中车太原机车车辆有限公司 山西太原 030027
摘要:介绍了出口芬兰车轴的技术参数、结构特点、加工工艺及重点难点工作
关键词:带有卸荷槽的车轴;芬兰;技术参数;结构;试制加工;参数调整
出口芬兰车轴是中车太原机车车辆有限公司根据与Skinest Finland Oy签订的合同及技术规范进行设计和制造,该车轴于2019年5月完成设计,同年5月完成样轴试制加工工作,同年6月底完成批量车轴加工生产和交检。
1、芬兰车轴加工重点、难点分析及制定有效措施
1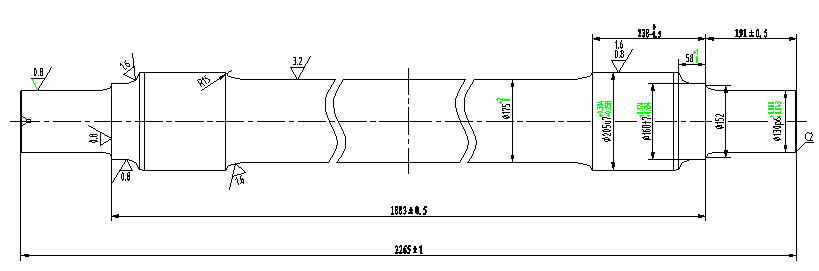 .1芬兰车轴车轴全长为2265±1mm,轴全长有2mm的公差范围,对车轴各段尺寸进行核对后再根据车轴加工对刀是采用轴端面进行对刀,这样的对刀方式能保证轴颈长、防尘板座长度,通过计算可得,轴长公差范围最终都集中在轮座长度上,而轮座长度为1800 -0.5mm,轮座公差范围仅为0.5mm,已现有加工设备及对刀的精度,要保证轮座长度难度较大。针对此问题,采取以下措施,可以有效的保证车轴轮座长度的要求。
.1芬兰车轴车轴全长为2265±1mm,轴全长有2mm的公差范围,对车轴各段尺寸进行核对后再根据车轴加工对刀是采用轴端面进行对刀,这样的对刀方式能保证轴颈长、防尘板座长度,通过计算可得,轴长公差范围最终都集中在轮座长度上,而轮座长度为1800 -0.5mm,轮座公差范围仅为0.5mm,已现有加工设备及对刀的精度,要保证轮座长度难度较大。针对此问题,采取以下措施,可以有效的保证车轴轮座长度的要求。
向车轴毛坯厂家提出要求,要求芬兰车轴轴全长范围2265±0.5mm。
加工前要求全数对轴全长进行测量。
制作芬兰车轴轮座长度检测样板。在轴身精车对刀时,对轮座长度进行检测,根据检测值,可以在轴身精车刀具对刀界面Z向补偿值进行相对增加或减小,轴身精车起点准确,从而保证轮座长度的要求。
1.2 根据芬兰车轴图纸要求,车轴轴颈直线部分、后肩4mm立睖面表面粗糙度要求为0.8μm,而现有RE2B型车轴轴颈直线部分表面粗糙度须达到Ra1.6μm,立睖轴颈后肩立睖面表面粗糙度须达到Ra3.2μm,所以在成型磨床加工时,立睖面可不进行磨削加工。所以为保证芬兰车轴轴颈直线部分及立睖面表面粗糙度须在成型磨床修整砂轮时,将直线部分、立睖处进给量减小为0.08-0.1mm/r,且4mm立睖面要进行磨削加工。修整参数及加工工艺更改后,轴颈直线部分及4mm立睖面表面粗糙度能满足要求。
2、刀具的选型及对刀
2.1 刀具选型
芬兰车轴轴身需要进行加工,而车间现有的右偏刀通过从轮座后肩向轴身加工后再掉头重复加工后,轴身中间接口表面质量不了图纸要求,所以芬兰车轴轴身最后精车加工须一刀加工完成,轴身表面质量才能满足图纸要求。要求对轴身通长进行加工,需要重新选取合理、优化的刀具。
从刀具的几何参数以及芬兰车轴加工工艺特点,可以从刀具的前角(γ0)、主偏角和刃倾角等以下几个方面考虑来选择刀具。
(1)前角(γ0):前角的大小主要解决刀头的坚固性与锋利型的矛盾,因此首先根据加工材料的硬度高,前角取小值,反之取大值。前角范围一般在-5°-25°之间选取。前角仅对平刀片有效。
(2)主偏角(Kr):主偏角的大小影响刀具寿命,减小主偏角,主刃参加切削的长度增加,负荷减轻,同时加强了刀尖,增大了散热面积,使刀具寿命提高。
主偏角的大小还影响切削分力,减小主偏角使吃力抗力增大,当加工刚性较弱的工件时,易引起工件变形和振动。根据芬兰车轴轴身与轮座差值,主偏角范围为60°~75°。
(3)刃倾角(λs):刃倾角的作用是控制切削流出的方向,主要看加工性质,粗加工时,工件对车刀冲击大,取λs≤0°,精车加工时,工件对刀车刀冲击小,取λs≥0°;通常取λs=0°。刃倾角一般在-10°~5°。
最终确定使用如下刀具:车轴轴颈、防尘板座、轮座半精车、精车所用刀具为车间原有刀具:DNMG150612-PM4025(半精车) ,DNMG441-DM4215(精车);轴身半精车加工所用刀具型号为:DNMG150612-PM4025(半精车),精车加工所用刀具型号为VBMT 16 04 08-PR 4325型(35°V型)刀片,前角γ0=0°,主偏角(Kr)为72°30′,刀尖半径rξ为0.8mm。
2.2 35°V型刀片对刀方法
车轴半精车、精车加工所用刀具装用93°右偏刀杆,Z向对刀时刀尖的中心与端面刚好接触,对刀精准且合理,但35°V型刀片时装用在中置刀杆上,为保证刀片刀尖中心要与车轴端面接触,操作难度大,为保证Z向对刀准确,须在轴颈半精车后首先对35°V型刀片进行对刀,对刀时肉眼将35°V型刀片的中心接触车轴端面处的棱角,接触转动一圈后,车轴轴颈端面处有车削的痕迹,然后再进行车轴轴颈精车加工,通过调整对刀顺序可以有效地避免因对刀时所产生的刀痕,也保证了V型刀片对刀的准确性。
3、确定合理加工工艺线路及编制程序
3.1程序编制

