宝武装备智能科技有限公司,上海 201900
摘要:MIEBACH激光焊机安装、使用在冷轧酸洗机组入口段,用以将前后两卷带钢的尾部及头部焊接起来,实现无头轧制。制造商—米巴赫(MIEBACH),型式—HSL19。米巴赫激光焊机的特点:结构轻巧紧凑;采用了稳定性很高的激光发生器;激光发生器安装在焊机本体的“C”架上,激光输出光路固定且传输距离短;激光传输至激光聚焦点仅设有2个铜质镀膜的反光镜;焊接过程中用特殊的导向系统LPS实现带钢精确对中;设有焊前预热和焊后退火装置。且其工艺过程是与焊接同时进行的;设有自动的切头输出装置;与传统的闪光对焊机相比不需要容量较大的变压器和绝缘;实现了全自动程序控制;采用了先进的焊接过程和焊接质量监控系统。
关键词:米巴赫激光焊机;对中装置;对中原理
1 引言
本文主要对宝钢宝日汽车板厂激光焊机的对中装置及对中原理、控制系统和执行机构进行较为详细的分析,有助于对焊机设备的深入认识和该部分装置的具体故障分析,减少设备故障率,提高机组设备运行效率。
2 设备概况
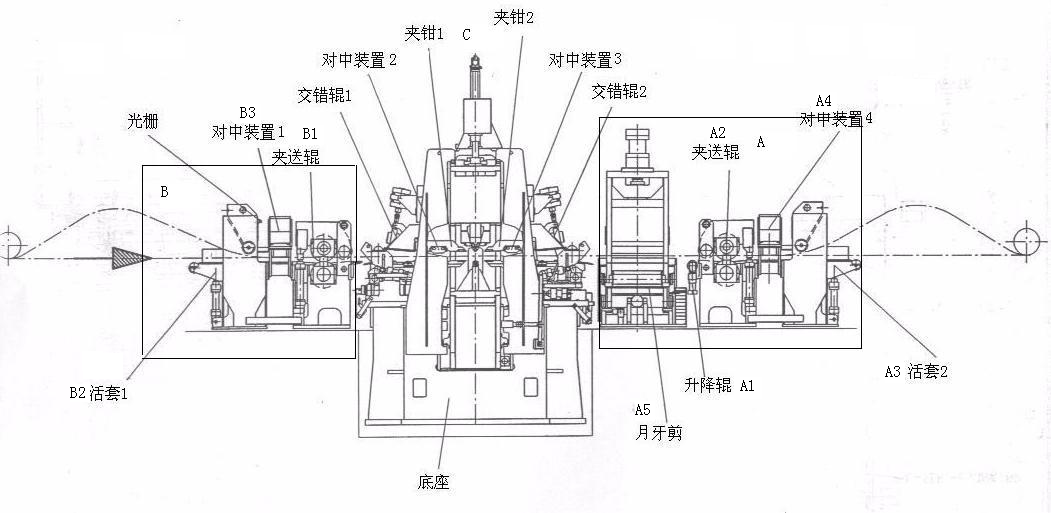
图1 米巴赫激光焊机中装置图
如图1所示,米巴赫激光焊机有4个中装置,分别位于激光焊机入口侧(1#对中)、入口夹钳台内(2#对中)、出口夹钳台内(3#对中)、激光焊机出口侧(4#对中),对中装置通过一个液压缸驱动。带钢在对中装置的对中作业时,通过激光焊机入口、出口交错辊(辅助夹紧装置)在横向进行固定,其结构只允许带钢沿对中方向运动。在手动模式状态下,操作人员通过操作面板上的对中按钮进行对中,按下按钮后,两端轨道滑块同时稳定地按照设定的速度向带钢移动。根据带钢的位置,一个对中滑块先碰到带钢边部,并推动带钢向中心位置运动直到另一侧的滑块也碰到带钢的另一边,在液压系统的回油管路上,安装有一个压力开关,当压力开关检测到压力下降到设定值时,对中完成。对中装置只有在夹钳台夹紧后,才可按下返回按钮,对中装置回到原始位置。根据带钢的厚度,对中的压力和速度是自动设定的。(如图2所示)
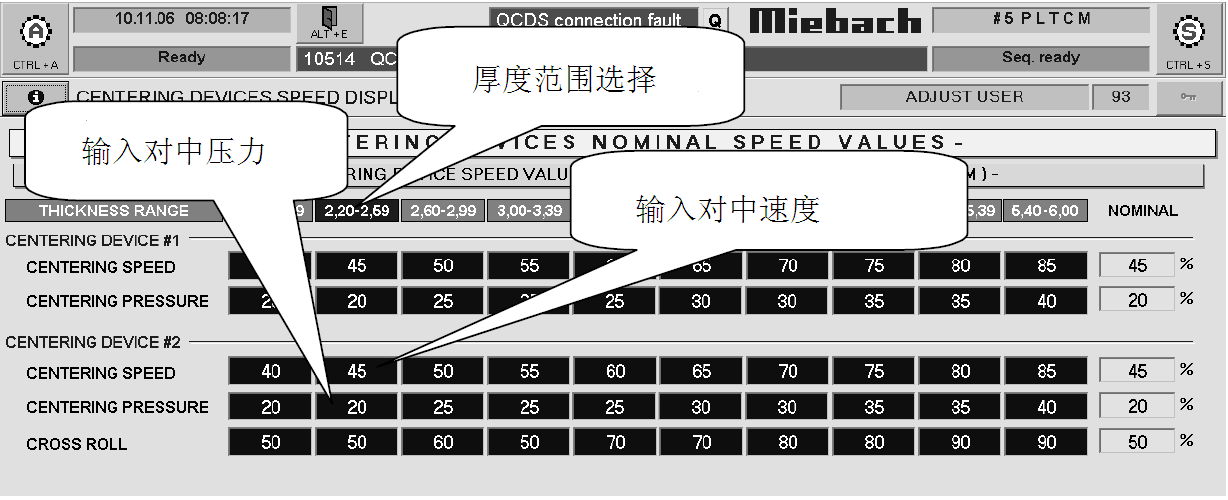
图2 中装置的压力和速度图
如果激光焊机对中装置失效或焊缝中心线不齐平,将会对轧制线产生重大影响,引发整条生产线带钢跑偏,更有甚者在焊缝通过轧机时极有可能会引发轧机纠偏快停,导致整条产线停止运行。
2.1 机械结构分析
激光焊机对中装置机械结构,液压缸的活塞杆通过抱箍式接手与上齿条连接,上齿条左侧末端处安装了接近开关,用于确定对中装置是否回到原位。上齿条通过齿轮装置带动下部的两个齿条运动,下部齿条分别连接着两端的对中滑块。通过液压缸拉动上部齿条带动下部齿条滑块进行对中作业。
2.2 电气原理分析
1)对中装置相关信号
1压力开关:判定板带是否对中完成
2伺服换向阀:设定液压缸的运动速度
3伺服溢流减压阀:设定液压缸的压力
4接近开关:判断对中装置是否回到原位
2)工作原理分析
