和飞工业技术服务有限公司
摘要:本文主要分析了三菱PLC伺服电机控制系统的设计,系统的研究了伺服电机控制系统的电气原理、触摸屏控制界面的实现、伺服驱动装置的相关参数以及PLC程序实现等等。通过本次的研究可以证实,采用三菱PLC对伺服电机进行直接的控制,在系统方面相对简便,并且运行效果相对稳定,具有较高的扩展性,值得推广使用。
关键词:三菱PLC;伺服电机;控制系统
现阶段国内的PLC技术、变频技术以及伺服控制技术的发展已经步入到了全新的阶段,并且在应用范围上也十分广泛,目前国内的工业生产行业当中对以伺服电机作为执行元件的定位控制系统的应用也逐渐推广开来。伺服电机能够很大程度上对速度进行更加有效的控制,并且可以对精准度的位置进行有效把控,在动态性上有着较为灵活的特性。笔者借助三菱PLC脉冲输出端口对伺服电机的工作状态进行控制,并将电气的运行原理进行设计,同时对PLC的控制系统进行设计,使得这套系统能够和PLC控制系统的生产设备进行更高水平的结合,提升其使用效率。
1 伺服电机控制系统的构成与控制要素
本次研究所介绍的伺服电机控制系统是三菱PLC联合伺服驱动器、伺服电机以及触摸屏,并加入执行机构所构成的。在控制要素方面,对触摸屏的主要界面进行设计,分为手动与自动两种控制界面。进行手动控制的情况下,可以通过正反两向的控制按钮,使伺服电机可以向正反两个方向实现运行。进行自动控制的情况下,通过控制自动按钮,可以使伺服控制系统回归原点,接着执行其他方位的控制,每进行一次就会停留1s,并进行反复运行,通过停止按钮可以关闭伺服电机的运行。
2 伺服电机PLC控制系统硬件设计
2.1控制系统的关键设备选择
对于PLC的选择,因为是通过PLC对伺服驱动设备进行直接控制,所以PLC在输出方面一定是晶体管输出,本次研究选用了三菱生产的PLC,型号为FX3U-32MT,这套PLC具备了原点搜索的特点,同时搭载了最大功率满足100KHz的3轴定位系统,能够对3个轴进行同时的把控,能够最大程度上实现伺服控制系统的定位需求[1]。
对于伺服驱动装置以及电机的选择,本次研究使用了三菱生产的伺服驱动装置并且搭配同一体系的伺服电机,伺服驱动装置的型号为MR-JE-10A,该伺服驱动装置是MR-J2装置升级而来的,因此在动态的控制上更加灵活,位置的跟踪功能也实现了进步,能够与上述的PLC进行有效的连接,并且能够实现与脉冲发生装置和定位模块的连接。
在触摸屏的选择方面,选择了三菱生产的GT触摸屏,GT系列的触摸屏能够实现FA透明传输,当触摸屏连接到PLC的情况下,能够通过PLC实现读取、输入以及控制等功能。GT触摸屏在和PLC通讯接口进行连接的情况下,按照机型的差异能够分成RS232、RS422以及USB,传输的功率能够满足114.3kbps。
2.2PLC控制系统输入输出情况
想要实现伺服执行机构在运行状态下能够相对顺利且不会发生故障,可以通过设置两个限位开关来对整个运行过程进行保障。执行原点回归的命令可以通过1个开关实现,但是需要选择3个输入点,PLC输出信号通常是通过脉冲的方式进行传输的,因此应该具备两个高频输出点。
2.3控制系统电气原理设计
生产设备在实际的生产过程中,首先需要注意的就是安全性,为了避免执行机构越程对设备造成不必要的破坏,在执行机构的两端要安装开关来控制使用功率的最值,常闭触点需要连接在伺服驱动转职正反转限位端口之上,常开触点需要与PLC的输入端口进行连接。如图1所示。
