(中航航空电子有限公司,北京, 100098)
【摘要】使用基于MPC微相技术和应用FAST快速表面活性剂的半水基清洗剂,开展半水清洗技术研究,通过光学检查和离子浓度检测检查清洗质量,确定了对细密缝隙渗透力强的清洗剂,掌握了清洗工艺方法,解决了超细间距及隐藏焊点周围助焊剂残留。
关键词:半水清洗;隐藏焊点
Research on Semi-aqueous Cleaning Technology of PCBA with ultra-fine pin pitch and hidden solder joints
Zhang Honghong
(AVIC Aviation Electronics Co. Ltd,Beijing,100098)
[Abstract] Based on MPC micro phase and FAST surfactant technology, the semi-aqueous cleaning process of the residues was studied. Cleaning quality was checked by optic inspection and ion concentration inspection, the optimum cleaning agent was determined. The flux residuals around ultra-fine pin pitch and hidden solder joints were cleaned.
Key words: semi-aqueous cleaning; hidden solder joint
随着电子产品微小、轻重、精密化的发展,电子组装的可靠性更关注元器件的微型化、更细间距和导线间的电磁引力。和污染有关工艺过程增加了元器件失效的潜在可能,电子清洗在制造业中越来越重要。在实际生产中发现,超细间距及隐藏焊点周围的助焊剂残留不易清洗、免清洗助焊剂残留不易清除、无水乙醇手工清洗存在安全隐患等一系列清洗问题。这无法满足《GJB 5807-2006军用印制板组装件焊后清洗要求》三级军品要求【1】,因此需对清洗工艺进行深入研究,实现焊后清洗质量的控制要求。
1 清洗方案设计
根据电子产品的可靠性与清洁度等级、所用焊膏、助焊剂类型、焊接状况、产品的组装密度、元器件与清洗工艺的相容性,以及环境保护要求等因素,确定组装板焊后清洗要求;根据污染物的成分、污染物的物理