本溪钢铁(集团)信息自动化有限责任公司, 辽宁 本溪 117000
摘要:本文首先简单介绍转炉钢渣热闷处理的工艺流程、特点、原理。然后对本钢钢渣热闷PLC控制系统的功能及其软、硬件构成,网络结构,主要控制功能等作简要说明。
关键词:钢渣;热闷工艺;PLC
1.钢渣热闷工艺概述和工作原理
1.1钢渣热闷工艺流程
将转炉的热态钢渣装入热闷池,使得钢渣冷却至300~800℃,再用天车将渣罐翻入热闷池,打水热闷。热闷12小时左右的钢渣完成打水,由挖掘机或天车抓斗运至振动给料机,再由皮带输送机送至磁选车间,进行破碎,筛分、磁选、提纯后完成。
1.2钢渣热闷工艺原理
当热闷池盖盖密封后,打水时使热闷池内产生大量饱和蒸汽与热态钢渣作用,钢渣中游离氧化钙(f-CaO)和游离氧化镁(f-MgO)与水反应:
f-CaO+H2O→Ca(OH)2 体积膨胀97.8%
f-MgO+H2O→Mg(OH)2体积膨胀148%
由于巨大的膨胀力使钢渣开裂、粉化。这样的化学反应后再经过破碎磁选后的钢渣真正实现了渣铁的分离。以前建筑、修路中存在的一些严重问题如起包、断裂等在这样的渣产品解决了。
2.PLC控制系统结构
2.1 PLC控制系统简述
PLC系统分为两级:上位监视级和下位控制级。上位级由三台工控机组成,实现现场工作状态的同步监视和主要设备的远程控制。控制级按照工艺主要由二个PLC主站组成。其中1#PLC主站主要实现钢渣热闷设备的自动控制,其下设13个从站。2#PLC主站主要实现钢破碎及筛选设备的自动控制,其下设12个从站。两个主站及上位机之间用光纤连接组成环网。如图1所示为1#PLC的硬件配置。2#PLC硬件配置与它基本相同。
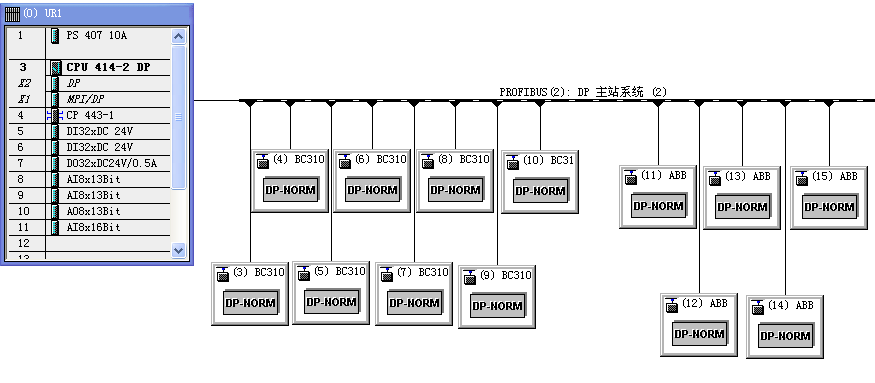
图1 1#PLC硬件配置
从上图中可以看出主站是西门子的PLC产品,具体型号为S7CPU414-2DP。而从站的硬件系统由德国倍福的BC3100和ABB的变频器组成。
除了这两个主站及从站外,还有若干个PLC远程站控制一些附属设备。为了主要设备的安全控制方面考虑,这些远程站与主站之间没有软通讯。只有有些远程站有硬线的联锁。这些远程站具体为:
两个S7-200控制热闷除尘罩车
两个西门子的LOGO控制水系统的过滤设备
两个S7-200控制平流沉淀池的设备
一个S7-200控制大型鄂式破碎机
两个倍福BC3100控制两台大型棒磨机
四个OMON的小型PLC防止四个长胶带机的跑偏
一个西门子的LOGO控制回水井的液位
2.2网络系统
该系统是由西门子工业以太网、Profibus-DP现场总线结合共同完成对整个系统的控制。其中上位机与下位机的通讯采用工业以太网。上位工控机安装CP1613通讯卡,与下位级PLC控制单元之间采用工业以太网传输网络。以太网属国际标准,现在已达到高传输安全性和可靠性要求。通过以太网络将上位计算机系统和下位级控制系统紧密的结合为一个整体,构成一个完整的系统。在这样高速传输网络上,可以很方便的利用PLC系统所特有的功能,实现对整个控制系统的计算机在线远程控制功能。
