国家电投黄河水电甘肃盐锅峡发电有限责任公司 甘肃省临夏州 731601
【摘要】:在现代水利水电工程建设发展中,转轮体结构形式和桨叶密封更换安装工艺对施工单位有一定的影响,本文针对轴流转浆式水轮机桨叶密封更换安装为研究对象,探讨其安装方式和安装工艺要点,希望能够相应的单位提供参考借鉴。
【关键词】:轴流转浆式水轮机;桨叶密封更换;安装工艺
轴流式水轮机是指水流由轴向进入转轮,沿其叶片自轴向流出,将水流能量转换为机械能的反击式水轮机口,按其转轮叶片能否转动又分为轴流转桨式和轴流定桨式。轴流式水轮机的使用水头范围一般为3-80m。轴流式水轮机转轮由转轮体、叶片、泄水锥组成,水流在导叶与转轮之间由径向流动变为轴向流动,而在转轮区内,水流保持轴向流动。轴流式水轮机的转轮包括转轮体和叶片。定桨式转轮叶片按一定角度固定于转轮体上;转桨式则在转轮体内设有一套使叶片转动的操作和传动机构,轴流转桨式水轮机具有双调节性能,即导水叶及转轮叶片均可调节,而定桨式则只能调节导水叶。因而,轴流转桨式水轮机能在水头和负荷变化较大范围内保持水轮机的运行稳定性和高效率,可见,桨叶的密封性对水轮机稳定运行有直接影响。
本次研究对象为A水电站,其内设3台7.5万千瓦的轴流转浆式水轮机,水轮机型号为ZZ(K15)-1J-840,总容量可达22.5万千瓦。2003年,该设备开工建设,3年后投产发电。2015年,第一台机组(A机)在运行维护时候发生了漏油的行为,预计每年需要补充用油10桶左右,漏油现象不光对发电站造成了经济损失,还增加了机组运行的风险,其不具备经济可靠性。
第一次检修中,对A机组的3号机5片进行了更换处理,桨叶密封圈属于业主提供,安装后发现其型号、大小不匹配,检修人员切割处理后投入使用。回装16小时后,A机2、3号桨叶开始不间断漏油,分解检查后发现密封圈堆积油污,破损严重。后经管理人员确定重新购置桨叶密封圈,并研究探讨了桨叶回装更换的事宜,现对桨叶密封更换的细节汇总如下。
1.桨叶密封第一次更换时候的状况
桨叶第一次更换时,工作人员先查询电站转轮桨叶的装配图,并按照图纸的桨叶密封信号,如V字或U字密封,准备密封圈备品;后开启尾水管测试桨叶,并观察3号密封液板块存在漏油的问题。经过处理后,轮转整体调出至转轮检修工作控制工艺,并控制水轮主轴,保证其稳定性。观察转轮体排油状况,检查后发现桨叶的V型位置出现了严重的破损问题,且内部桨叶金属封面出现了划痕。分解桨叶检查其内部物资后发现其内部存在少量磨损问题,桨叶金属密封封面也存在少量的划痕。
检查问题后,检修人员立即对其处理,具体步骤如下:首先, 全面清理桨叶和枢轴接触面;其次,用天然石油研磨金属封面存在的划痕,测量金属表面,控制刀口尺和金属封面位置,若缝大于0.02mm
表示合格;再者,对V型和U型密封圈和桨叶轴颈内侧环压进行预装处理,且发现了四道备品密封圈直径大,材质柔软,决定重新切割,分配密封圈。最后,密封圈粘牢完毕后装回桨叶,而后将其送到密封安装位置,可采用专用设备依次将密封圈推入到安装位置中。安装16小时后对其进行测试试验,分解2、3号桨叶,其出现了破损和堆积问题,检查后发现密封圈中存在少量翻边的问题(如图1所示)。
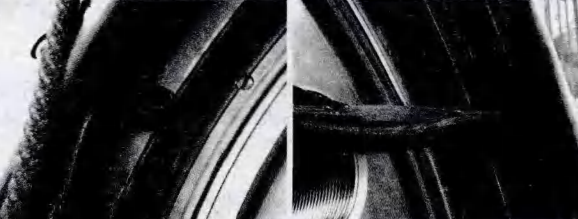
(图 1 桨叶动力测试后发现翻边问题)
