沈阳机车车辆劳动服务公司 辽宁沈阳 110144
摘要:铁路货车配件承载鞍内径加工检测用常规检具十分困难,一般采用专用工具测量。但专用检具其制造成本、周期很难满足研制的需要,随着铁路配件的升级研制,其相关尺寸改动是经常的,因而检具及测量就成为机械加工中的关键,本文就承载鞍内径测量检具通用遇到的问题,做了较为详尽介绍和探讨,期望对类似检具通用测量有一定的启示和参考价值。
关键词:内径 ;测量;代用检测;
Abstract: The conventional measurement for inner diameter of the adaptor on railway freight trains can not be achieved. It generally uses a dedicated tool to measure it. But a special inspection tool is used, it would be hard to meet the needs of its manufacturing cost and time. With the development of railway parts, relevant dimensions will be changed. Thus fixture and measurement has been a key of mechanical processing. This paper made a detailed introduction and discussion on the common problems for measurement device on inner diameter of the adaptor. Hope it can be of certain value and inspiration to its measurement.
Keywords : inside diameter;measure;substitute check
引 言
随着我国铁路运输飞速发展,各类新型货车的更新换代日趋加快,因而相关配件就要提高其自身强度、精度的要求,其加工制造更需要跟进。本文就C80E研制过程中,承载鞍加工中由于工期紧、任务重,一些检测工具来不及更换的情况下,采用原有C70检测工具对C80E承载鞍内径进行代用检测圆满完成任务的实践及相关计算做以介绍。
1 代用检测原理分析
(1)检测量具简介:小于半圆的工件,内径测量不方便,无法使用常规工具进行测量,本文使用特制专用检测量具见图(1),由两端带有同直径小轮的固定弦长钢座与万用表组成,测量时将该量具置于待测圆内壁,使两小轮与小圆内壁接触,便可通过千分表读数X值,计算工件半径。

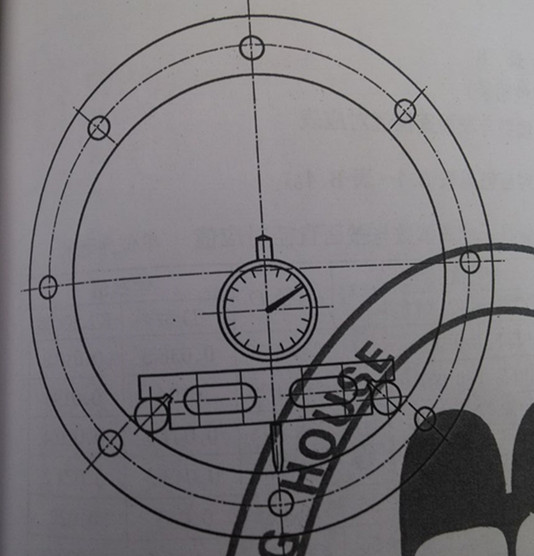
图(1)检测量具
(2)代用方法: C70承载鞍内径为![]() mm,C80E承载鞍内径为
mm,C80E承载鞍内径为![]() mm,二者内径不同,在替代检测过程中,会因为所测半径不同,使检测量具小轮与待测工件圆弧切点位置及测量弦高X发生变化。在不考虑接触面异物等微小因素,只要能够控制上述两个测量引入偏差值在允许可控范围内,理论上便可达到替代测量目的。
mm,二者内径不同,在替代检测过程中,会因为所测半径不同,使检测量具小轮与待测工件圆弧切点位置及测量弦高X发生变化。在不考虑接触面异物等微小因素,只要能够控制上述两个测量引入偏差值在允许可控范围内,理论上便可达到替代测量目的。
2 内径检测工具替代计算与分析
2.1 替代计算
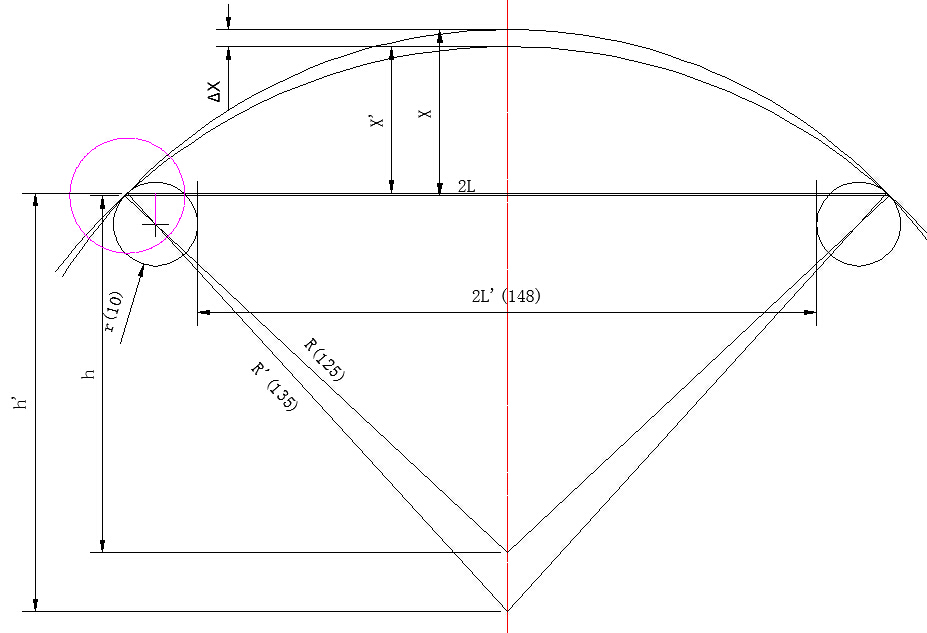
已知C70承载鞍半径为R=125mm,弦长为2L,弦高为X,圆心距弦高h;待测C80E承载鞍半径![]() ,弦高