特性、污染程度等情况,选择清洗液材料和清洗工艺;选择清洗设备,确定测试方法;确定质量控制和监测方式,然后经过对初始设计进行优化确定清洗方法,设置清洗工艺参数、清洗质量控制,使清洗工艺达到最佳条件。
2 实施过程
2.1 工艺试验板设计
统计产品中高密度印制板组装密度、以及常见问题器件的类型,设计能模拟实际产品的工艺试验件,单板共设置元件1116 只,其中考核面共设置元件732只,元器件种类共计15种,封装类型15种,涉及封装类型包括常用的BGA、LGA、QFP、0402、3216钽电容,高密度印制板使用的0201、01005阻容,PoP封装、底部带散热盘的无引线双列 DualRowMLF封装元件。单板平均组装密度为58点/cm2,局部高组装密度为257点/cm2。试验板具体情况见表1。
表1 元件规格及组装密度
序号 | CS面元件规格 | I/O数量 | 单板数量 | I/O总数 | 备注 |
1 | LQFP64-7mm-0.4mm-2.0-Sn-DC | 64 | 2 | 128 | QFP |
2 | A-PBGA1156-1.0mm-35mm-SAC305-DC | 1156 | 2 | 2312 | BGA |
3 | 01005SMR-PA-SN-0 | 2 | 200 | 400 | 01005电阻 |
4 | 0201SMR-PA-SN-0 | 2 | 200 | 400 | 0201电阻 |
5 | 3216SMTA-PL-SN | 2 | 20 | 40 | A型钽电容 |
6 | A-Pop152-0.5mm-14mm-DC | 152 | 2 | 304 | PoP-TopBGA |
7 | A-PsvfBGA353-0.5mm-14mm-DC | 353 | 2 | 706 | BotomBGA |
8 | A-CVBGA432-0.4mm-13mm-SAC305 | 432 | 4 | 1728 | |
9 | A-CTBGA228-0.5mm-12mm-LGA | 228 | 4 | 912 | |
10 | A-DualRowMLF156-12mm-0.5 | 157 | 2 | 314 | |
11 | A-PBGA256-1.0mm-17mm-SAC305-DC | 256 | 4 | 1024 | |
12 | 0402SMR-PA-SN-0 | 2 | 200 | 400 | |
13 | 0402SMC-PA-SN-0 | 2 | 200 | 400 | |