分析原因,可能是更换的材料和图纸尺寸不符,因此导致了密封圈材质柔软的问题,安装时候人们要对密封圈进行科学的切割或粘,且要注意控制密封圈尺寸,若密封圈的尺寸过小,桨叶的动作和密封圈的摩擦增加会发生撕裂问题,而密封圈尺寸过大也会在旋紧压板螺栓后出现破损物堆积的问题。针对此,技术人员提出了以下建议。
首先,立即联系厂家定制专用的密封圈,将设置图纸和技术要求发给对方,要求控制密封圈的材质质量和尺寸。其次,改良密封圈的专用推动设备,切割原有密封圈的一部分,将其固定到特定的把手上,并采用科学的处理方式避免翻边、挤边等问题,保证出口边密封圈的安全稳定性。再者,在桨叶金属密封的内沿假设直径为10mm的一级钢密封条。将法兰合面和枢轴接触面进行精细化控制,保证桨叶的安装稳定性,减少压板安装时和周围环摩擦错位,最终减少损伤几率。为了保证桨叶密封更换成功,建议特制桨叶密封圈,加强生产监督,注重生产工艺,保证该产品质量。
2.桨叶密封圈第二次更换的要点分析
经过第一次的检修经验,第二次桨叶回装前先检查了表面的情况,让枢轴表面和法兰表面结合,减少摩擦影响。处理时候,现将两道V型和两道U型密封圈和桨叶密封圈内环配置得当,有且仅当密封圈装好后和第一道密封圈结合,可涂专用粘黏剂保证其粘结牢固。桨叶回装到密封圈安装位置后再将密封压环和第一道密封圈连接起来,采用专用工具慢慢推入,安装后再检查其是否存在错位问题,若桨叶叶片无法进出口到根部,可以采用塞尺检查;当第一道密封圈回装好后,立即对其进行三级检查,检查无误后进行二到回装,可在第二道密封圈接口处涂上粘合剂推入到位,后依次进行第三道、第四道密封圈推入;回装结束后建议用手电筒观察密封圈是否存在错位问题、可以用塞尺多次检验,有且仅有三级检察验收合格后才进行外侧闭环。完成以上步骤后,回装桨叶密封板并安排一些技术人员进行压板螺栓安装处理,此时要注意和压板螺栓稳定,保证受力均匀。处理好所有工作后,打紧桨叶并把合螺栓。第二次处理后16小时复检,桨叶动作试验下未出现异常问题,且桨叶无渗漏问题。
3.结语
综上所述,轴流转浆式水轮机桨叶密封更换安装过程复杂,检修人员需要结合轮转设备的特点予以检修,优化。轮转作为在水下运作的独立油压控制设备,其稳定性完全依赖于桨叶的密封性,控制好桨叶密封性也就是保证了水电站运行的根本利益。建议对应的技术人员做好管理,全面控制漏油问题,预防其污染河流,制约水电站的经济性。
【参考文献】
[1]顾晖,孔德举. 轴流转浆式水轮机桨叶密封更换安装工艺方法[J]. 科技视界,2016(10):84-85.
[2]肖若富,王正伟,罗永要. 轴流转浆式水轮机桨叶的动应力特性[J]. 清华大学学报(自然科学版),2007(11):2014-2017.
[3]王兴民. 水轮机桨叶断裂的在线焊接修复工艺[J]. 中国设备工程,2019(02):147-148.
[4]牟明,马冬. 轴流转浆式发电机甩负荷时抬机量过大原因分析及处理[J]. 黑龙江电力,2011,33(02):151-153.
[5]王辉斌,邹桂丽,莫剑,熊智,陈贞石,张亚林,李明. 协联优化对轴流转浆式水轮发电机组运行稳定性的影响[J]. 水力发电,2011,37(10):76-78.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