自动步原理分析,在激光焊机两侧的夹送辊提升,活套辊下降,夹钳台短行程完成后,机组发信号带钢已停止运行,对中装置开始对中,同时系统确认焊接小车是否在操作侧,随后开始中间自动步,对中的速度和压力根据带钢的宽度自动设定,通过伺服阀实现控制要求。对中装置开始对中前进时,伺服阀的输出为正值。通过溢流减压阀设定进入油缸的压力,再通过伺服换向阀流入液压缸无杆腔,液压缸活塞杆开始拉动上部齿条,上部齿条带动下部两侧齿条及两侧滑块向内侧运动,当对中滑块碰到两侧带钢后,由于带钢的作用力使得活塞上液压油的推力和上部齿条的拉力达到平衡,液压缸有杆腔压力下降为零,此时位于液压缸有杆腔的压力开关动作,向系统输出信号表示对中已完成。夹钳台夹紧,确认中间步是否正在剪切,随后松开入出口两侧交错辊,伺服阀的输出负值,换向阀换向,对中装置快速向后,回到原位接近开关发出信号后,系统压力保持30bar左右压力,对中结束。
2.3 程序简单分析
根据程序块FB910的入口自动步可知,S34对中开始M914.1(entry centering start)置位后,FC550功能块中network3 :CD2 forward 中的M550.4 (CD2 forward)置位,M570.4(CD1 forward)同样置位(CD1此处不做介绍),对中装置开始对中,对中速度设定通过FC1606和FC1602实现,对中压力设定通过FC1604和FC1600实现,T34计时,随后S35中间自动步开始,M914.2(centre sequence start)置位,当对中完成时,FC550中的network2:CD2 centering finished 中"I 36.1 N23-B24"置0,M 550.5 CD2 centering finished置位,CD1对中完成后M570.5也置位,S36对中完成。随后S37夹钳夹紧,S38中间自动步剪切是否进行,S39 松开入口交叉辊,此时对中装置开始向后回到原位M914.7置位,FC550功能块中network1:CD2 reverse中的M550.1(CD2 reverse)置位,对中装置回原位。CD2回到原位,"I 28.0 N23-B21"置位,见network12,M550.7置位,最后确认入口活套是否下降,入口夹送是否上升,对中装置是否回到原位,对中结束。
3 结语
以上是对米巴赫激光焊机对中装置的工作原理,执行机构,自动步程序控制的分析。在设备实际运行过程中,会发生各类故障及异常现象,如激光焊机对中装置发生卡阻,对中失效导致焊缝宽度方向错位;在生产高屈服强度等级钢种时发生对中装置对中能力不足导致焊缝宽度方向错位;更有甚者,由于酸洗入口设备异常,引起带钢在酸洗入口段时就引发带钢跑偏,在带钢通过激光焊机时已严重偏离通道线中心,对中装置在进行工作时直接下压在跑偏的带钢表面,造成设备损坏等情况。因此在平日的设备维护保养及生产过程中需要格外注意设备运行状况。
日常检查:电气限位的状况是否正常,液压油缸及液压阀是否有泄漏,对中装置两侧挡块是否松动,对中装置动作时是否有卡死现象,换向阀的动作是否准确,电气信号是否有丢失等。
停机解体检查:齿轮齿条及轨道的磨损情况,导向铜套、滑块内铜衬板的磨损状况,机械部件润滑状况等,如发现零部件磨损严重则需要及时更换。
激光焊机作为机组的重要核心设备,减少故障率是设备维护人员的首要任务,只有掌握和理解了焊机各部分装置的工作原理才能减少处理故障的时间,更好的维护和保养设备,达到杜绝故障的发生最终目的。
参考文献:
[1]郭军.激光深穿透焊的理论模型.2016
[2]宋春霞.激光焊机维护手册.2016

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



