奇瑞商用车(安徽)有限公司 安徽省芜湖市 241000
摘要:汽车轻量化是当代汽车发展的趋势,铝合金是汽车轻量化的主导材料之一,具有传统车用材料不可比拟的优点,各种不同类型的铝合金可用于汽车不同的部位,铝合金材料的大量使用是汽车工业发展的趋势之一.现新能源汽车行业为了提高汽车综合续航能力,实现车身轻量化,铝型材起着重要的作用。
关键字:铝合金;钢铁;维修;更换步骤
引言
轻量化技术是新能源汽车发展的核心关键技术之一,轻量化的设计带来更高效的能效及更长的续航。海豚EV新能源物流车是全国首款采用航空铝材全铝车身的物流车,结合生产过程中的质量问题,文章着重讲述铝型材车身维修的方法及工具选用。
一、铝合金与传统铁钢之间的区别
1.1、铝合金与传统铁钢区别
现对铝和钢的材质进行对比,以便于更好的理解及选用合适的返修方式
材质 | 膨胀系数(I/K) | 0.2%屈服极限 | 抗拉强度MPa | 熔点 | 氧化物 | 氧化物熔点 |
铝 | 24*10…-6 | 10 | 50 | 660℃ | 三氧化二铝 | 2050℃ |
铁 | 12*10…-6 | 100 | 200 | 1536℃ | 氧化亚铁 | 1400℃ |
氧化铁 | 1455℃ | |||||
四氧化三铁 | 1600℃ |
3
铁
.2、铝合金与碳钢加工性区别通过对比铝合金与碳钢的材质不同,部分加工方式区别如下:
材质 | 焊接方式 | 整形方式 | 表面处理 |
铝(AL) | 氩弧焊(MIG、TIG) | 钣金件可进行冷矫正 | 无需防腐处理 |
铁(Fe) | 二保焊(MAG)、手工电弧焊 | 热矫正 冷矫正 | 喷漆防腐 |
二、针对铝合金与铁钢工艺差异及产品特性不同,铝型材维修的方法建议
2.1、铝型材、钣金件返修主要原则
①型材件维修建议,关键不可降低结构强度;
②钣金件维修建议,无虚焊;
③维修后整体要求无异响、无漏水等;
④维修设备及工具选用标准;
2.2、型材件返修
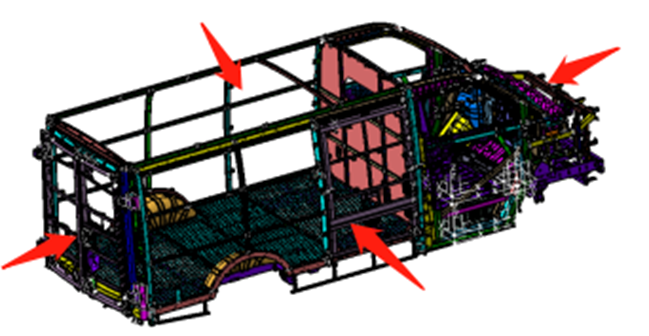
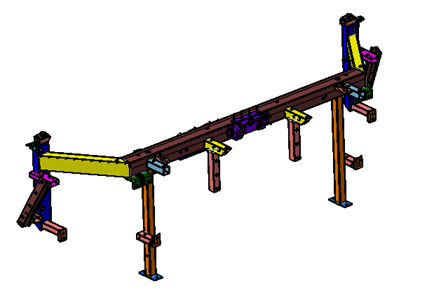
海 豚EV为非承载式车身结构,主要受力为车架,现对可能出现碰撞部位的型材进行逐一分析及相关方案建议;
豚EV为非承载式车身结构,主要受力为车架,现对可能出现碰撞部位的型材进行逐一分析及相关方案建议;
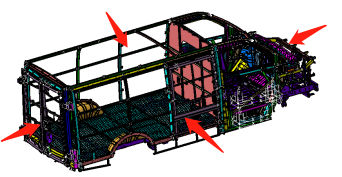
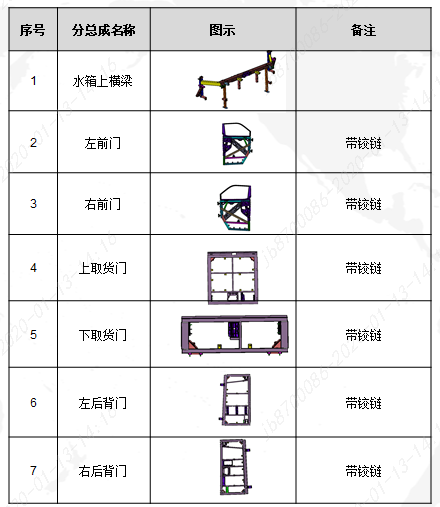
