中国水利水电第八工程局有限公司 贵州贵定 551300
摘要:水工金属结构在水利水电项目建设当中有着非常重要的地位,水工金属结构在实际制造及安装过程中的质量对于整个工程施工质量建设有着非常重要的影响。在制造及安装过程中需要对施工过程进行全面监控。水工金属结构的组成主要为启闭机、压力钢管及钢闸门等,鉴于此,文章主要对水工金属结构制造中的压力钢管安装为例进行详细分析,并对安装中存在的缺陷进行相关措施的分析。
关键词:水工技术结构;制造及安装;质量控制要点
1分析水工金属结构制造与安装基本特点
1.1项目工程投资量巨大
因为水工金属结构本身对于防腐蚀有着非常高的要求,在安装及制造过程中所使用到的材料成本较高,这会使得水工金属实际采购成本增加。与此同时,因为施工本身具备较强特殊性,使得安装难度逐渐增大,导致安装成本增大,提升整个工程成本支出及工程投资。
1.2项目工程质量要求较高
因为水工金属结构本身具备较强特殊性,所以涉及到的设备种类较多。水工金属结构是水利水电工程质量的重要保障,其质量会对整个水利水电工程后期稳定运行情况及施工质量产生直接影响。所以需要加强质量控制力度,保证材料能够在长期条件下发挥重要作用。
1.3项目工程技术难度较大
水工金属结构安装工作的进行需要与各类工种进行紧密配合,对调度要求非常高,并且因为本身具备的特殊性,使得其对于精确度的要求较高,这会将安装技术难度增大。
2水工金属结构安装的要素组成
2.1材料选择
水工金属结构在制造及安装工作进行中离不开高质量材料,质量好坏会对水利工程水工金属结构安装质量及制造质量产生直接影响,进而影响整个水利工程质量。所以必须进行材料质量的合理选择,这是水工金属结构安装及制造质量控制作业中值得被重视的内容。
2.2人员使用
当前,社会的竞争从其本质来讲是人才的竞争,在施工企业中也是如此。施工企业若是想要保证工程的顺利展开,那么就应当加大对施工人员的关注,并且不断提升内部人员的专业能力以及职业素质,只有这样才能让金属结构的安装工作更为顺利的开展。
2.3安装方法
施工企业在选择安装方法时,不仅要兼顾到预算支出,而且还要兼顾到自身存在的技术问题。若是施工企业在技术上存在障碍,那么就应当组织专业的技术人员对技术障碍进行探讨,从而解决这些技术问题,只有这样才能让安装工作更为顺利的实施,并且实现工程效率以及工程质量的提升。
2.4机械设备
先进的机械设备能推进工程进度与工程质量,所以施工企业应当将其列为重点内容,并且加大对施工人员的培训,确保施工人员能够顺利操作机械设备。除了对大型机械设备施以关注外,施工企业还应当对小型机械设备也施以关注,从而全面提升工程的有效性。
2.5环境
施工环境作为安装外因,施工企业往往难以对其进行掌控,这是由于其具备不确定性以及多变性所导致的。施工企业若是想要让施工人员有一个更加良好的施工环境,那么就应当对施工过程中的各项细节加以调整。施工企业还应当根据环境的变化作出不同的对策,确保施工人员的适应性。
3水工金属结构安装工艺
本次以水利水电工程实例为主,所在工程位于贵州省毕节市及遵义市境内,发电引水系统布置在大坝右岸,由进水口、引水隧洞和压力钢管等几部分组成,压力钢管制造属于水源工程2标中引水发电系统压力钢管制作及安装工程,压力钢管由主管、2套岔管和3条支管及其附件组成。此次主要概述压力钢管安装工艺,以供参考。
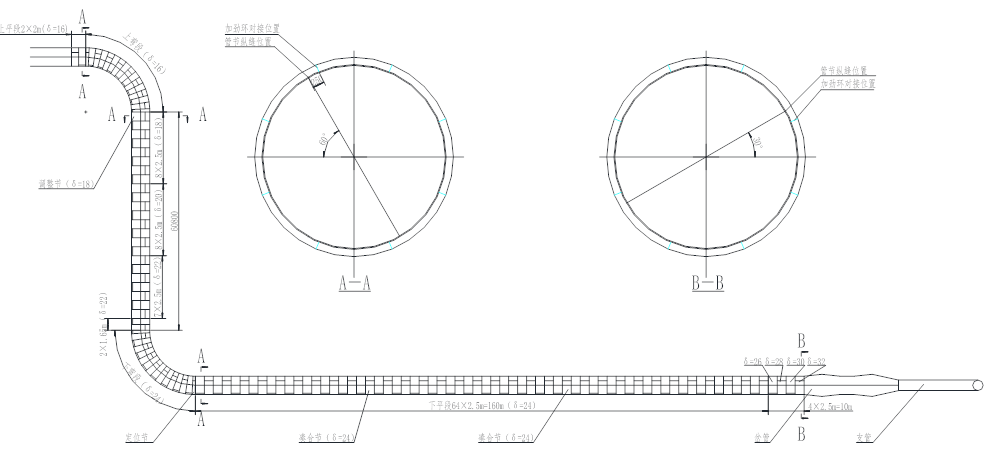
图1压力钢管布置示意图
3.1.施工准备工作
