国家能源集团国华九江电厂
【摘 要】:给水加氧处理(OT)是在高纯度给水中加入适量的氧化剂(O2或H2O2)以达到缓解热力设备腐蚀的目的。全保护加氧处理技术,兼顾所有水系统(凝结水、给水、高加疏水)防腐,同时避免加氧对蒸汽系统(过热器、再热器)可能产生的不利影响。国家能源集团国华九江电厂两台超超临界百万机组分别于2018年6月20日、7月7日投产商业运营,全保护加氧技术应用于该厂后效果良好,起到了对汽水系统全程保护的作用,为机组长期安全稳定运行奠定了良好基础。
【关键词】:全保护加氧 国华九江电厂 OT AVT 应用分析
1 概述
锅炉给水加氧处理是目前解决超(超)临界机组水汽系统流动加速腐蚀、受热面结垢问题和通流部件沉积问题的先进处理工艺,也是大型火力发电机组实现节能降耗的有效措施之一。
国华九江电厂2×1000MW超超临界机组,设计的给水处理方式为启机阶段只加氨的弱氧化性全挥发处理(即AVT(O)),正常运行时的加氧处理(即OT)。国华九江电厂实施全保护加氧处理后,一方面有效抑制给水系统、高加疏水系统腐蚀,避免因腐蚀产生的一系列不利于机组安全、经济运行的问题,如锅炉受热面结垢速率高、给水系统压差升高快、给水节流孔堵塞、锅炉酸洗周期短、高压加热器疏水调节阀堵塞、减温水调节门堵塞等;另一方面大大降低水汽系统加氨量,延长凝结水精处理系统运行周期,减少精处理系统树脂再生频率、再生酸碱耗、再生废液及再生自用水量等,提高机组运行经济性,利于节能降耗减排。
2 全保护加氧技术介绍
2.1全保护加氧处理方式
1)凝结水、给水、高加疏水系统同时加氧。
2)凝结水、给水、高加疏水均保持较低浓度溶解氧,足以保证所有水系统的钝化,有效防止FAC。
3)蒸汽保持基本无氧。兼顾所有水系统(凝结水、给水、高加疏水)防腐,同时避免加氧对蒸汽系统(过热器、再热器)可能产生的不利影响。
2.2全保护加氧的优点
1)保护水系统(凝结水、给水、高加疏水),防治FAC。
2)保护蒸汽系统(过热器、再热器),控制蒸汽基本无氧,不存在促进氧化皮剥落风险。
3)给水精确自动加氧。
4)给水溶解氧浓度波动范围:±5μg/L。
5)完全自动、无人值守。
6)负荷波动时,加氧自动调节,无需人工操作。
7)配备自动供气系统,无需频繁更换纯氧气瓶。
3 全保护加氧技术在国华九江电厂的应用
3.1国家能源集团国华九江电厂简介
国家能源集团国华九江电厂两台机组(2×1000MW)为超超临界、一次中间再热、四缸、四排汽、单轴、双背压、凝汽式、十级回热抽汽、带3号高加前置蒸汽冷却器汽轮机。汽轮机有十级非调节抽汽,1、2、3级抽汽及高压缸排气分别向零号高压加热器和三台高压加热器以及一台外置蒸汽冷却器供汽,高压加热器按单列布置考虑。4级抽汽作为辅助蒸汽系统的备用汽源、邻炉加热汽源汽以及供给水泵汽轮机、除氧器和辅助蒸汽联箱。5、6、7、8、9级抽汽供5台低压加热器。
3.2 全保护加氧技术的应用
1)全保护加氧位置
全保护加氧部位:一点在凝结水处理装置出口的凝结水管道,一点在除氧器出口下降管的给水管道,一点在#0高加汽侧入口管。
2)全挥发处理(AVT)切换成OT
(1)机组运行正常,凝汽器不泄漏,设备无重大缺陷,主蒸汽压力正常。
(2)省煤器入口给水电导率<0.10µs/cm,高速混床出水电导率<0.08µs/cm。
(3)水汽系统的水汽质量指标都正常。
3)AVT向OT的切换操作
