江苏省特种设备安全监督检验研究院淮安分院 江苏淮安 223002
摘要:在我国发生的压力管道事故里,最常见的就是因为管道爆炸或者是漏气造成的事故。发生这种事故的主要原因就是因为气管道腐蚀太过严重,导致压强过高温度过高或者是焊接时的质量并不能达到要求,因此造成的泄露,本文对压力管道焊接中存在的关键问题及缺陷进行了讲解,并且提出了针对性的建议与意见。
关键词: 压力管道;焊接缺陷;对策
现阶段,我国对管道运输已经有了空前的发展,身为五大交通运输业的其中一项运输手段,对工业生产有着关键的作用,能够帮助我国国民经济得到大幅度的提升,所以管道的维修跟安装是引起了相关人员的重视。这也对管道焊接的质量进行提升,企业管道焊接依旧存在着很多的问题,比如说化工行业的管网比较复杂,不简洁,导致施工的稳定性降低,大型建筑的工作环境跟现实情况不符合,受到外界因素影响较多等等,虽然我国当前拥有比较成熟的管道焊接能力,但是我国当前掌握的技术主要是根焊、填充及覆盖等。因此没有办法对管道质量进行有效提升。因此该怎么做才能够将其质量进行提升已经是我国当前技术学者关注的问题。
一、压力管道焊接概念
(一)概念
管道的内外同时承载压力,或者能够对特殊的物质进行运输工作,里面不包含能够引起燃烧、中毒及爆炸的物质,我国对这类管道称作压力管道,因为其管道的特殊性,所以在进行焊接时,就需要进行认真的管理。进而保障管理的质量以及使用寿命。在安装中,最重要的一个步骤就是焊接,只有将这一步做好,才能够有效保障管道质量,因此就需要对这项工作进行严格控制,这样才能保证整个管道的安全,且具备优良的品质。如图一。
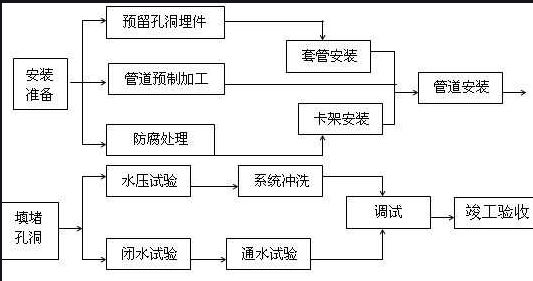
(图一压力管道焊接流程图)
(二)导致压力管道焊接缺陷的原因
焊接点作为管道施工里相对单薄的一个工作点,在进行施工时,无论哪个焊接点都跟管道内部起到关键用处,所以,焊接点若是有问题发生,那么管道泄漏就避免不了了,若是在焊接时出现气孔、夹渣、未焊透、未熔、裂痕跟咬边的状况发生,就说明该管道有缺陷。因此就需要相关技术人员对此问题进行弥补,如果放任不管,就有可能让管道裂开,进而成为裂纹,就有可能让整个管道进行泄漏,导致事故发生。
二、压力管道焊接缺陷的基本类型
(一)焊接夹渣
现今焊缝阶段出现失误的缺陷,一般会形成焊接夹渣。焊接夹渣大致分为两个类别也就是焊接非金属夹渣跟焊接金属夹渣。并且焊接夹渣自身的类型也有很多,为了针对这一问题,所以就会进行相关的断层,检查后看出其形状为类似椭圆形画面。
(二)焊接气孔
焊接气孔作为常见的焊接工作技术手段容易出现的问题,就是因为其中的焊弧热被融化后有部分气体没能在固化之前就排除干净,这就致使这部分气体留在焊接缝中,从而产生了部分空气空洞。并且形成气孔的方法有很多,大部分气孔中所留存的气体是CO。而且在一般状态下,填充位置都会留有锈蚀的痕迹,形成焊接气孔的物理原因大部分都是由于焊条并没有完全烘干。要知道因为焊弧热而融化的木材在冷却速度上要远远高于施工人员所预期的速度,因此就会造成焊接气孔有很大一部分分散在焊接缝的表面部分,这就是整个高压管道的外表会有裂痕形成的重要原因。
(三)未焊透或未彻底熔合
管道未焊透,是说在进行焊接时接头没有进行融合。焊接金属并没有进入到接头根部的状况而导致部分残留,在这种情况下属于常见的焊接缺陷,其原因就是由于相关人员在进行管道作业时,没有依照该技术的标准规定进行焊接工作,并且施工人员自身技术不够娴熟,导致操作不够流畅。未熔合也是在焊接过程中比较常见的一种问题,他的形成大部分都是因为被焊接的金属及材料超标,之后形成的单道焊缝,彼此形成了不应该有的焊接缝。当前管道较多使用Y焊接坡口,这就导致不管是未焊透,或是未熔合的现象,大多都会出现在该焊接接口的中间,这个位置跟管道外部有一段距离。并且,其断面一般都是没有规则的形状,部分出现椭圆形。
(四)焊接缝外表面形成的裂缝
焊接缝对压力管道来讲属于相当严重的一个缺陷,这种焊接缺陷通常是因为管道破裂而产生的。这种焊接裂纹的种类一般分为以下几点,热应力性质、应力腐蚀性质、结晶性质、液化性质、其他性质等裂纹形式。
三、如何控制压力管道的焊接缺失瑕疵
(一)关于气孔与夹渣的问题如何控制
对于这种出现在内部的缺失,除了在进行工作是要严格执行相关标准之外,在施工后也要进行严格检查,如果发现问题必须认真对待,仔细解决,必要时可以进行返工,如果存在侥幸心理,将来一旦使用,造成了泄露或者爆炸。就是无法挽回的,根据统计,对碳化管道使用氩弧焊焊接打底,是当前避免夹渣的有效解决方法。
(二)未焊透或未熔合
施工人员不管是选择用手动焊接还是选择自动焊接都会出现未焊透的状况,因为这种现象很难避免,所以在误差范围之内的这类问题不用进行返工,若是出现未熔合的现象则可以采用补焊的方式进行补救,这样才能防止隐患的发生。在管道质量的提高之下,焊材是其决定因素,因此必须要重视及焊材的质量,选用质量好的焊材,保证管道焊接的质量。
(三)裂纹
管道施工中最关键的一环就是裂纹。裂纹的产生会对管道造成极大的危害,一般情况下会采取以下两种方法进行处理,第一,可用打磨的方式对其表面裂纹进行处理。第二,若裂纹长度过长,可以使用补焊的方式进行修补,这样才能够有效弥补对管道裂纹出现的情况。
结语
通过上文表明,压力管道的焊接非常复杂,因此必须在人员、工艺或者是所应用的设备方面进行严格的控制,都有问题需要及时的解决,才能够保证焊接工作能够高质量的完成。
参考文献
[1]沈功田,陶雪荣.压力管道安全检测与评价技术研究[J].中国特种设备安全,2015,31(11):1-5.
[2]苗浩然,张武,苏畅,宋震,刘秉真.探析压力管道焊接缺陷成因和控制对策[J].技术与市场,2015,22(09):107+109.
[3]孙岩.含缺陷压力管道安全评定方法研究的现状与发展[J].黑龙江科技信息,2014(12):6.
[4]申伟.浅谈压力管道焊接缺陷成因及控制对策[J].科技资讯,2012(34):79.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



