沈阳焦煤股份有限公司红阳二矿 , 沈阳 110106
摘要:本文对车削加工零件表面的质量管理进行分析探讨,零件的表面质量关系到零件后期使用。如果表面质量达不到合格要求,对产品的安全、整个设备及产业链有很大的影响,造成设备损坏,甚至造成人身安全事故。
关键词:车削 表面质量 管理
0 引言
车床加工是机械加工的一部分,主要是利用车刀对旋转的工件进行车削加工。而车削加的零件的表面质量是机械加工质量的重要组成部分,毛坯料经过车床加工后,它的表面并不是理想的光滑表面,这对零件的使用性能有很大的影响,但加工过程中的偏差在合格范围内,产品可以使用。随着现代化加工技术的发展,精密高的机器产生,测量工具的准确性越来越高,加工零件的表面质量会越来越好。
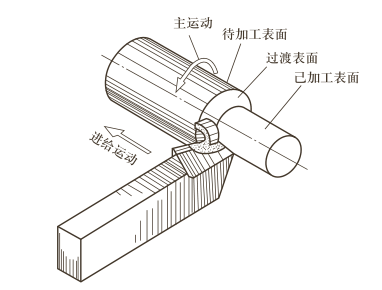
图一 车削运动
1 影响零件表面质量因素
零件的表面质量好坏对零件的使用性能有直接的影响,如零件的耐磨性、耐腐蚀性、配合质量都会受到不同程度的影响。
1.1 切削热对零件表面质量影响
在车削过程中,刀具后面与工件之间摩擦产生的热量,即切削热。切削改变金属材料的内部组织结构,在持续切削过程中,零件表面金属形态会发生变形,进一步导致冷作硬化现象。如果持继温度过高,超过材料本身的硬度和强度的临界值,零件的表层硬度和强度也会降低,使零件的表面质量受到很大程度的影响。
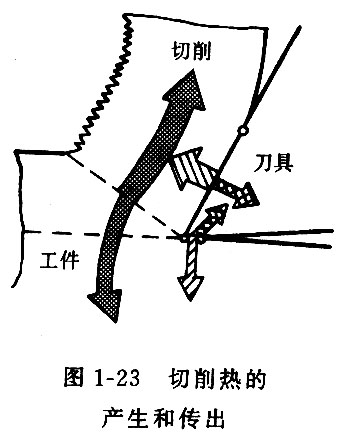
图二 切削热的散热方式
1.2 加工误差对零件表面质量影响
零件在车削过程中,被加工工件达到的实际几何尺寸参数(尺寸、形状、位置)与几何参数的偏离值,即加工误差。它是在零件加工过程中产生的,影响加工误差的因素很多。一是机床误差,机床在加工制造、安装以及长期使用过程中的磨损,都会造成加工误差。二是测量误差,测量过程使用的卡尺、百分表等测量工具,因测量的角度、位置和读数,也会产生误差。三是装夹误差,零件的装夹过程中,由于夹紧力控制程度不同,使零件在定位过程中会产生微小偏差。总之,加工误差对零件表面质量影响因素很多,有些是不可避免误差,测量零件尺寸时要考虑进去。
1.3 表面粗糙度对零件表面质量影
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。表面粗糙度值越小,则表面越光滑。在车削加工时,车刀与零件表面间的摩擦,由于车刀切削刃的几何形状、几何参数、进给量的选择,都是产生粗糙度的因素,粗糙度超过允的范围,使零件表面间有效接触面积减小,压强增大,零件磨损严重,还会影响零件的密封性,尤其装在液体或气体的设备中,液体或气体通过接触面的缝隙会产生渗漏。
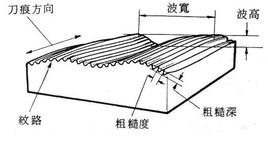
图三 表面粗糙度
3 提高车削零件表面质量的方法
提高车削零件的表面质量,对零件使用的可靠性的耐用性,具有积极的意义。
3.1 减少切削热
加冷却润滑液,用冷却润滑液带走切削过程中产生的热量,降低切削温度,同时冷却润滑液还能有效减小车刀与工件间的磨损,减少切削热量,提高零件表面质量。
减少切削用量,在条件允许的情况下,选择较大的背吃刀量和进给量,能减少切削热量的产生。
车刀角度对切削热的影响相对较小些,增大后角可以减小摩擦,提高已加工表面质量,并使切削刃锋利,但后角过大,切削刃强度降低。对于刀具角度的变化还要根据零件的材料和精度进行选择。
3.2 减小或降低加工误差
加工误差是一个不可避免、一直存在的现实性问题,只能在车削过程中减少或降低加工误差,获得合格零件。
对于机床系统误差,要定期对机床进行检修、精度校正,提高检测精度,降低系统误差。
减少测量误差,一是选用精度较高的测量工具,能降低误差结果;二是在测量过程中要多次测量,取其平均值,这样可以削弱随机误差对测量结果的影响。
降低装夹误差,三爪卡盘在旋转轴心线与工件轴心线间存在微小误差,装夹次数越多,引起的误差就越大,所以在同一道工序中,尽量减小工件的安装次数。
3.3 降低表面粗糙度
合理控制零件的表面粗糙度,对提高零件的使用性能具有重大意义。
在车削加工中,合理选择切削速度,切削速度是影响表面粗糙度的一个主要因素,不同材料的工件对切削速度要求不同,但较高的切削速度可以降低零件表面的粗糙度。
选择刀具几何参数,比如适当增大车刀的前角,车刀在工作中更容易切入工件。车刀角度的选择受工件材料的影响,而其中一个角度的变化,其它角度也会受到影响,要根据实际情况,选择车刀角度值。
4 结论
产品的质量是企业生存的根本,也是企业效益的源泉,提高加工产品的质量,生产出更优质的产品,才能在同行业中立于不败之地。
参考文献
1. 郑冲. 车削加工过程中的降本增效与质量控制[J].科技创业家,2014-04
2. 张永成. 机械加工中的质量控制[J].电子测试, 2016-19
3. 梅斌. 机械加工企业的过程质量控制[J].东方电机, 第31卷第3期
作者简介:
姓名:邵兴义 性别:男 出生:1973年
职称:技术员 主要研究方向:机械制造
姓名:曹延彪 性别:男 出生:1986年
职称:助理工程师 主要研究方向:机械制造

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