14 | 0201SMC-PA-SN-0 | 2 | 136 | 200 | 0201电阻 |
15 | A-PBGA256-1.0mm-17mm-DC | 256 | 4 | 1024 |
2.2焊接材料的选择
选用与目前实际生产相符的焊料等原材料,即Indium焊膏RMA-SMQ51A。
2.3清洗方法的选择
目前国内外,印制板组件的清洗工艺大多采用水清洗。水清洗原理都大致相同,即清洗剂溶于去离子水中,通过清洗-漂洗-烘干的流程完成电路板组件的清洗工作。水清洗技术在国内电子、军工各集团公司的单位广泛应用,但由于采用的焊料成分不同,清洗对象不同,采用的清洗剂也不尽相同。清洗剂的选择是水清洗技术的关键【2】,随着器件的小型化、组装密度提高,清洗剂的技术也在快速发展,由于结合溶剂和表面活性剂技术的优点,使得基于MPC微相技术和应用FAST快效表面活性剂的半水基清洗技术得到快速发展和推广,推动了水清洗技术的发展。
为了解决引脚间距0.5mmPOP、0.4mmBGA、0.5mmMLF等超细间距及隐藏焊点周围助焊剂残留,避免微细间隙中的电迁移或腐蚀,影响产品可靠性,选择基于MPC微相技术和应用FAST快速表面活性剂的半水基清洗剂,分别用中性清洗剂ZESTRON