钢构(筋)件加工厂相关问题初探
张俊英
中铁六局集团有限公司长沙路桥分公司机械分公司 湖南省 长沙市 410007
摘要:近几十年来,钢结构在住宅、工业、商业、高层建筑得到了快速发展。但目前钢结构工程仅仅处于起步阶段,中国钢结构将在未来二十年中快速的成长,钢结构将成为中国的支柱产业。随着我国建筑钢结构工程建设的快速发展以及施工技术的更新,在市场竞争中,施工越来越重视方案的优化、施工组织的合理性。施工组织设计在施工企业项目管理中的地位越来越重要。本文首先分析了钢构(筋)件加工厂建设标准及功能区规划,其次, 钢构(筋)件加工厂总体布置,再次,介绍了钢构(筋)件加工厂建设,最后对厂内各区规划布置以及对加工厂运营管理方面提出了相关的建议。
关键词:钢结构;施工组织设计;项目管理
根据业主的建设理念以及《中国建筑国际工程公司临时工程建设标准》的相关要求,机械分公司将标准化管理工作落到实处,积极争创“标杆”样板钢构(筋)件加工厂,使钢构(筋)件加工厂规范化、现代化,努力满足生产需求。
1.2.1、原材区:规划尺寸27m×11m×4区,面积1188m2。原材料存放区全部采用I18工字钢拼装式材料架。现场材料分类堆码,设立标牌并写明数量、规格和型号及检验状态等,防止各种材料相互混淆。原材区分左右两幅设置,中间设置厂内通道,每幅设置2块原材区,每块原材区材料架制作尺寸为10m×11m×2个。
1.2.2、加工区:规划尺寸64m×11m×4区,面积2816m2。加工区根据加工设备尺寸不同,采用I16、I18工字钢、槽钢、角钢、钢管等不同材质进行拼装、焊制配套的加工平台,设立设备标识牌,操作安全规程牌。
1.2.3、成品区:规划尺寸23m×11m×4区,面积1012m2。全部采用I16工字钢拼装式材料架,成品应按型号、规格整齐摆放,分区摆放并标识。
1.2.4、半成品区:规划尺寸6m×11m×2区,面积132m2。采用I16、I18工字钢、槽钢、角钢、钢管等不同材质进行拼装、焊接半成品架,半成品应按型号、规格整齐摆放,分区摆放并标识。
1.2.5、二氧化碳存放区:规划尺寸6m×3m×1区,面积18m2。厂内二氧化碳气体使用量大,为了安全生产要求进行统一集中摆放。
1.2.6、废料区:规划尺寸6m×2m×1区,面积12m2。废品应划定收集,收集于废料箱内,定时处理废料箱内的废料。
1.2.7、展示区:规划尺寸4m×1.5m×1区,面积6m2。展示区摆放本加工车间加工生产的各种标准构件、优质构件及创新构件展品。
2.1、加工厂建设占地
钢构(筋)件加工厂总占地面积约为9800m2,加工厂规划面积7200m2(尺寸120m×60m),厂内设原材区、加工区、半成品区、成品区、废料处理区等。
根据建厂规模一年完成计划为钢构加工1.8万吨,钢筋加工1万吨。
厂地整平至交工验收总计45天(详见附件三:工期横道图)。
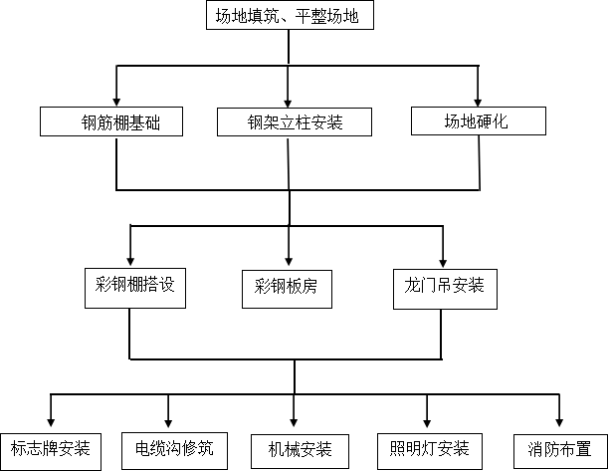
施工流程图
加工厂建设应结合加工生产任务、集约化、工厂化、专业化合理选址规划建厂,明确加工厂设置规模。加工厂的建设同生活区、办公区及生活用水,电、路统一规划布置,加工厂大门出入口设置值班房、综合办公室及厂长室。以便进行集中管理。
以专业化,信息化,机械化,工厂化等四个方面布置。厂内设备布局合理,配备合格配套的机械设备和经过培训的操作人员,设置清晰的标志线和标识、标牌。原材及成品出入道路交通方便。厂内、外设置监控探头,厂房四周排水通畅,符合安全,环保,消防,文明施工等方面要求。
原材区每个区规划尺寸为27m×11m。原材料安装拼装式I18工字钢材料架,材料架下部纵向间距2.5m,横向间距2~3m,材料架组装宽度按照加工厂的实际尺寸布置。立柱高度1m~1.5m分隔(根据厂建尺寸12m工字钢每个成品架约需14根)。
4.3.1、设备配置:一台YFM-2000型数控钢筋笼滚焊机,生产直径1.6m~1.8m的钢筋笼约为30m/日,直径1m~1.4m的钢筋笼约为50m/日。优点:操作方便、故障少、省工,效益好,质量高,缺点:换盘时间长、加工速度慢,设备维修成本高。

4.3.2、辅助设施:一台GQ-50钢筋切断机,一台GWH-32型钢筋弯弧机,二保焊机4台,双模逆变焊机2台。
4.4.1、设备配置:一台GJDX-6型数控钢筋锯切套丝打磨生产线。一台KZ2L32型数控钢筋弯曲中心,一台GWH-32型钢筋弯弧机,两台HGS-40F型直螺纹套丝机,两台GW42E型数控纲筋弯曲机,一台KZ12B型数控纲筋弯箍机。合规划尺寸为55m×11m。
