新疆庆华能源集团有限公司 新疆 835100
【摘要】:随着我国经济的发展以及科学技术的进步,社会对于能源的需求有所增加,在傳统的能源领域中,人们习惯大量的应用煤炭资源。而大量煤炭资源的过分应用,使得环境污染问题日趋严重。在技术进步的时代背景下,如何利用新的技术降低煤化工产业的环境污染程度成为社会关心的问题,而如何在煤化工装置中科学应用硫回收工艺的问题正是本文接下来要研究的问题。
【关键词】:硫回收工艺;煤化工装置;应用
引言
含有硫化氢的天然气,需要经过脱硫净化后方可作为清洁能源使用,来自醇胺脱硫装置的含H2S酸气,需要经过处理使尾气达到环保要求才能排放,硫磺回收就是一种很好的处理酸气的方法。对于低浓度H2S酸气而言,使用常规克劳斯工艺难以满足硫回收要求,因此硫回收工艺在煤化工装置中的应用引起了人们的重视。
1、克劳斯工艺
作为一种成熟的硫回收工艺,克劳斯工艺是一种在硫回收领域应用较为广泛的硫回收工艺。克劳斯工艺可以被分为常规克劳斯工艺、超级克劳斯工艺以及超优克劳斯工艺三种。常规克劳斯工艺在理论上的硫回收率较高,因其应用的是严格控制燃烧中的硫化氢以及空气的比例以达到负二价硫离子和正四价硫离子的中和反应形成单质以回收硫的原理。作为常规克劳斯工艺的延伸技术的超级克劳斯工艺采取的则是选择性的氧化反应的原理。这种工艺技术的可操作性更强,因反应的条件要求较易达到,不那么苛刻,最终可以得到的是氧化物二氧化硫。由于工艺的可操作性得到提高,因而其硫回收率可高达99%,环保要求达到国家环保要求,因而在煤化工装置中应用最为广泛。超优克劳斯工艺则是充分考虑了煤化工产业的时间效率问题,在前两个反应器中加入了常规克劳斯催化剂,选择性氧化催化剂则被加到最后一个反应器中,床层中添加选择性加氢还原催化剂更是加快了反应的速度,有助于硫回收工作的进行。
2、Selectox工艺及循环Selectox工艺
Selectox工艺一般用于从H2S体积含量小于30%的贫酸气中回收硫或硫回收尾气净化。根据原料气中H2S含量的高低分为一次通过法Selectox工艺和循环Selectox工艺。当酸气中H2S含量小于5%,可使用一次通过法,Selectox工艺硫回收率约为95%。其流程示意图如1所示。
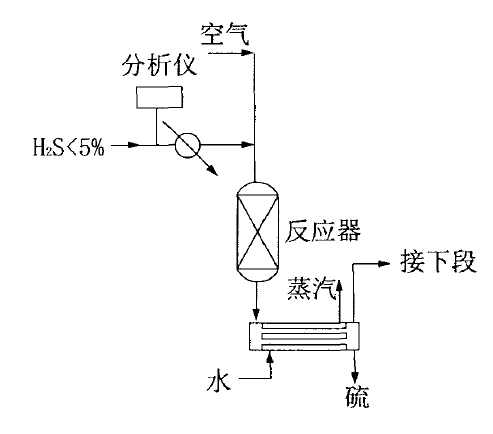
图1 Selectox一次通过法工艺流程示意图
当酸气中H2S含量大于5%时,为了控制反应温度不超过371℃,一般采用循环Selectox工艺。该工艺采用一台循环鼓风机,酸气和空气一起进入装有催化剂的氧化段,此段硫回收率约为80%左右,然后进入克劳斯转化段,最后尾气使用Selectox催化剂催化灼烧后排放。循环Selectoxs艺硫回收率约为97%,最高可以达到99%。循环Selectox工艺流程示意图如图2所示。
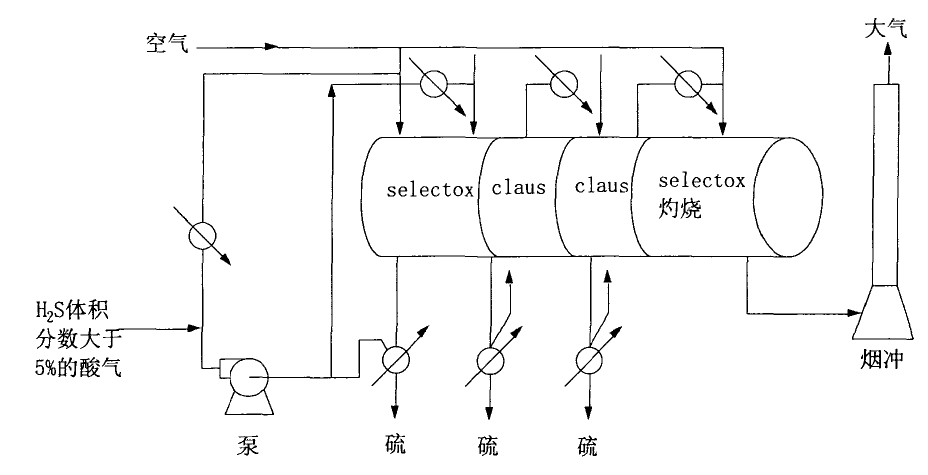
图2 循环Selectox工艺流程示意图
Selectox工艺的特点是采用了一种选择性氧化催化剂,装填于反应器上端,将原料气中H2S选择氧化为SO2,在反应器下端装填活性Al2O3催化剂,H2S在催化剂作用下生成单质硫。Selectox工艺的装置需要设置ADA分析仪侧定尾气中H2S和SO2含量,并反馈以调节空气量,使得过程气中的H2S/SO2为2:1。并且反应器床层和关键部位需设置多点温度记录仪,由温度控制回路调节各反应器的原料气温度。由于Selectox氧化反应段内同时存在H2S直接氧化成硫和氧化为SO2两种反应,因此其转化率高于克劳斯平衡转化率。
