广西百矿铝业有限公司 广西百色 533000
摘 要:大型铝电解槽炉膛内型的规整程度与电解槽本身的稳定性直接相关,电解槽内型的规整与否还会影响最终的经济指标。本文分析了炉膛内型规整的重要性,并探讨了非正常生产期内电解槽出现畸形炉膛的有关对策,以及提出建立炉膛后对其进行管理的思路等,希望为相关专业人员提供借鉴与参考。
关键词:420KA;大型铝电解槽;炉膛管理
1 加强铝电解槽炉膛管理的重要性
(1)只有炉膛内型规整的电解槽,才能进行稳定而安全的生产,而且规整的炉膛内型还能延长电解槽的使用寿命,从而保证电解槽能够取得更好的经济指标。下表1为某公司420KA系列电解槽的数据对比。显而易见,这家公司的420KA系列电解槽二工区的各项经济指标和三工区的各项经济指标之间存在巨大的差距。而这种现象出现的原因就是在建立二工区炉膛的时候,受到各种因素的干扰,导致二工区内绝大多数电解槽炉膛内型畸形,进而影响了二工区的经济指标。二工区内的畸形炉膛主要可以分为2类,图1所示是第一类畸形炉膛内型,出现这种畸形炉膛的电解槽的炉帮厚度不平均,35cm处伸腿的高度差距较大,使得炉帮厚的一处电流流向侧壁通过较少,而炉帮薄的一处电流通过多,导致在电解槽出现了偏流现象,加快了电解铝生产中铝液的流速,电解槽中电压的波动增强,降低了电流效率,进而降低了经济指标;图2所示的就是第二种炉膛畸形,出现这种畸形的电解槽,其炉膛伸腿肥厚而且伸腿过长,伸腿深入阳极板底掌投影区域过长,导致电流无法正常通过被伸腿覆盖的阴极,阴极的导电面积减少,电流效率降低,此外,阴极的导电面积缩减也影响到了阳极,阳极的导电量会随之减少,而阳极也会因为电量消耗缓慢而慢慢突起,最后会因为与伸腿进行接触而将阳极的导杆顶裂。
表1 某公司 420kA 系列电解槽数据对比
| 项目 | 电压(V) | 电流效率(%) | 直流电耗(kWh/t·al) |
| 二区 | 4.044 | 93.28 | 12919.37 |
| 三区 | 3.994 | 93.67 | 12707.25 |
| 差值 | 0.050 | -0.39 | 212.12 |
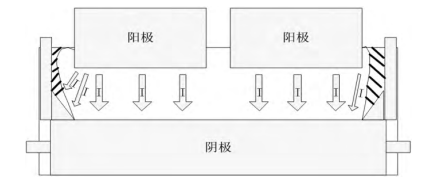
图 1 一类畸形炉膛
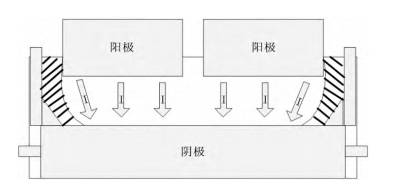
图 2 二类畸形炉膛
(2)在建设完铝电解槽以后,侧部的炭等材料与电解槽的阴极一起构成了基本的炉膛,但由于侧部的炭处于裸露的状态,所以当进行铝电解的时候,会受到高温电解质的侵蚀,使得炭块出现破损的现象。另外,侧部的炭块由于本身具有一定的导电性能,所以电流也会被炭块引流,导致出现空耗的情况,降低了电流效率。为了避免出现这种状况,当电解槽启动以后,需要在侧部的炭块表面建立一层绝缘而且耐高温的致密结壳层,通常情况下,这层结壳层的组成是熔融状态下的高分子比冰晶石和α-Al2O3在高温环境下在炭块表面析出的固体,而只有当结壳层完全将炭块包裹起来以后,才能将原先的基本炉膛和结壳层合称为一个完整的炉膛内型。
2 非正常生产期畸形炉膛的成因及预防