,弦高![]() , 圆心距弦高
, 圆心距弦高![]() ;圆规小轮半径r=10mm,两小轮中心距为168mm,可得两轮距
;圆规小轮半径r=10mm,两小轮中心距为168mm,可得两轮距![]() =168-2r,可得到
=168-2r,可得到![]() =74mm;
=74mm;
α
β
α
β
R'
R
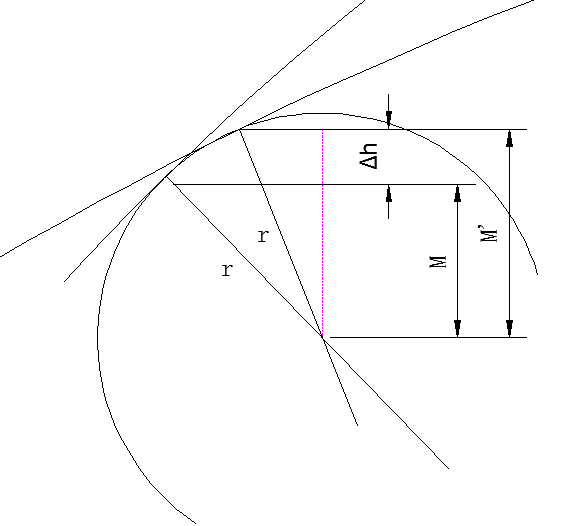
图(2)替代原理图 图(3)局部放大图
如图(2)(3)所示,根据相似三角形的相似比得出![]() -①;
-①;
由直角三角形勾股定理得出![]() -②;
-②;
千分表测量值弦高与承载鞍半径的关系可得![]() -③;
-③;
解上述三个算式组成的方程组可以推导出![]() -④;
-④;
令![]() -⑤,则
-⑤,则![]() ,
,![]() 即为通用替代测量计算公式。
即为通用替代测量计算公式。
2.2 公差分析
已知量具小轮半径r=10mm,轮距![]() =74mm(量具自身误差恒定)分别代入两不同内径产品可得:
=74mm(量具自身误差恒定)分别代入两不同内径产品可得:
R=125mm ![]() ≈0.68298245,
≈0.68298245,![]() ≈85.37280637,
≈85.37280637,![]() ≈39.62719363;
≈39.62719363;
R=135mm ![]() ≈0.74055146,
≈0.74055146,![]() ≈99.97440472,
≈99.97440472,![]() ≈35.02559528;
≈35.02559528;
因半径不同弦高会出现![]() 差值,另量具两小轮与内圆面切点发生变化,两弦之间产生下降差
差值,另量具两小轮与内圆面切点发生变化,两弦之间产生下降差![]() ,该差值
,该差值![]() 可由相似正弦定理、相似三角形相似角相等,列方程组求得:
可由相似正弦定理、相似三角形相似角相等,列方程组求得:
![]() =
=
![]() =0.58434782
=0.58434782
所以最终弦高测量差![]() =4.01689301;
=4.01689301;
同理,按照图纸给定公差范围![]() mm和
mm和![]() mm上限计算可得出,
mm上限计算可得出,![]() ≈39.57406897,
≈39.57406897,![]() ≈34.98573422,
≈34.98573422,![]() =4.00398693,只要控制
=4.00398693,只要控制![]() 公差测量范围在
公差测量范围在![]() 以内,即判定为合格。
以内,即判定为合格。
3 实际应用
在生产实践过程中,使用该方法对试验件进行检测,尺寸均能满足图纸要求,且经三坐标测量得到验证,尺寸符合![]() mm公差范围,理论计算与生产实际相一致。
mm公差范围,理论计算与生产实际相一致。
4结论
(1)采用上述方法测量,(在综合分析其他检测因素并加以控制的情况下)即可满足相应的设计、加工要求。做到简化检测器具,缩短制造周期,适用易行。
(2)对于一个内径理论值的测量,其测量工具偏差值是恒定的,不影响测量精度。
(3)可以推广至圆缺孔径的测量,其修正值通用公式为:![]() (
(![]() )
)
参考书目:
《冷冲压模具设计》 第四机械工业部标准化研究所
《中国模具设计大典》 江西科学技术出版社
《机械设计手册》 化学工业出版社
何兴刚(1985-),男,本科学历,材料加工工程专业,工程师,从事技术质量管理工作。18640539131
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号