而下位机控制系统的主站从站之间通讯采用Profibus-DP现场总线。简单说,现场总线就是以数字信号替代了传统4-20mA模拟信号及普通开关量信号的传输。而Profibus-DP是西门子比较成功的开放式现场总线,它是控制级与现场级设备通讯用的现场总线。它遵循主、从站原则。即在本工程中S7-400PLC作为主站,它下面通过Profibus电缆连有BC3100、ABB变频器等多个从站。我们在使用了Profibus-DP以后得到了更多的好处:例如控制功能彻底分散到现场,先进的现场设备管理功能得以实现,系统的可靠性大大提高,节省了大量的电缆等等。
3.主要控制功能
该自动化控制系统主要实现以下功能:
1)破碎筛选设备的顺序控制。包括检修模式、逆起、顺停、急停以及这些设备互相之间的联锁、互锁控制
2)大型胶带机、振动给料机、离心水泵、除尘风机、磁选机等的变频器控制,以及随之而来的DP远程通讯功能,PID闭环自动控制等等
3)水系统的恒压PID控制。
4)调节水阀门根据渣量的计算出的流量给定。
5)热闷各个流程的时间统计。打水时间及停水时间的自动设定。
6)热闷中快速切断阀、抑尘阀、排气阀的自动控制。
7)主站与各个从站的软通讯和远程站的硬通讯及联锁。
8)主站之间的数据交换。
9)PLC系统可以对以下设备进行HMI手动和连锁控制:连锁控制具体逆着料流方向启动、顺着料流方向停止、连锁停止、紧急停止等功能。
主电所及主厂房设备:1A胶带机;ZGS5~ZGS8振动给料筛;ZGS5~ZGS8振动给料机;
圆锥破碎间内设备:电液三通分料器;新1#胶带机;新2#胶带机;圆锥破碎机;
运输部分设备:4#胶带机改造;新3#胶带机;新4#胶带机;新5#胶带机;新6#胶带机;新6#胶带机制动器。
磁选筛分设备:振动筛;振动筛走行电机;扇形阀。
钢渣仓下设备:新7#胶带机;新7#胶带机制动器;
10)回水泵自动控制:1号水池水位高于1.8米报警,当水位低于0.6米报警,高于1.6米,启动水泵,当水位低于0.8米停泵.2号水池与1号水池相同.
11)供水量控制:喷水10分钟,间隔10分钟,再喷水10分钟,最大喷水量100m/h静停,进行第二次倒渣,冷却最多有两个热闷装置倒渣后同时喷水冷却约有18次.
12)喷水热闷控制:当喷水冷却过程结束后,开始进入第二步热闷过程.热闷分4次喷水,每次喷水1小时水量100m/h,间隔1小时,第二次喷水量为77m/h,第三次喷水量为77m/h。第四次喷水量为71m/h间隔时间均为1小时,其它时间为热闷时间为热闷时间不喷水,最多有4个热闷装置同时喷水喷水冷却与喷水热闷重叠,同时有8个热闷装置喷水.
其他如数据的监视、报警、记录等等这里不一一详细阐述。
4.结语
该系统实现了多种PLC在一种工厂工艺中的应用。从近一年的运行情况来看,该控制系统完全满足热闷工艺的要求,提高了处理效率,降低了工人的劳动强度和运行成本,体现了钢渣处理的自动控制水平。
参考文献:
[1]阮积海.冶金环境保护.2006年第三期.
[2]朱桂林.中国钢铁渣利用的现状和发展方向.冶金渣处理利用国际研讨会论文集.中国金属学会.1999年.
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号