2.1 形成畸形炉膛的原因及预防
虽然导致炉膛内型畸形的因素有很多,但是总体上可以将这些因素分为热平衡和物料平衡这两方面的问题。首先是热平衡,建立电解槽炉膛内型的时候,必须要保持高温高分子比,而一旦由于出现停电或者热量散失等突发状况,而导致维持高温高分子比所需的热量不足,就会使得电解槽炉底过冷,进而导致炉底伸腿肥厚且过长,这就是第二种畸形炉膛的形成原因。再者就是物料平衡的问题,同样是在建立电解槽炉膛内型的时候,除了要保持高温高分子比以外,还需要保持足够的电解质水平,一旦冰晶石或者电解质的量达不到要求,就会使得电解质的水平过低,进而导致炭块没有足够多的固体析出,形成不了结壳层也就是炉帮,这就是第一类畸形产生的原因。当然,热平衡与物料平衡是互相影响的,没有办法单独满足其中一项,因为当热量不足时热平衡失调,造成电解质萎缩,使得过多的物料沉入炉底,进而引起物料失衡。
在一个系列大面积启动电解槽期间,例如420KA系列电解槽大面积启动时,期间往往会受到各种因素干扰,而导致热平衡与物料平衡被破坏,进而无法进行正常生产。如何避免在非正常生产期间电解槽的热平衡与物料平衡被破坏,以及两大平衡被破坏以后的补救措施便成为了避免炉膛畸形的关键所在。例如,假如可以配备紧急发电装置来避免停电期间出现的热平衡失调问题,并在电力恢复以后利用高电压等方法及时将电解质水平恢复到平衡状态。
如铝水平无法避免的处于高位,那么在管理电压的时候就要保持高压电来维持炉底的热量,预防出现第二类畸形炉膛。而当电解质的量不足或者电解质水平太低时,就要及时补充冰晶石与电解质块,同时还有提供足够的热量来保证电解质水平能够达到高位,进而避免出现第一类畸形炉膛。
2.2非正常生产期形成畸形炉膛进入正常生产期后的处理思路
电解槽在非正常生产期间出现的畸形炉膛很难被解决,这表示一旦在非正常生产期间出现了炉膛畸形,那么这个电解槽的运行状况就会被一直影响,即使是进入正常生产期间也很难被逆转。而如果电解槽在非正常生产期间形成了良好的炉膛内型,那么即便后来在正常生产期间由于各种原因而导致了畸形炉膛的出现,也能比较容易进行处理。图3中的阴影部分就是正常生产期间出现的过长的伸腿,因为其是在低温低分子条件下形成的,所以硬度相对于高温高分子条件下形成的伸腿要软,而且成分也与后者完全不同,前者更像是在规整炉膛上拼接的一块结壳,想要处理的话,只需要将电压以及分子比稍微提高,并提供足够的热量,再辅以适当的机械手段,就能很轻易地去除过长的伸腿,将炉膛恢复正常。
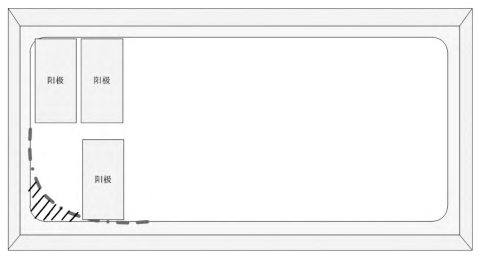
图 3 正常生产期形成的畸形炉膛
图4显示的是非正常生产期间形成的畸形炉膛,这种过长的伸腿形成的环境是高温高分子比,可以将其看作是整个炉膛内型的一部分,而硬度也和正常生产期间形成的伸腿不一样,而是和整个炉膛一样硬,所以想要利用高温高分子比和机械手段来消除这些伸腿都是不切实际的。从理论出发,只要温度和分子比都足够高,就能把电解槽还原为启动状态,这就需要重新建造一次炉膛。一方面来讲,重造炉膛并不经济,重造一次炉膛的代价太大,而即使形成规整的炉膛,所带来的经济效益也远不如直接使用畸形电解槽要来得高,更何况重造期间也可能出现畸形炉膛;另一方面来讲,炉膛内衬在经历第二次高温建造以后可能会产生极大的破损,有非常高的风险,也不可取。而这种伸腿由于表面光滑,且硬度过高,一不小心就会对炉膛本身造成破坏,所以使用机械手段来处理也是不可取的。