4.4.2、辅助设施:一台GQ-50钢筋切断机。两台NBC-500型气体保护焊机。建议选用500型二保焊机,不选用315型,315型焊机工作时间长故障不断,影响作业进度。焊接现场不准堆放易燃.易爆物品,使用电焊机必须按规定穿戴防护用品。
4.5、钢拱架加工区
4.5.1、设备配置:四台WGJ-250数控工字钢冷弯机。规划尺寸为50m×11m。每台加工产量约6吨/日。优点:操作易学,上手快。缺点:弯拱精度易变化、效率低、故障多。建议使用机械式冷弯机,速度快、精度高、故障少。
4.5.2、辅助设施:每台冷弯机配置二保焊机2台,双模逆变焊机1台。
4.6、网片加工区
4.6.1、设备配置:二台XQWJ-220型自动隧道网片焊接机。规划尺寸为22m×11m。每台产量:钢筋网片约500片/日。优点:操作简单、自动化程度高、效率好、漏焊现象少。缺点:焊点不牢固、程序老化、落筋经常出现落双筋现象、焊头易损坏。
4.6.2、辅助设施:一台GT6-14型钢筋调直切断机。产量:约8吨/日(能满足3台网片机同时加工用料),优点:故障少,效率高,精度高。缺点:噪音大、维修成本高、调直轮易损坏、氧化皮废料多。
4.7.1、锯切加工区设备配置:一台XCCQ-4240型钢筋带锯床(建议选用)。加工面积20m×6m。产量:φ42mm×3.5mm×4.5米小导管约500根/日;>φ42mm×3.5mm小导管约350根/日。优点:锯口质量高,锯切速度快,生产效率高,噪音低,污染小、省工等。缺点:耗材成本高。
4.7.2、小导管梭尖加工区设备配置:二台KLS-50型小导管梭尖机(建议选用)。规划尺寸为15m×11m。每台产量:φ42mm×3.5mm×4.5米或6米小导管梭尖约500根/日;>φ42mm×3.5mm小导管梭尖约300根/日。优点:产品质量高,操作简单。缺点:噪音大、易损件多、平整度要求高、故障维修复杂。加工小导管尖头时操作者身体的任何部位不得触碰加工的小导管,防止夹伤。
4.7.3、小导管冲孔加工区设备配置:四台DZ-50型数控小导管冲孔机。规划尺寸为30m×11m。每台产量:φ42mm×3.5mm×4.5米小导管约200根/日;>φ42mm×3.5mm小导管约150根/日。优点:数控化高、操作简单。缺点:故障多、冲孔有塌陷、耗材多、维修复杂。建议选用激光冲孔机,无塌陷,速度快,耗材费用少。或选用信誉高,质量好的厂家设备,故障少、耗材成本低、产品质量高。
4.8.1、设备配置:一台CG-L-4000×8000数控等离子火焰抽条切割机,产量:切割1.2m×6m×10mm钢板4块/日;切割2.2m×11m×16mm钢板1.5块/日。优点:成本低、精度高、可以切割大块钢板、切割钢板形状多样化、省工。缺点:耗材大、效率低、安装水平精度要求高。一台QC11K-20×2500液压闸式剪板机(建议选用),产量:切割1.2m×6m×10mm钢板5块/日;切割2.2m×11m×16mm钢板2块/日。优点:效率高、耗材少、故障少。缺点:精度低、切割钢板样式单一、费工。一台YQ35Y-20液压联合冲剪机。产量:拱架连接板10mm钢板冲孔700块/日;16mm钢板冲孔220块/日。合加工面积15m×11m。
钢筋加工厂工厂化、自动化、数控化生产的专业化管理,从加工工艺、加工质量实现自我提高,产品质量做到有序可控。数控龙门等离子切割机、钢筋锯切套丝打磨联动生产线、小导管锯切机等这些高端设备的投入使用,既降低作业人员数量,质量安全也能得到本质上的保证,加工产品合格率100%。提升项目及企业品牌信誉。
工厂化集中加工、配送,从材料管控、加工质量、加工数量、配送效率上得到自控,生产管理细化到作业人员、责任到人,劳产率和节耗率可控。结合原材尺寸,合理搭配使用,提高钢筋的二次利用率,降低钢筋损耗;
根据项目生产任务需求,自建班组管理人员设置4-5人;劳务班组管理人员设置2人。岗位:设厂长(兼调度)1人、安质员1人,物资司账1人、设备管理维修1人,分管副经理1人,开展全面工作,劳务人员配置以实际生产合理配置。
由项目部各工区技术人员下达到加工厂生产加工技术交底、任务单。交底中明确加工产品的供应时间、地点、型号、数量、加工顺序。任务单需提前一周下达,如有急需加工的,提前3天下达。加工厂按照加工技术交底及时核实材料、人员、设备运行情况,就是否能满足计划任务完成及计划完成时间,双方沟通确认后,组织加工生产。
原材供应方面:厂内原则上不存放与加工无关的材料,一是占用需加工原材存储空间;二是无形加大装、卸倒运成本。项目部物资部按月度生产计划组织原材进厂,加工厂与物资部共同对进厂原材验收签认,检验。
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



 .3、钢构(筋)件加工厂建设
.3、钢构(筋)件加工厂建设