反应器装填Selectox催化剂,该催化剂分为Selectox-32和Selectox-33两种牌号,在SiO2-Al2O3载体上大约含有7%V2Os和8%Bi02,可以选择性氧化H2S为SO2和硫,而不生成SO3,也不氧化烃类、氢及氨等组分,具有良好的稳定性,但是芳烃可以在其上裂解结碳,所以要求酸气中芳烃的含量不超过1000mL/m3。在Selectox反应器下部有一个或几个Claus反应器均装填有Al2O3催化剂,可将Selectox反应器出口气流中的H2S, SO2和硫蒸气回收转化为硫,硫回收率达90%~95%。当H2S含量为1%~2%时,反应器出口温度约为260℃,即使H2S含量达到5%,出口温度也只有370℃,仍然能够维持正常操作,对催化剂没有不利影响。但若操作参数控制不当,装置的运行温度过高,会造成催化剂失活,因此应严格控制操作参数。
首套Selectox循环工艺装置生产能力为20t/d,直接氧化段催化剂为Selectox-33,并继以两级克劳斯转化,装置硫回收率为95%左右。Selectox工艺还与Thiopaq生化工艺结合从而将尾气H2S浓度降到l 0mL/m3以下。
3、微生物脱硫工艺
随着上世纪八十年代生物脱硫反应器的推出,利用自然界中对于硫元素能够进行吸收降解的微生物完成硫回收工作的微生物脱硫工艺也进入人们的视野。作为生物脱硫技术,微生物脱硫工艺中不会应用添加剂,也就不会出现化学药剂的二次污染的问题,如此这种工艺具有低污染以及高效率的优点。但是微生物硫回收工艺的回收工艺过于复杂,在硫回收的前期的支出费用较高也是这种工艺的缺点。
4、湿法氧化脱硫技术
湿法氧化脱硫技术也是应用了化学反应,生成物是硫类化合物,其中应用的是碱性液体和焦煤炉煤气的硫化氢与氰化氢的化学反应。湿法氧化脱硫技术会运用到吸收液进行脱硫工作。这就意味着参与化学反应的液体的浓度等会对硫回收工作的效果产生影响。由于装置中是液体间的反应,因而在操作时需要格外注意,以避免由于操作的失误导致硫回收处理工作的效果。但是很难保证操作的准确性,因而会存在装置运行不够稳定的问题。
结语
以上研究有助于企业提高硫回收工艺的技术含量,有助于企业降低煤化工装置的环境污染的程度。希望本文对于在煤化工装置中应用硫回收工艺的问题研究能够起到一定的借鉴作用。
参考文献
[1]何丽蓉,郭宁宁.浅谈硫回收工艺在煤化工装置中的应用[J].化工管理,2017(15):88+90.
[2]霍学刚.硫回收工艺以及生产标准在煤化工装置中的应用[J].中国石油和化工标准与质量,2016,36(10):6+12.
[3]金燕.煤化工硫回收装置的工艺选择探讨[J].化工管理,2017,(31):176-177.
[4]王海燕.硫回收工艺在煤化工装置中应用[J].化工设计通讯,2018,44(06):17-18.
[5]李红久.ABC控制系统在硫回收装置中的应用[J].燃料与化工,2017,48(05):45-47.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