VIGON N600(MPC微相技术)、碱性清洗剂VIGON A201 (FAST快速表面活性剂技术)、碱性清洗剂AQUANOX A4625 (FAST快速表面活性剂技术)进行水清洗试验。清洗设备选用Miele IR6002水清洗机。
2.4试验方法
溶剂浓度、清洗时间、清洗温度、漂洗温度、漂洗次数是水清洗的关键工艺参数【3】,为了选择合适的清洗剂并摸索其最佳工艺参数,课题组分别调配N600、A201、A4625清洗液浓度,调整清洗时间、清洗温度、漂洗温度、漂洗次数,按照图1清洗流程进行清洗试验,然后对清洗后试件进行显微镜检查,依据具体结果进行参数调整,对比不同清洗剂的清洗效果,三种典型超细间距及隐藏焊点清洗后的外观结果见表2所示,清洗后的离子浓度检测结果见表3。
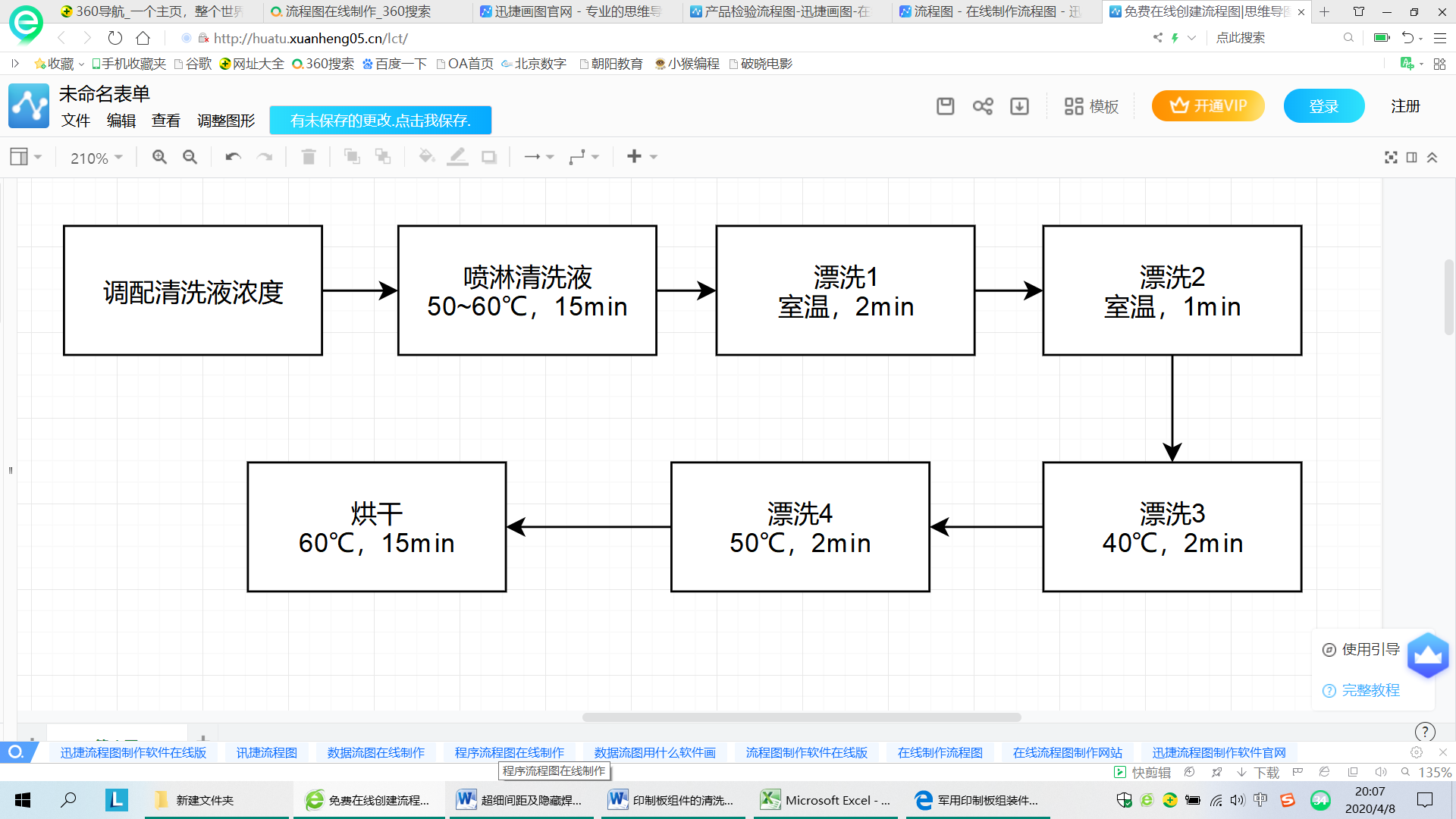
图1水清洗流程图
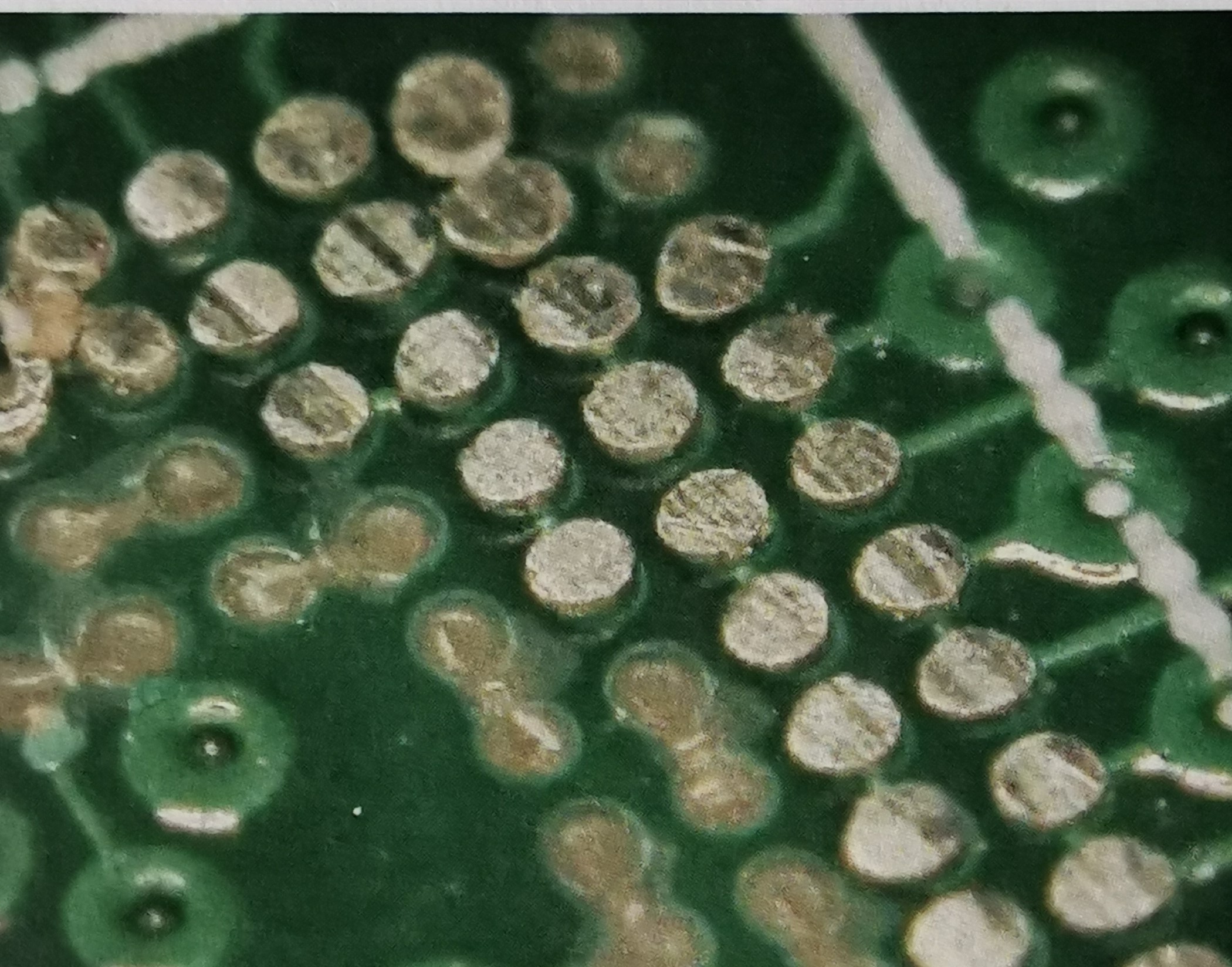
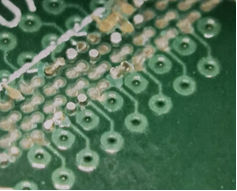
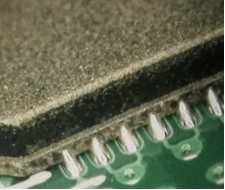