2.2.1、碰撞严重可直接更换的分总成
为保证返修效率最优化,顾客成本最低化,对于碰撞严重的情况下,可直接更换的分总成如下:
2.2.2、无需直接更换分总成返修方案--前方碰撞可能造成的零件损坏
型材变形较小,不影响功能性支架安装的情况下,可通过冷矫正(利用千斤顶等设备)以满足功能性安装,从而避免更换分总成,对于型材变形严重,对于需更换分总成提出如下建议:
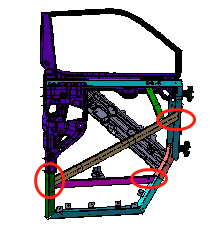
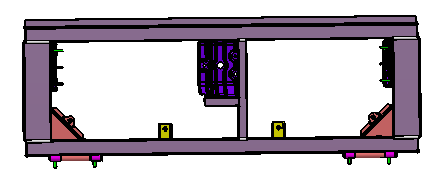
前方碰撞主要为:正前方碰撞、测前方碰撞;
主要影响部位为:水箱上横梁、A柱前部;
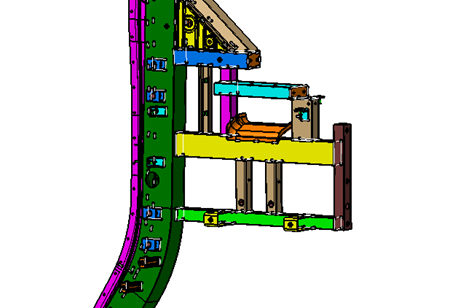
水箱上横梁 侧围A柱前部
更换步骤:
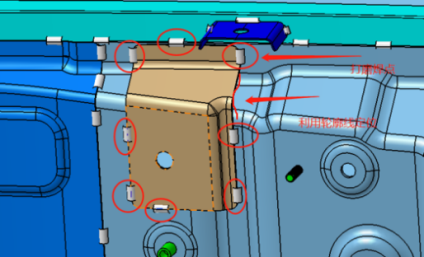
①部分支架损坏而无需更换整个分总成,该情况,只需切割部分损坏部件;
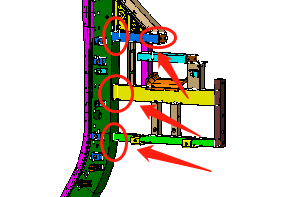
水箱上横梁 侧围A柱前部
②切割前划线定位;
③如上图箭头所示,切割部件与总成连接部位;
④更换部件、重新焊接;
⑤冷矫正修正安装孔;
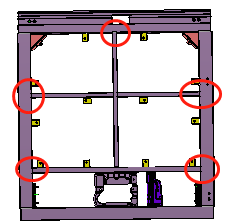
2.2.3、无需直接更换分总成返修方案--左方碰撞可能造成的零件损坏
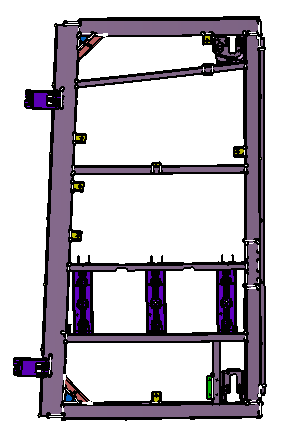
左方碰撞主要为:左前方碰撞、左后方碰撞;
主要影响部位为:左前门、左侧围;
左前门 左侧围
如前方碰撞类似,型材变形较小,不影响功能性支架安装的情况下,可通过冷矫正(利用千斤顶等设备)以满足功能性安装,从而避免更换分总成,对于型材变形严重,对于需更换分总成提出如下建议:
更换步骤:
侧围较为特殊,下横梁与车架通过螺栓与结构胶连接,可牵涉到车架整形,车架整形与常规钢结构整形相似,此处不再赘述,可参考常规钢制件矫形。
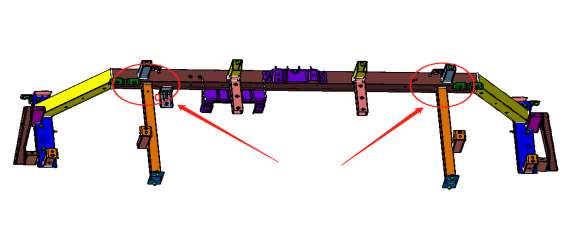
评估需切割部分(以成本最低化为原则);
切割前划线定位;
如上图箭头所示,切割部件与总成连接部位;
更换部件、重新焊接;
冷矫正修正安装孔;
底部碰撞严重,需求更换型材情况下,准备上图备件,分段切割更换。
注意事项:若更换位置存在安装套筒与车架连接螺栓,建议先安装螺栓,再焊接更换位置