上图为使用AUTOCAD绘制出的车轴成品图,按照工艺路线,须绘制轴颈、防尘板座、轮座及圆弧部位、轴身半精加工及精车加工程序,其车削程序均按坐标点进行编制。
3.2车轴试制加工调试
手动输入程序后进行校核、调试。首先空车试车,单段执行程序,确认无误后,将车轴吊至车床开始试加工,同样走单段程序进行试切。
3.3 切削参数确定
芬兰车轴材质为EA1N,现加工RE2B车轴材质为LZ50,因车轴材质的变化,所以在试制中对半精车切削加工参数及精车切削加工参数进行了多次调试后,确定圆弧部位半精车切削深度ap=3mm,进给量f=0.35mm/r,切削速度v=200-250r/min。走3刀。发现车削大圆弧部位时,振刀十分严重,圆弧表面有明显的振刀纹,使得车轴表面质量不满足要求。最后对参数修改,确定半精车加工参数为:切削深度ap=1.5mm,进给量f=0.25mm/r,切削速度v=200r/min,走5刀。
精车圆弧部位切削深度ap=0.3-0.5mm,进给量f=0.15mm/r,切削速度v=450r/min,走刀一次。
精车直线部位切削深度ap=0.7-1.0mm,进给量f=0.2mm/r,切削速度v=450r/min,走刀一次。
3.4加工路径的确定
3.4.1芬兰车轴加工定位基准为端面及轴端中心孔,车轴半精车、精车路线为先从车轴端面开始,向车轴轴身方向进行车削加工,加工至轮座末端,整个加工过程跟现有车轴加工路径一致。芬兰车轴轴颈、防尘板座、轮座具体加工路径如下图所示:

3.4.2 芬兰车轴轴身加工,粗车:第一步是从距轮座后肩550mm处进行加工,加工至另一端距轮座550mm处结束第一步加工完成。第二步:轴身距轮座600mm处粗车一刀,再掉头重复车削。
3.4.3 芬兰车轴轴身精车车削一刀,下图为芬兰车轴轴身最终精加工轨迹:
4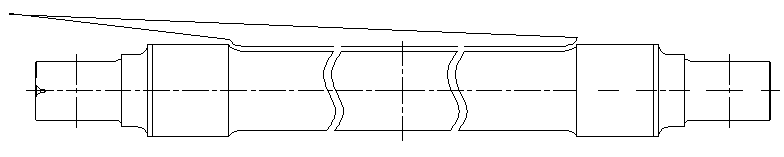 、确定合理的加工设备
、确定合理的加工设备
4.1 CKA6163型数控卧式车床,所用刀架为前置刀架,刀架Z向移动轨道与车轴支撑移动转台轨道是一个轨道,若要车轴轴身最终通长加工,车削轨迹与车轴支撑移动转台干涉,就要去掉,车轴车削时采用双定尖夹持方式进行夹紧,车轴加工完后掉头及上下料都需要天车吊运,吊运过程易造成车轴的磕碰且浪费时间;CKA6163型数控卧式车床其刚性较差(在顶尖及刀具状态良好的情况下),车削加工长距离时,车轴震动明显,且加工表面有振刀的现象。
4.2 YH-50/300型数控车轴车床所用刀架为后置刀架,车轴支撑移动转台和刀架Z向移动轨道是两条平行的轨道,所以加完一端进行掉头和上下料都可以使用机械手来完成。
综上所述,YH-50/300型数控车轴车床是此次车轴加工比较合理的加工设备。
5、结束语
本次芬兰25吨车轴的试制加工通过采用合理的加工路径、高效且合理的加工设备和优化的加工方法,选择比较合适的加工刀具和切削参数等有效措施的实施,保证芬兰车轴加工质量要求

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