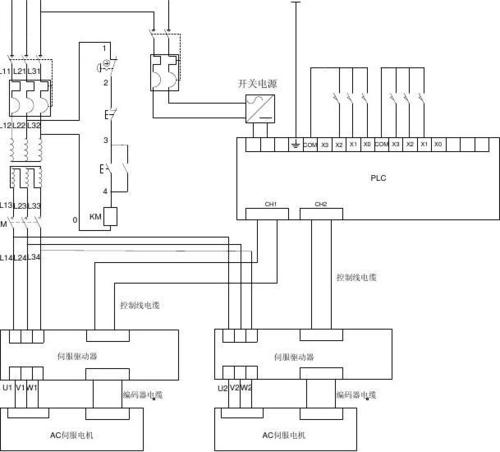
图1 伺服电机PLC控制系统电器原理图
3 伺服驱动装置的参数
本次研究的伺服电机控制系统当中,伺服驱动转置的运行是在位置控制下实现的,FX3U-32MT的Y0输出脉冲能够发出对伺服驱动装置位置的指令,y3输出能够进行伺服驱动装方向的指令输出[2]。使用能够自动对增益进行控制的模式,根据系统设计的需求,伺服驱动装置的参数如图1所示。
4 伺服电机PLC控制系统软件设计
4.1触摸屏的设计
该系统选用了三菱生产的触摸屏,以此来实现伺服控制系统的人机控制界面。人工控制的画面设置主要针对电动的正反转开关,正传点动开关要与PLC辅助继电器M0进行对接,反转点动开关要与PLC辅助继电器的M1进行对接[3]。自动控制的界面主要针对原点、启动、关闭的开关进行设置,回原点能够与PLC辅助继电器的M2进行对接,启动开关要与PLC辅助继电器的M3进行对接,关闭开关要与PLC辅助继电器的M4进行对接,将自动运行效率的参数输入到元件当中,能够对接到PLC的数据存储装置当中[4]。
4.2PLC控制程序的设计
关于原点回归方面,需要使用DSZR指令进行控制,另外还应该对系统当中的气动机械手装置的初始位置进行充分的考量,当气动机械手在松开的情况下,垂直气缸就会处在上极限位置
[5]。对于对点定位控制的设计,该系统的多点定位控制使用了绝对位置指令DRVA实现,对启动按钮进行控制的情况下,能够在DRVA提前设定的效率下进行工作,其脉冲量代表的是目标位置对于原点位置之间的距离[6]。
5 结论
本文分析了开展三菱PLC的伺服电机控制系统设计,本次设计的系统在结构上相对简单,并且有效控制设计的成本,编程方面也并不复杂,运行的精度以及准度都有了明显的提升,具有一定的优势,能够广泛应用到对精度要求相对较高的场景下。本次设计的伺服电机控制系统能够与三菱生产的PLC为主控制器的生产设备进行有效的连接,在执行机构方面增添了一部分的气动元件,能够实现对物料的有效搬运。通过本次的研究可以证实,采用三菱PLC对伺服电机进行直接的控制,具有较高的扩展性,并这套系统在运行过程中相对稳定,具备一定的经济收益,可以广泛应用到实际的生产加工当中,为企业带来效益。
参考文献
赵媛媛, 吴义蒙. 基于三菱PLC和WEINVIEW触摸屏的工具打磨控制系统设计[J]. 科技创新与生产力, 2018, 000(005):61-62,66.
丁洪旗, 刘彦良. 基于三菱PLC和触摸屏的自动喷涂控制系统的设计与实现[J]. 电工技术, 2019(12):54-55+82.
叶茎, 盖超会, 李云平. 基于触摸屏、PLC、变频器的电机调速和推杆控制系统的设计与实现简[J]. 轻工科技, 2018, v.31(06):145-146.
张潮, 郭京波, 陈晓阳,等. 基于三菱FX3U系列PLC的盾构电气控制系统设计[J]. 电工电气, 2018, 252(12):21-24+30.
郭玲玲. 基于三菱PLC和组态技术的恒温控制系统设计[J]. 科学技术创新, 2019(13):187-188.
谭进瑜. 基于PLC的液压动力滑台控制系统设计[J]. 内燃机与配件, 2018, 000(016):P.99-100.
备注:1、触摸屏应为触摸屏
2、参考文献里没有触摸屏的参考文献

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