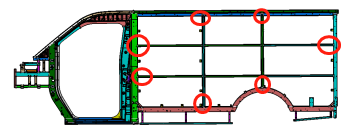
2.2.4、无需直接更换分总成返修方案--右方碰撞可能造成的零件损坏
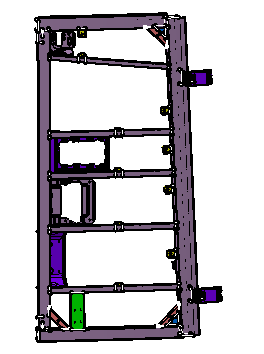
右方碰撞主要为:右前方碰撞、右后方碰撞;
主要影响部位为:右前门、右侧围、上取货门、下取货门;
上取货门 下取货门
右方碰撞与左方碰撞类似,主要区别于上取货门、下取货门;型材变形较小,不影响功能性支架安装的情况下,可通过冷矫正(利用千斤顶等设备)以满足功能性安装,从而避免更换分总成,对于型材变形严重,对于需更换分总成提出如下建议:
更换步骤:
上取货门与下取货门型材带有弧度,轻微碰撞影响较小,矫正后更换外观塑料件后可实现返修,对于碰撞严重情况下,外轮廓型材无变形情况下,参考其余部件返修方案,对于外轮廓产生变形情况下,参考以下步骤:
检查变形上、下取货门虚掩后间隙;
变形较小情况下,通过矫正;
外轮廓变形较大情况下(˃5mm),建议更换取货门分总成;
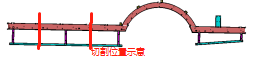
2.2.5、无需直接更换分总成返修方案--后方碰撞可能造成的零件损坏
后方碰撞主要为:正后方碰撞、侧后方碰撞;
主要影响部位为:侧围后部、左后背门、右后背门;
左后背门 右后背门
左后背门、右后背门返修类似于上取货门、下取货门;型材变形较小,不影响功能性支架安装的情况下,可通过冷矫正(利用千斤顶等设备)以满足功能性安装,从而避免更换分总成,对于型材变形严重,对于需更换分总成提出如下建议:
更换步骤:
外轮廓严重变形的情况下,参考上取货门与下取货门方案,轻微碰撞影响较小,矫正后更换外观塑料件后可实现返修,对于碰撞严重情况下,外轮廓型材无变形情况下,参考以下步骤:
检查后背门虚掩后间隙;
变形较小情况下,通过矫正;
③更换后背门型材框架情况下,需考虑黑漆件安装;
a、划线定位后,先点焊固定;
b、比对黑漆件安装孔;
c、焊接型材件;
d、安装黑漆件;
2.3、钣金件返修
2.3.1、需求更换钣金件返修
A、划线定位
对于要更换的钣金件,外轮廓划线定位。便于更换钣金件后期定位。
B、打磨焊点
打磨钣金件与相关连接件的焊点,同时打磨焊点保持打磨点平整,不影响下次钣金件安装。
C、更换钣金件
按照初次划线定位,定位钣金件(见图)
更换钣金件示例
注意事项:
保证焊接质量,避免咬边、未熔等缺陷,避免后期异响风险;
对于需打胶部位钣金件部位,更换钣金件前,需将原打胶部位,残留胶打磨干净;
