中建二局安装工程有限公司 河北 廊坊 065000
[摘要]:Q390GJCZ25钢采用火焰切割后焰割面产生淬硬层,淬硬层对冷弯成型和焊接加工存在有害影响,实际生产过程中需采取适当措施降低淬硬层的硬度。通过本文的5组实验得出,实际生产中可采用焊前对焰割面进行预热的措施以达到降低淬硬层硬度的目的。
[Abstract]:Q390GJCZ25 steel by flame cutting flame cutting surface hardening layer, after hardening layer of cold bending forming and welding processing harmful effects, the actual production process need to take appropriate measures to reduce the hardening layer. According to the five experiments in this paper, the preheating of flame cutting surface can be used to reduce the hardness of hardened layer before welding.
[关键词]:Q390GJCZ25钢 淬硬层 焰割面 硬度
国家会议中心二期项目,位于北京市朝阳区奥林匹克中心区,是落实首都“国际交往中心”的工程,建成后将成为服务于国际交往的政务、国务、商务活动的会展中心。建筑平面尺寸458米×146米,地上三层,地下两层,建筑高度52米,总用钢量12万余吨,其中地下室结构为框架结构,地上为钢框架支撑组合剪力墙结构。
本项目框架柱为组焊箱型柱,柱身采用板厚为60mm,材质为Q390GJCZ25的钢板,采用热轧状态交货,钢板执行《建筑结构用钢板》(GB/T 19879-2015),无硬度要求。钢板交货后通过便携式硬度计测的钢板的硬度平均值为HV180。
钢板采用火焰切割下料和坡口加工,火焰切割后坡口表层组织结构会发生显著改变,形成硬而脆的气割淬硬层,淬硬层硬度高塑性韧性差,增加焊接冷裂纹的倾向,这种变化对后续的冷弯成型与焊接加工存在着有害影响,根据相关规范规定,焰割面的硬度不应超过HV350。为降低焊接冷裂纹的倾向和改善零件的冷弯成型性能,提高钢构件的内在质量,实际生产过程中需采取适当措施以降低淬硬层的硬度。
实际生产过程中可采用降低淬硬层硬度的措施有:气割前预热、气割后后热保温、焊接前预热、机械打磨。实验时采用正常切割(气割前不预热、切割后不保温)作为参照,通过5组实验寻求降低淬硬层硬度的合理措施以指导实际生产。
Q390GJCZ25钢气割过程中由于受到气割焰的高温影响,其表面的组织会发生变化,形成硬而脆的气割淬硬层,降低焰割面的降温速度可以得到不同的组织,从而达到达到降低焰割面硬度的目的。气割前预热和气割后后热保温措施降低了焰割面的冷却速度,焊接前预热是对焰割面再进行一次热处理,这三种措施都可以改变焰割面的表面组织,从而降低淬硬层的硬度。机械打磨旨在通过冷加工的方式去除部分淬硬层。
5组实验均选取60mm厚的Q390GJCZ25钢板作为实验切割用钢板,实验采用火焰切割方法,气割气体为丙烷和氧气,焰割面的硬度测试采用便携式硬度计。通过五组实验对比找到经济合理的措施以降低焰割面的硬度。
实验一:钢板在室温环境下预热后进行切割,预热温度100℃,气割结束后试件在空气中缓慢冷却。待试件冷却后对焰割面进行硬度测试。
实验二:钢板在室温环境下进行切割,气割结束后对试件焰割面进行550℃后热处理,并采用保温棉将试件保温2小时,之后将试件置于空气中缓慢冷却。待试件冷却后对焰割面进行硬度测试。
实验三:钢板在室温环境下进行切割,气割结束后试件在空气中缓慢冷却,待试件冷却后,对焰割面采用砂轮机进行打磨处理直至露出金属光泽。打磨结束后,对焰割面进行硬度测试。
实验四:钢板在室温环境下进行切割,气割结束后试件在空气中缓慢冷却,待试件冷却后,对焰割面进行加热至100℃(模拟焊接前预热过程),随后缓冷至常温,对焰割面进行硬度测试。
实验五:钢板在室温环境下进行切割,气割结束后试件在空气中缓慢冷却,待试件冷却后,对焰割面进行硬度测试。

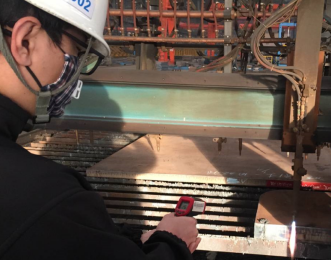


a.预热 b.切割 c.后热 d.硬度测试
图一 实验过程图片
以上5组实验测得实验数据如下:
表1 实验数据
焰割面维氏硬度值 | ||||
测试点1 | 测试点2 | 测试点3 | 平均值 | |
实验一 | 257 | 269 | 263 | 263 |
实验二 | 172 | 167 | 176 | 172 |
实验三 | 358 | 363 | 361 | 361 |
实验四 | 266 | 261 | 270 | 266 |
实验五 | 360 | 358 | 362 | 360 |
通过实验三和实验五对比可以发现,对焰割面进行机械打磨至露出金属光泽无法明显减低焰割面的硬度,且焰割面硬度已超过HV350。通过实验一、二、四和实验五对比可以发现,气割前预热、气割后后热保温或焊接前对焰割面预热三种方式均降低了焰割面的硬度。气割后后热保温措施在实际生产过程中因工序较为繁琐并且容易造成停工待料,不宜采用。实际生产过程中,焊接前需要对坡口及两侧进行预热,所以气割前预热和焊接前对焰割面预热两种措施相比,采用后者能节省工序。通过分析可以看出采用实验四的方法更加经济合理。
表2 评价分析表
有效性 | 可实施性 | 经济性 | 综合得分 | 备注 | |
实验一 | △ | △ | △ | 9 | |
实验二 | □ | ○ | ○ | 7 | |
实验三 | ○ | ○ | □ | 7 | |
实验四 | △ | □ | □ | 13 | |
实验五 | / | / | / | / | 对比参照 |
注:□5分 △3分 ○1分
(1)Q390GJCZ25钢采用火焰切割方式下料时焰割面会产生淬硬层,淬硬层对后续冷弯成型和焊接加工产生有害影响,需采取适当措施降低淬硬层硬度。
(2)气割前预热或焊前对焰割面预热这两种措施均可有效降低焰割面淬硬层的硬度,焊前对焰割面预热的方法更适合用在实际生产中。
(3)对焰割面打磨至露出金属光泽无法降低淬硬层的硬度。
参考文献:
[1]GB 50017-2003 钢结构设计规范[S].
[2]GB 50661-2011 钢结构焊接规范[S].
[3]GB 50755-2012 钢结构工程施工规范[S].
[4]JTG/T F50-2011 公路桥涵施工技术规范[S].
[5]TB 10212-2009 铁路钢桥制造规范[S].
[6]孙郁彬,郭静茹.14MnMoVN钢气割表面的“白亮层”及其对冷弯和焊接性能的影响[J].鞍钢技术,1993,7:23-29.
[7]李蕾.气割对金相组织的影响[J].中国建筑金属结构,2013(04):129.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



