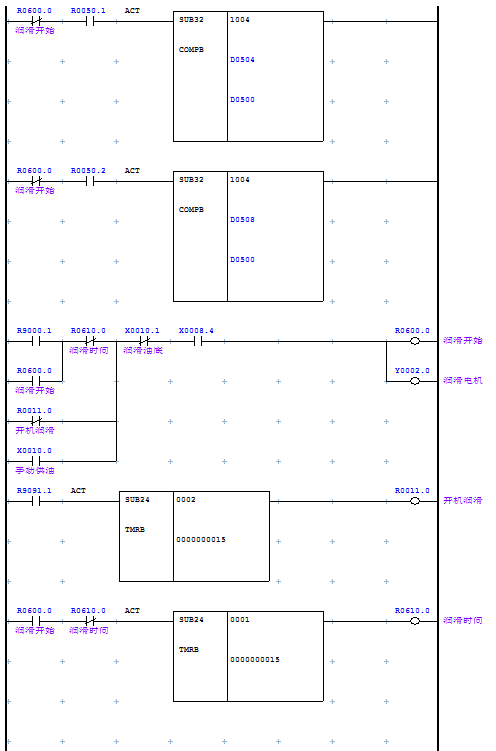
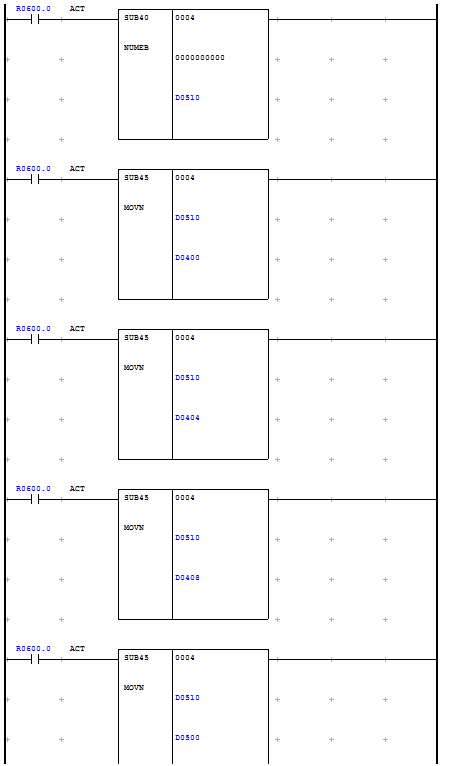
图6 润滑泵启动停止控制 图7 坐标轴行程数据表清零
六、结束语
数控机床切削过程中依据检测到的机床负载信息,确认切削过程是轻载切削还是重载切削后,再依据重轻载切削状况按照不同的行程距离进行间断润滑供油,即起到了节能减排的作用,又减少了润滑油污染,相比其它润滑方式有显著优点。
参考文献
【1】BEIJING-FANUC.PMC调试说明--窗口功能及其应用【Z】
【2】李洪波 数控机床依据行程的自动润滑技术{j}制造技术与机床,2013(12):24-26
【3】牛志斌等,利用PMC窗口功能实现行程润滑控制的设计与开发{j}制造技术与机床2013(5):130-133

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号