关于畸形炉膛电解槽的管理,要适当采用趋利避害的思想。首先是将设定电压提高,并在适当的时候回铝,使铝的水平处于高位,让铝水淹没肥厚而且过长的伸腿,进而让伸腿与阳极保持一定的距离,确保阳极能够正常进行工作,从而使得阳极的导电量和导热量都能得到保障。同时保持较低的分子比,确保较大的过热度,而在高过热度和阳极持续正常工作的条件下,过长的伸腿就会慢慢缩小,进而提高电流效率。但即使是这样,畸形炉膛电解槽的工作效果还是不如规整炉膛电解槽,同时由于畸形炉膛电解槽工作时要求电压处于高水平,也会不可避免的产生损耗。
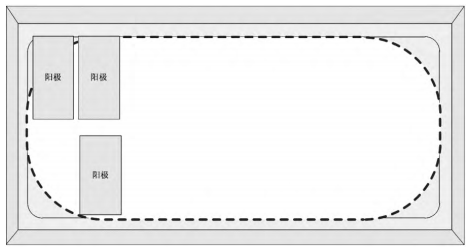
图 4 非正常生产期形成的畸形炉膛
3建立规整炉膛后的管理思路
笔者认为大型铝电解槽铝水平高度的保持应由炉膛设计和建立时的状况来确定。图5为420KA铝电解槽铝水平高度示意图,其中电解槽的人造伸腿顶端与炉底的距离是27cm。在正常生产期间,产生铝液镜面的位置即为炉帮最薄弱的位置,在设计上,这个薄弱处通常处于侧部炭块的中间,而一块固体的中间应为其最坚硬的部位,所以炉帮最薄弱处应靠近人造伸腿顶部的1cm内,即铝水平要保持在27-28cm的范围内,这样既能保持电解槽的安全与稳定,又能带来较高的经济效益,达到良好的经济指标。铝水平过低时,炉膛底部的散热量小,进而导致温度偏高,而铝液层也会随之变薄,最终降低了电解槽的稳定性和电流效率。而铝水平过高时,炉膛底部的散热量就会变大,铝液厚度提升的同时温度也会随之降低,这时电解槽的稳定性会有所提高,但这要求电解槽保持高电压,使电能消耗增加,进而降低电流效率。可以得出,炉膛决定铝量,而铝量决定电压,当铝量和电压处于一个良好的配比时,电解槽的稳定性和安全性都能得到保证,同时还能达到良好的经济效益。所以进入正常生产期的电解槽应将铝水平定为27cm,进而确保在铝电解槽的使用周期内将经济效益的最大化。
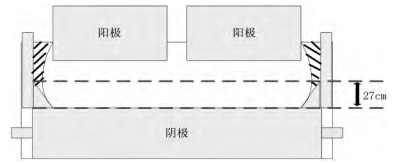
图 5 铝水平高度示意图
结 语
综上所述,规整的炉膛内型能够保证电解槽的稳定性,在非正常生产期间,确保热平衡和物料平衡,才能有效避免畸形炉膛的产生,进而形成规整炉膛,为经济效益最大化打下基础。而当进入正常生产期的电解槽应将初始铝水平标为27cm,再随电解槽使用时间的增长而慢慢将其提高,确保电解槽的长期稳定性,延长其使用寿命。
参考文献
[1]刘海石.延长大型铝电解槽寿命的研究[D].东北大学,2016.
[2]刘斌明.浅谈420KA铝电解槽炉帮的形成与控制[J].甘肃科技,2018,34(22):60-61+64.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