钣金件更换完成后,涂抹密封胶,密封胶选用常温胶;
2.3.2、 钣金件变形返修
返修工具:橡胶锤、老虎钳、焊机、角磨
钣金件材质为5052-H32,材质较软,对于变形较小、变形较大、需求更换钣金因结构问题无法更换等分为三类,现逐一进行分类。
变形较小类钣金件返修
利用橡胶锤、老虎钳对钣金件进行矫形。并利用橡胶锤控制钣金件间隙,以配合需求涂胶钣金件涂胶。
变形较大类钣金件返修
利用橡胶锤、老虎钳对钣金件进行矫形,存在以下问题,部分部位变形较大,钣金件断裂,矫形完成后,焊接融合裂缝,后用角磨或抛光机打磨突出点。
三、工具选用
3.1、维修设备及工具常用的工具及型号如下;
序号 | 工具名称 | 型号 | 用途 | 推荐型号 | 图示 | 备注 |
1 | 焊机 | 肯比FAST-X450 松下YD-500GE 福尼斯CMT 4000 | 焊接 | 肯比 | | |
2 | 角磨、切割机、铆钉枪 | S300-1 | 打磨焊点,拆除零件 | 电动角磨 | | |
3 | 抛光机 | RPM 8500 | 打磨毛刺、残留胶渍 | 电动抛光 | | |
4 | 焊丝 | 5356 | 焊接配套 | 奥森 | 焊丝直径建议1.2mm |
A、MIG焊机组成及要求
组成:电源、控制系统、送丝系统、焊枪及行走系统(自动焊)、供气系统、(水冷系统)等。
实际生产中有CO2专用焊机,但一般不做专用于MIG焊的焊机, 而是MIG/MAG/CO2焊通用,统称熔化极气体保护焊设备。
B、MIG焊机与CO2专用焊机使用区别
保护气体需选用氩气,氩气纯度要求99.99%。
焊丝选用铝合金焊丝。根据目前车型选用材质,铝合金焊丝需选用5356铝合金焊丝
四、结语
铝合金是工业中应用最广泛的一类有色金属结构材料,工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。它通过挤压加工获得的铝及铝合金材料,由于其可塑性好、强度高、质量轻、耐磨、耐腐蚀、弹性好、刚度和比强度高、抗冲击性能优、加工成型好和再生性高,成为许多汽车生产商的首选。
参考文献
[1]张培良, 苏振佳, 杨军祖. 车体铝型材(3437400001):. [2]杨爱莲, 王姣, 张方涛,等. 铝型材车体车窗安装方法: CN. [3]田明焕, 陈良金, 李耀民. 中国轨道车辆车体铝型材市场分析[J]. 云南冶金, 2011(S2):11-14.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号