钢管安装运输前先进行通道模拟试验,检查引水隧洞施工尺寸是否满足钢管运输要求。钢管模型采用脚手架管制作,模型尺寸为:φ5600*2500mm。施工场地准备主要包括气、水、电源的合理布设,以及安装辅助设施。主管上、下平段设置好转运台车及轨道。在引水隧洞进口与交通洞交汇口设置龙门拱架和卷扬机。上弯段、竖直段及下弯段安装时须加固施工作业平台、爬梯及设置安全网等安全设施。在上平段与竖直段交叉处原有天锚滑轮处加装一转向滑轮,在加固后的平台上铺设台车轨道并配置台车,在上平段卸车处设置龙门架及手动葫芦。准备好相应的拼装、焊接设备及工器具。制作好平段及竖井段钢管内部焊接台车。
3.2钢管焊接
钢管安装采用手工电弧焊作为主要焊接手段,焊机设备主要采用ZX7-400H(B)型逆变式直流焊机。根据焊接工艺评定选用焊材。焊接前将焊缝两侧规定范围内的氧化皮、铁锈、油污或其它杂务均应清理干净。若焊接工艺评定要求焊前预热或焊后保温,则按其要求进行。
钢管环缝焊接采用多层多道焊,由4个焊工对称焊接。焊接过程中按照焊接工艺指导书进行,严格控制焊接规范。环缝焊接应逐条焊接,管壁上不得随意焊接临时支撑或脚踏板等构件。焊接过程中应采取挡风措施。拆除钢管上的工卡具时,严禁采用锤击法。用割枪或气刨将工卡具,距离母材2~4mm切割去除,然后用砂轮机打磨,并进行PT检测。焊缝内部或表面发现有裂纹时,将进行分析,找出原因,制定措施,再进行补焊。在母材上严禁电弧擦伤,若有擦伤,需进行砂轮打磨处理后进行探伤检查。
3.3钢管加固
直接焊接在钢管管壁的压码或其他加固件去除时预留2~3mm切割,然后用角磨机打磨平滑,并做PT探伤检查。用型钢作为管节安装主要的支承材料,水平段钢管底部设支墩支撑,圆周方向于钢管左右腰线、顶部及顶部两侧45°位置设置型钢支撑。型钢支撑一端与加劲环焊接牢固,另一端锲入锲形铁顶紧洞壁,并将锲形铁与型钢支撑焊接牢固。单节管节内部不另设支撑。竖井段钢管安装调整就位后,利用型钢在加劲环圆周上设置米字型支撑,支撑连接加固方式同水平段。支撑示意图如下图所示。
3.4工地防腐及附件安装
工地防腐部位为现场安装焊缝的两侧等未涂装的钢材表面。安装施工过程中钢管表面涂装损坏的部位。涂装施工,质量检验等按符合图纸及相关规范的规定执行。按图纸要求进行透水盲管安装并固定。做好透水盲管的管口防护,防止污染和堵塞。
3.5钢管验收
钢管验收按相关要求进行,验收单节管节验收合格后方可进行土建施工。钢管每安装一段或几段(配合土建要求)进行混凝土浇筑。在下一单元钢管安装前应检查前一段钢管浇筑混凝土后的变形情况。整条钢管安装完成后,会同业主、监理人对该条钢管进行全面检查,作好记录,合格后参与单位、参与人员签字认可。钢管安装工程全部完工后,提交钢管安装工程验收申请报告及合同要求的竣工资料。
3结语
水利水电工程要想确保稳定并安全的运行,在此基础上进行市场经济、人类日常生活及生产的有效服务,就需要重视水工金属结构实际生产工作,还需要在实际生产中进行有效的质量控制,对于安装及制造过程中的相关材料特殊性要求及基本特性需全面关注,保证水工金属结构能够确促进整个水利工程事业的稳定发展及建设,为社会发展奠定重要性基础。
参考文献:
[1]黄金根,李航宇,全志杰.水工金属结构制造与安装质量控制要点分析[J].中国设备工程,2019(12):117-119.
[2]汪强.水工金属结构制造与安装的质量控制要点探究[J].科技风,2019(12):147.
[3]钱广新.水工金属结构制造与安装质量控制探究[J].科技风,2019(06):144.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