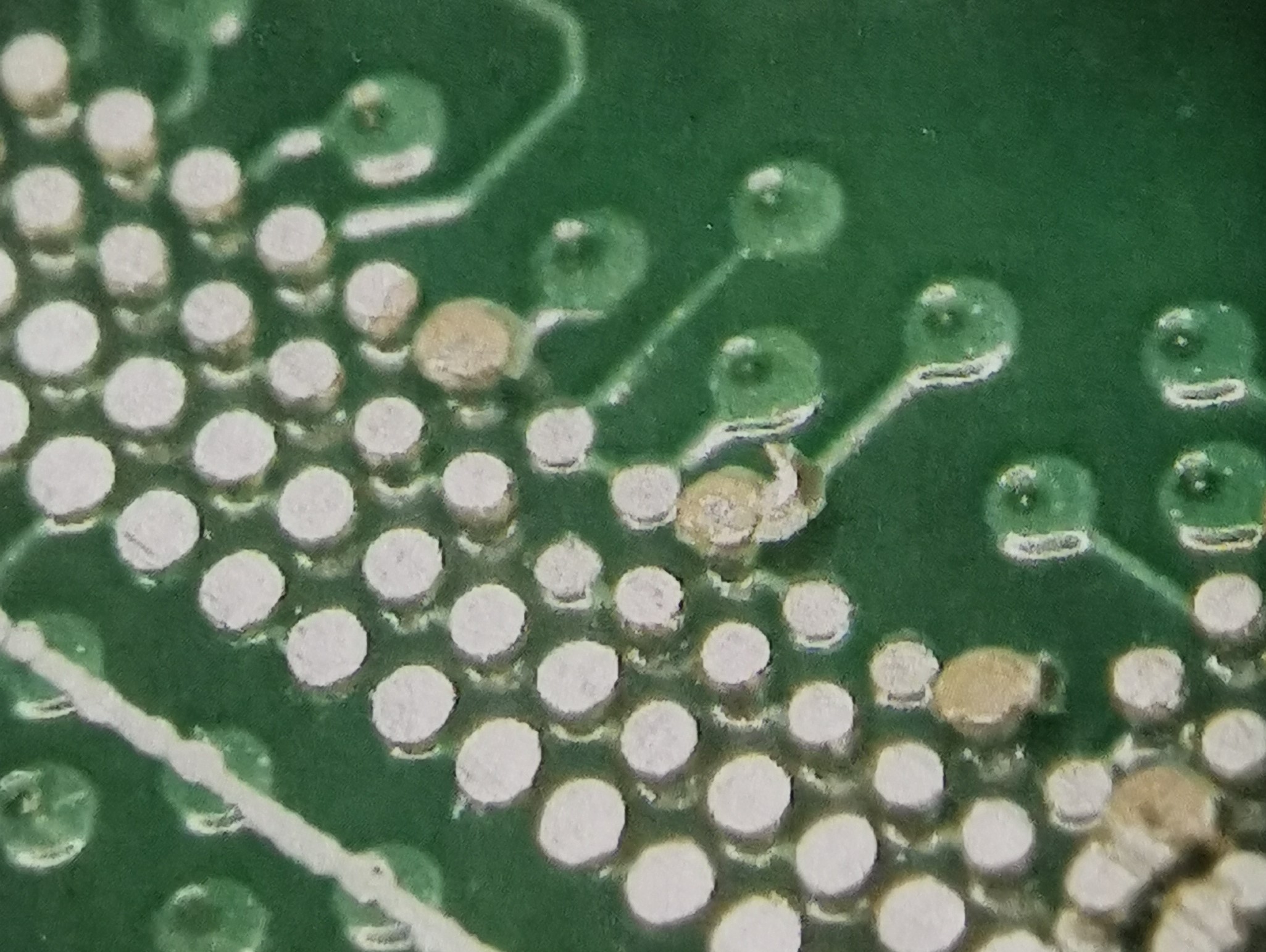
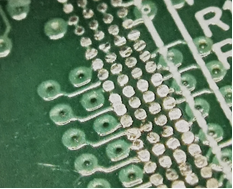
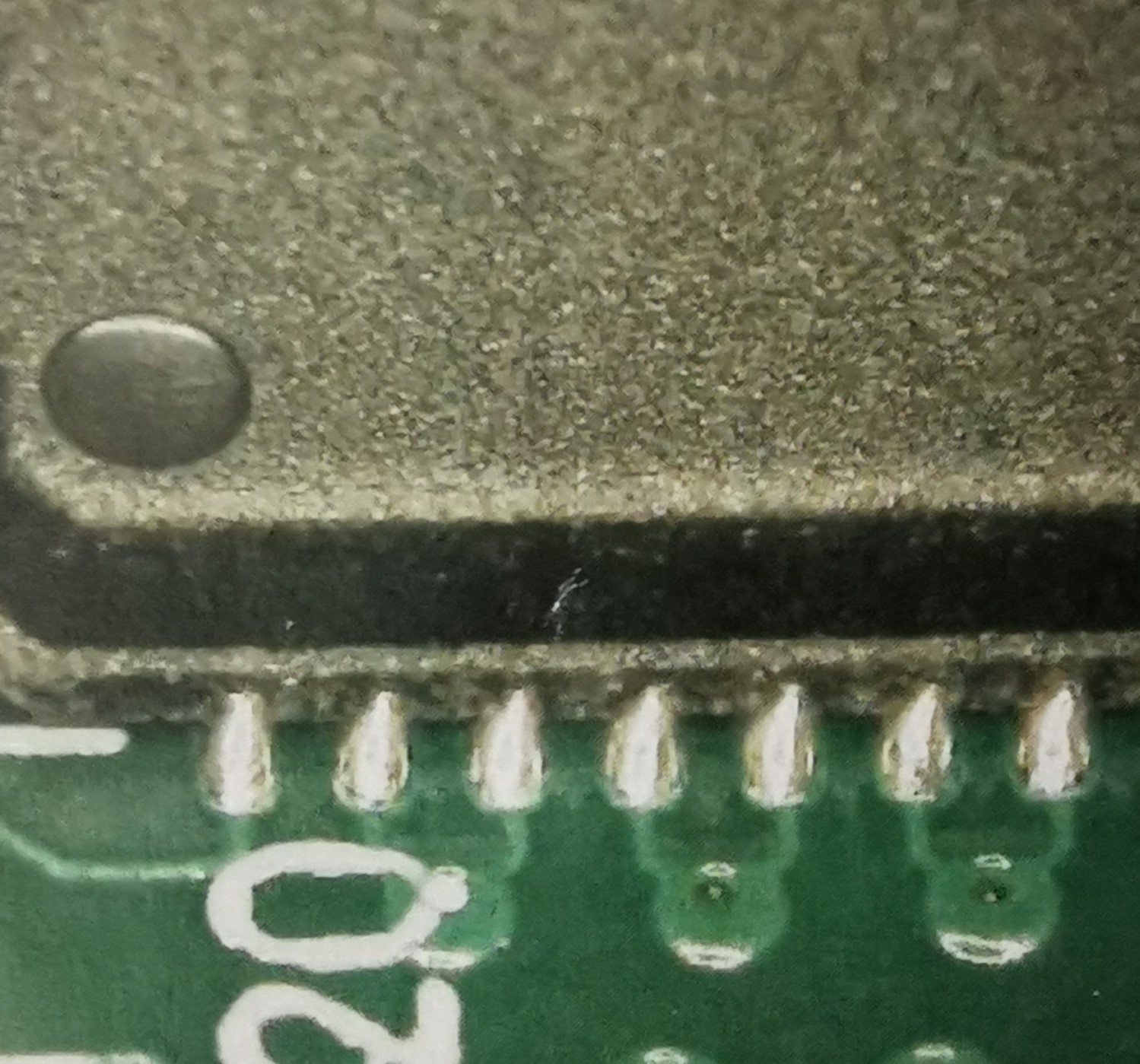
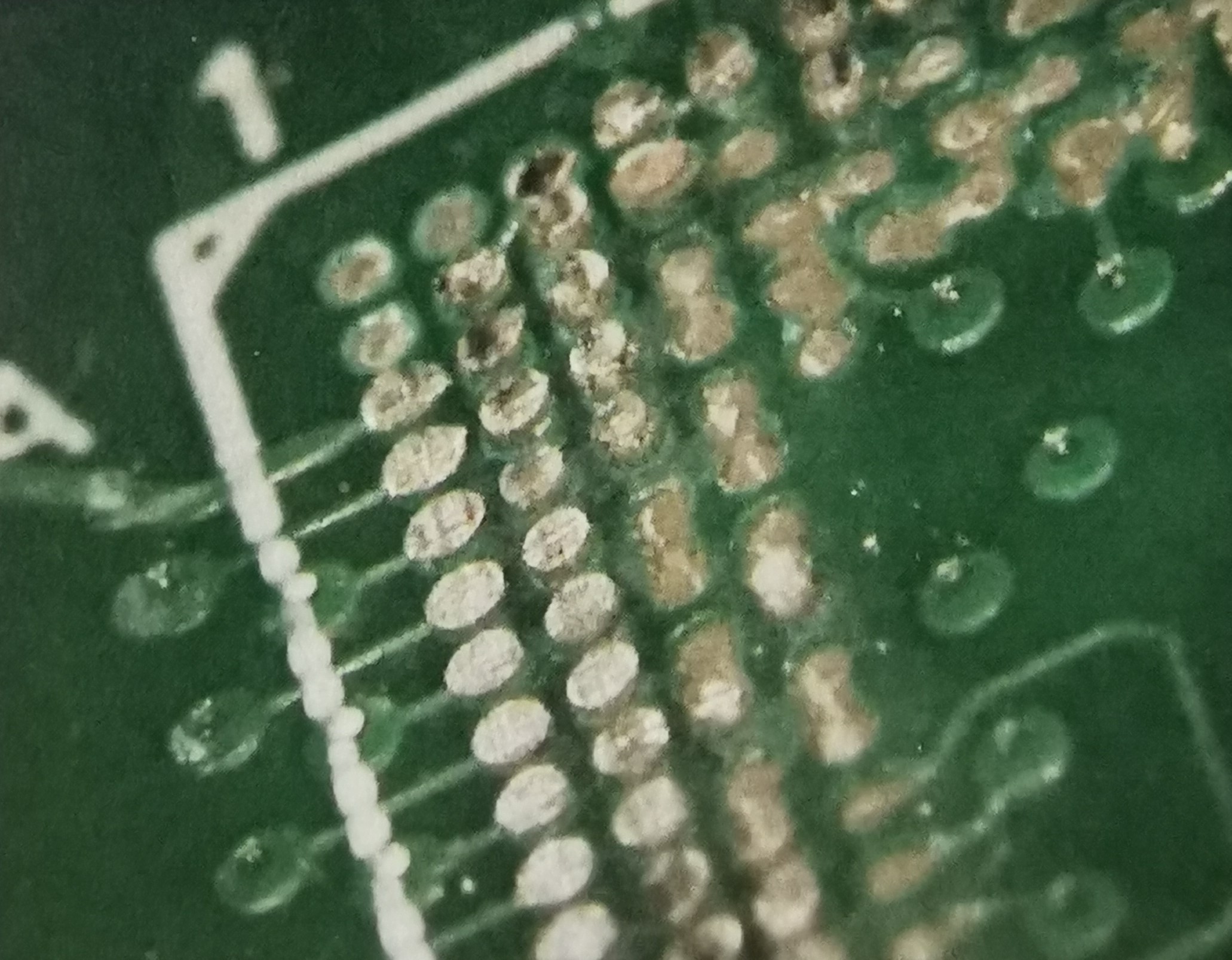
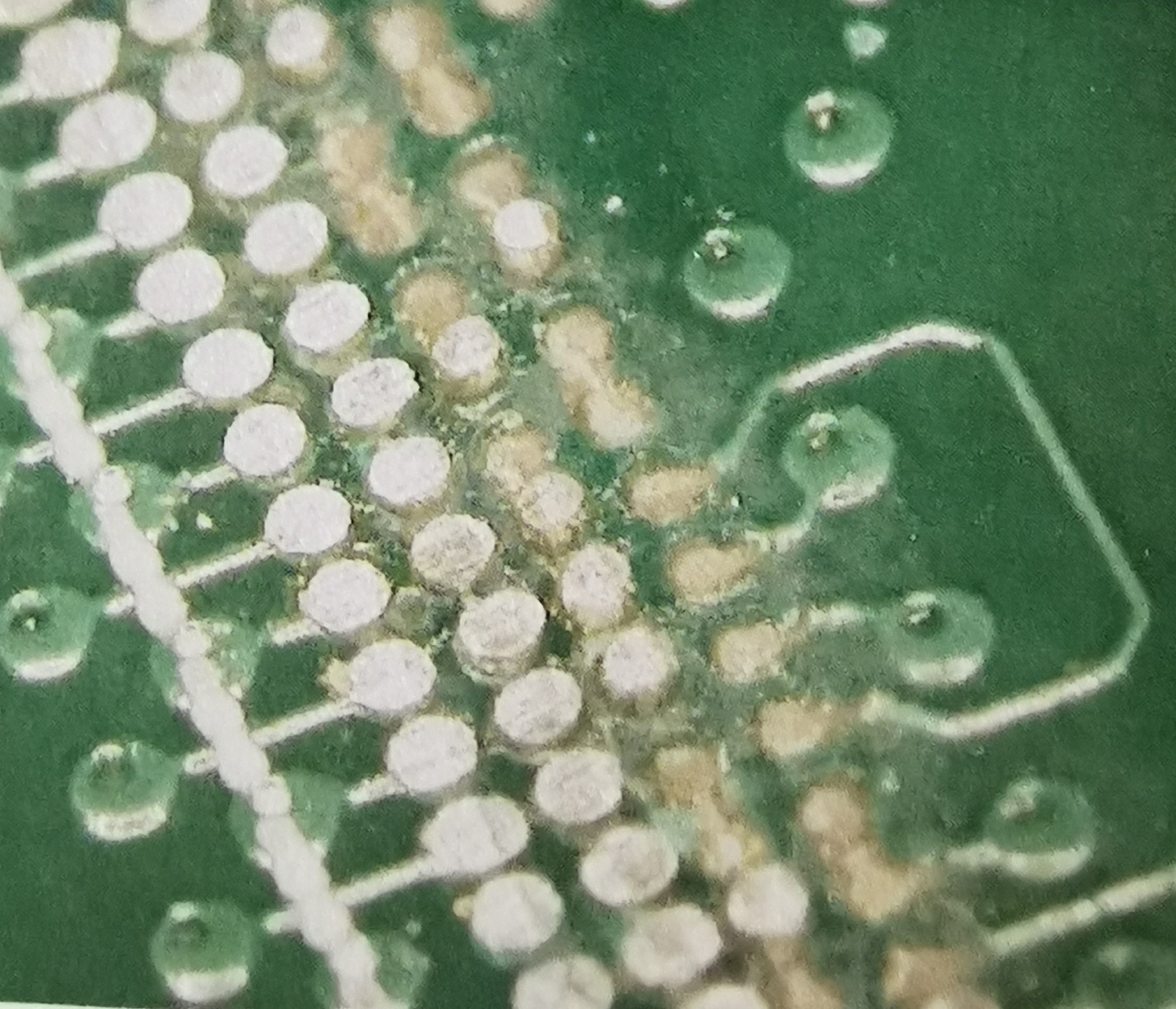
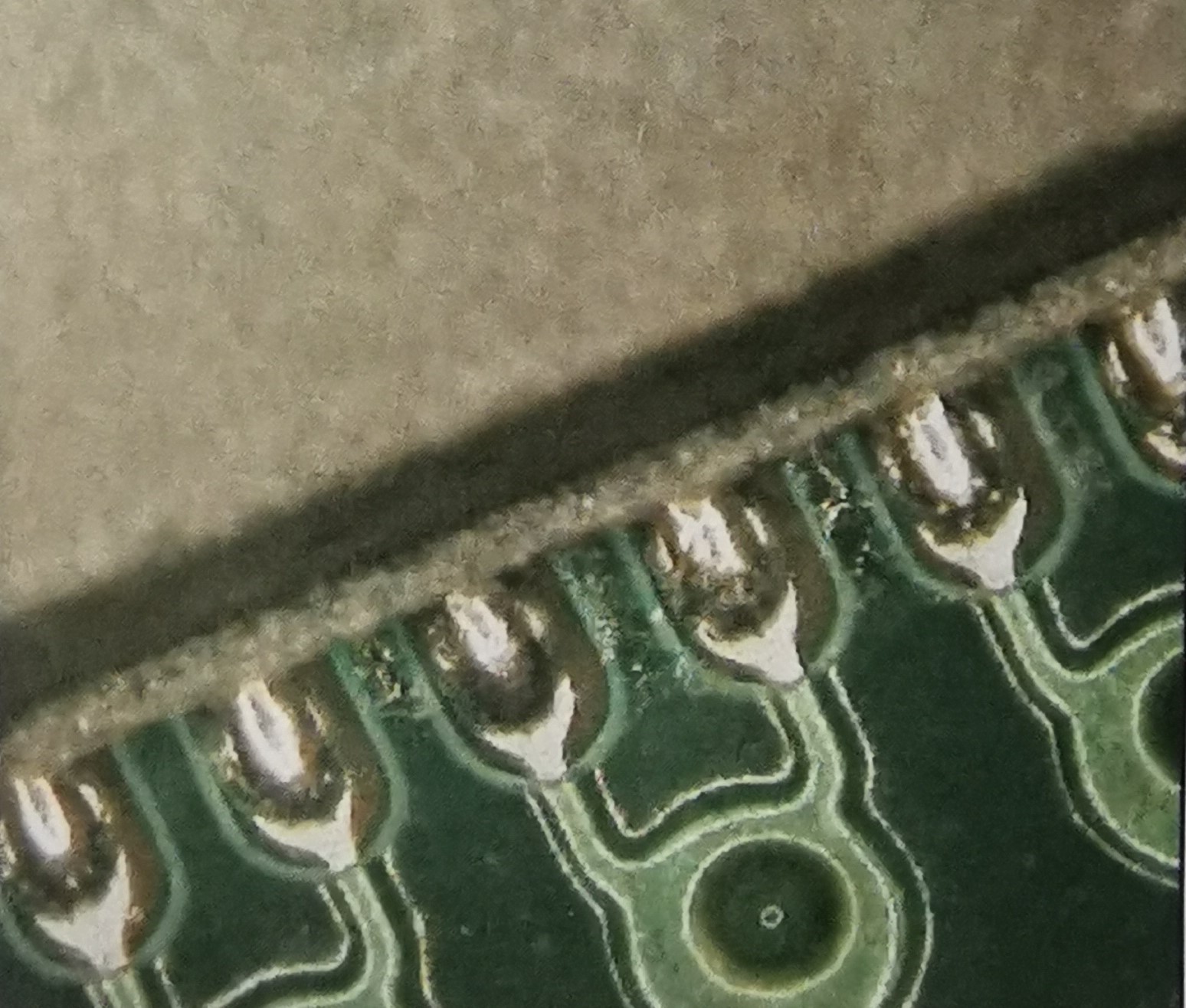
表2三种典型超细间距及隐藏焊点清洗后的外观图表
清 洗 剂 | POP | CVBGA432 | DualRowMLF156 |
A 2 0 1 | | | |
N 6 0 0 | | | |
A 4 6 2 5 B | | | |
表3 离子浓度检测分析结果
序号 | 清洗剂 | 离子污染物当量(μg(NaCl)/cm2) |
三级电子产品的离子残留物含量要求 | <1.56(GJB 5807-2006,6.3.2) | |
1 | A201 | 0.12 |
2 | N600 | 0.28 |
从上述检测结果可知,A4625B水清洗后引脚间距0. 4mm的CVBGA432和引脚间距0.5mm 的DualRowMLF156均有助焊剂残留,不能满足GJB5807-2006三级军用产品清洗外观要求,而采用MPC微相技术的N600、FAST快速表面活性剂技术的A201清洗剂,三种典型焊点周围均无助焊剂残留,清洗后外观均能满足GJB5807-2006三级军用产品清洗外观质量的要求,离子残留物检测也均能满足GJB5807-2006 6. 3. 2要求。
3 结 论
根据半水清洗试验和清洗后的检查结果可知,回流焊接后可以使用A201、N600水清洗工艺,可解决引脚间距0.5mmPOP、0.4mmBGA、0.5mmMLF等超细间距及隐藏焊点周围助焊剂残留。
参考文献:
[1] GJB5807-2006 军用印制板组装件焊后清洗要求[S].总装备部军标出版发行部,2006.
[2] 于海生,郭立志,李威等. 军用印制板水清洗工艺探讨[J].第七届中国航空学会青年科技论坛文集,229
[3] 吴民,孙海林,陈兴桥. 印制板半水清洗技术研究[J].电子工艺技术,2010,31(4):209.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号