调整精处理母管加氨泵出力,控制除氧器入口电导率为6-7µs/cm,控制省煤器入口电导率6-7us/cm,控制给水pH:9.3~9.6;停运给水加氨泵。
操作加氧设备,启动自动供气系统的空压机向气瓶内充入纯净的空气,待气瓶内的压力14.5Mpa后,依次打开相应阀门,向凝结水精处理出口、除氧器出口及0号高压加热器汽侧加氧。
4)全保护加氧系统界面如图所示
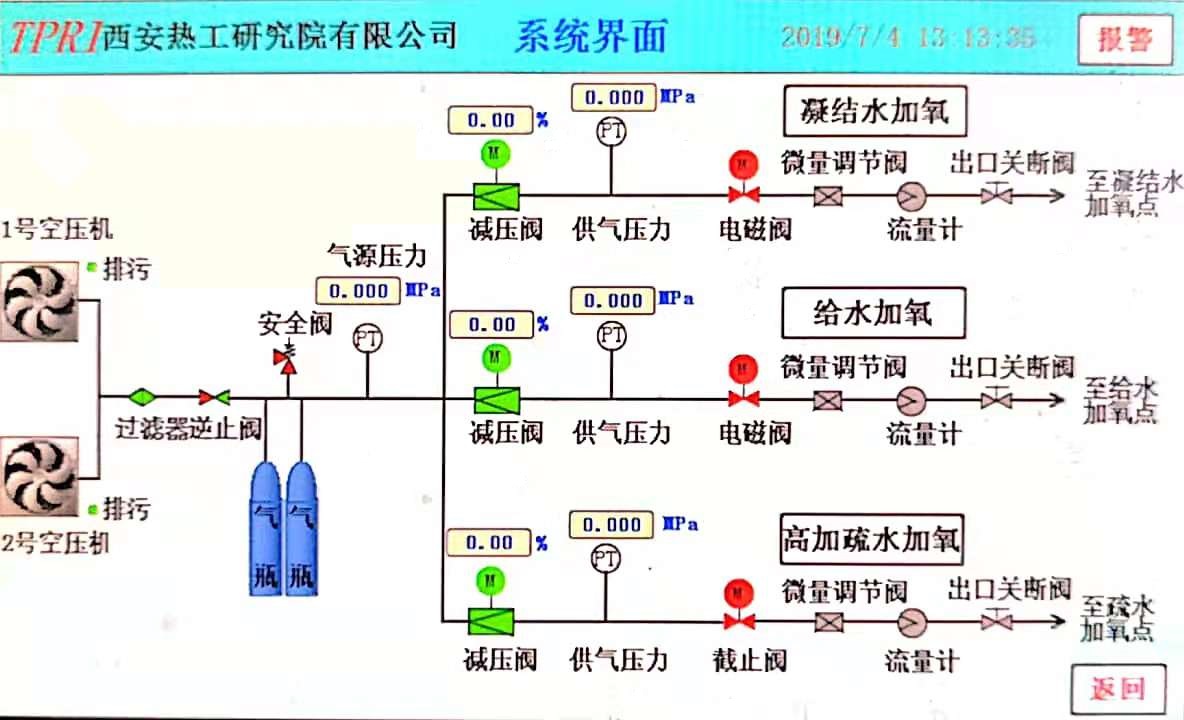
初始加氧量根据机组负荷以及水汽品质的变化进行手动调整,调整除氧器向凝汽器排气门或除氧器对空排气门使之微开;关闭高压加热器运行排汽一、二次门。当除氧器入口溶解氧开始上升后,控制除氧器入口溶解氧含量在10~150μg/L;当省煤器入口溶解氧开始上升后,控制省煤器入口溶解氧含量在10~30μg/L;当高加疏水溶解氧开始上升后,控制高加疏水氧含量在10~150μg/L;将加氧方式改为自动。设置除氧器入口电导率3us/cm,省煤器入口比电导率为2.7~3.4μS/cm,给水PH值控制在9.0~9.1。
4 全保护加氧技术在国华九江电厂应用效果分析
效果分析
1)抑制流动加速腐蚀,降低锅炉沉积速率。
加氧前,给水、高加疏水铁含量平均在2μg/L左右,高加疏水调门卡涩的情况时有发生。实施全保护加氧处理后(给水溶解氧为10μg/L左右),给水、高加疏水铁含量均在0.5μg/L左右,高加疏水调门卡涩的问题得到有效解决,降低锅炉沉积速率。
2)延长精处理运行周期。
系统加氨量约为原来的1/3,精处理实际运行周期为原来3倍左右,周期制水量增加,混床再生次数减少,出水水质更好,节约了相关费用、废水排放和人力成本,节能降耗效果显著。
3)给水精确加氧。
负荷稳定时,给水溶解氧含量波动范围在1μg/L左右,负荷升降过程中,给水溶解氧含量波动范围在±2μg/L左右
4)过热蒸汽基本无氧。
全保护加氧处理后,控制给水溶解氧含量为10μg/L~20μg/L,过热蒸汽溶解氧含量仍为3μg/L以下。
5)高加疏水安全加氧。
全保护加氧处理技术通过向高加汽侧直接加氧,控制高加疏水氧含量大于10μg/L。多余的氧经除氧器除去,加氧工艺安全可靠。
5 结论
全保护加氧处理技术解决了所有水系统流动加速腐蚀问题,控制蒸汽基本无氧,不存在促进氧化皮集中剥落的风险,是解决超(超)临界机组水汽系统腐蚀、结垢,提高机组运行经济性最安全、最可靠的加氧处理方法。此外,全保护加氧过程实现自动供气,自动调节,精确加氧,无人值守,在安全的前提下,节约了人工成本。
国华九江电厂通过应用全保护加氧处理技术,对解决水汽系统流动加速腐蚀、受热面结垢问题和通流部件沉积问题有极大的改善作用,为超超临界机组应用该技术提供了很好的借鉴。
参考文献
[1] 国华九江发电有限责任公司2×1000MW机组集控运行规程
[2] GB/T 12145-2016《火力发电机组及蒸汽动力设备水汽质量》;
[3] DL/T 1115-2009《火力发电厂机组大修化学检查导则》;
[4] DL/T 805.1-2011《火电厂汽水化学导则第1部分:锅炉给水加氧处理导则》;
[5] DL/T 677-2018《发电厂在线化学仪表检验规程》;
[6] GB/T 14427-2017《锅炉用水和冷却水分析方法铁的测定》;
[7] DL/T 955-2016《火力发电厂水、汽试验方法铜、铁的测定石墨炉原子吸收法》;
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



