昆明地铁运营有限公司 云南省昆明市 650000
摘要
不落轮镟床是地铁车辆轮对加工的专用设备,主要用于城市轨道列车在不进行解编、不需要任何拆卸的情况下,对受损的车轮踏面、轮缘进行切削加工、修复的工作。
本课题主要从故障现场情况研究探讨,分析造成故障的主要原因。
关键词:不落轮镟床;镟轮; 吃刀量大
第一章 绪论
不落轮镟床用于地铁车辆段与综合基地车辆在整列编组且不解体条件下,对车辆轮对的轮缘和踏面进行璇修加工,同时可对制动盘摩擦面进行镟修,并适用于单个轮对的修理加工。列车运行一定里程后,与钢轨接触的车轮踏面及轮缘踏面产生摩擦,车轮踏面会出现一定的损伤或缺陷,此时需要进行车削加工恢复尺寸。
不落轮镟床一般设置在城市轨道交通车辆检修基地内的专用镟轮轨道线路上,安装于地面以下的基坑中,该种不需要解编、拆卸轮对就可以加工车轮踏面外形的车床称之为不落轮镟床。不落轮镟床设备是集电气、机械、气压、液压以及计算机数字控制等技术为一身的一种大型机械设备。这一设备运行过程中任何环节的故障都有可能造成这一设备整体的不正常运行。
第二章 不落轮镟床璇修吃刀量事件分析
2.1 不落轮镟床璇修吃刀量大现场情况
2019年11月10日14:50,XX车辆段不落轮镟床镟修T13车M1-1-2 1轴时,镟修时吃刀量大
经现场了解,镟修作业人员在镟修T13车M1-2 1轴时,镟修人员发现不落轮镟床右侧吃刀量大,随后镟修人员触发急停按钮,不落轮镟床主轴停止旋转,此时左侧镟修刀具还未进刀(由于厂家设备不落轮镟床时,左右切削刀具设计成先后进刀模式,程序里面设计为右侧先进刀,待右侧进刀60S后左侧刀具进刀),其后现场查看情况如下。
经现场查看,T13车M1-2 1轴右侧不落轮镟床右侧T1刀具崩刀。
查看不落轮镟床液压压力值正常,查看操作面板及HMI设置参数无异常。
查看T13车M1-2 1轴右侧车轮踏面处出现小凸台,如图1所示。该小凸台是由于轮对镟修时刚好镟修到该位置,触发急停按钮,镟床停止所致。
使用游标卡尺测量镟修刀具吃刀量为3.3mm(即凸台高度)。
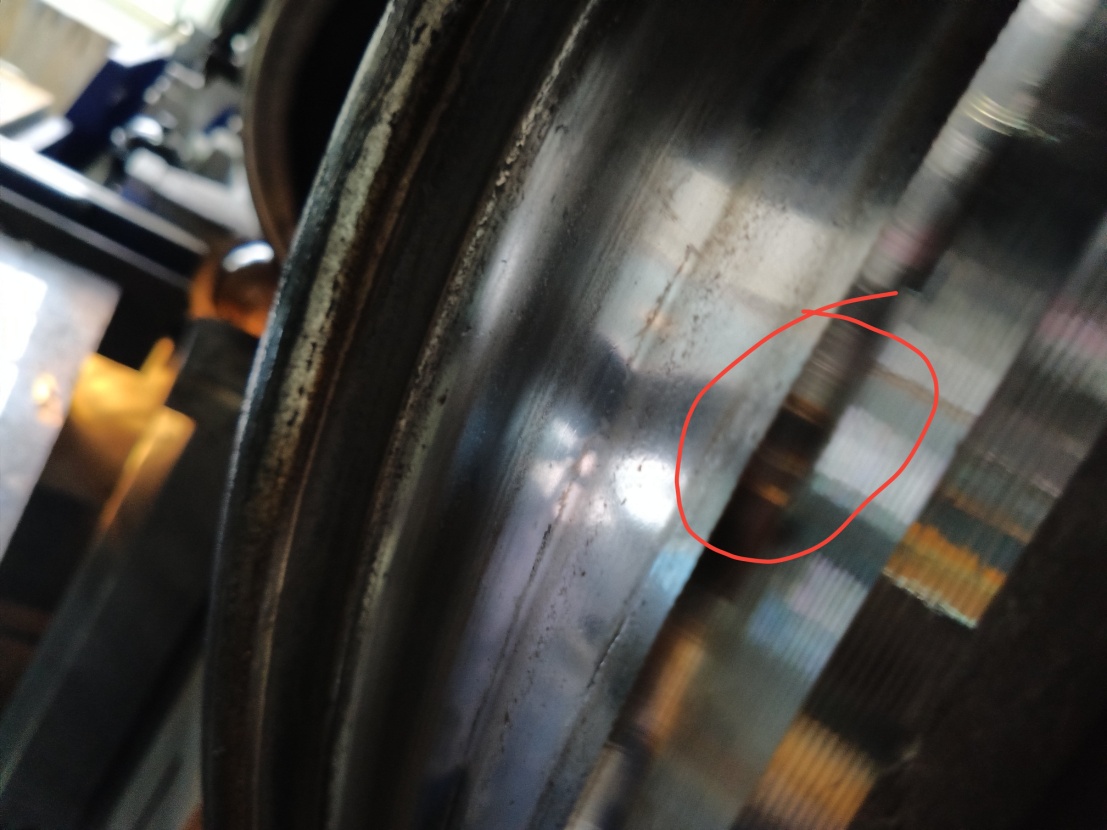

图1
使用LM32踏面轮廓样板确认该轮对踏面形状,发现T13车M1-2 1轴右侧车轮踏面名义滚动圆直径处间隙较大,如图1卡板所示。使用塞尺沿圆周方向测量三处不同位置发现该间隙为2.95mm、3.15mm、3.10mm。据此可判定该轮对名义滚动圆直径处磨耗严重。
2.2 事件发生后的现场处置
事件发生后,相关负责人赶赴现场后,现场初步排查完成后,将不落轮镟床刀具收回,松开装夹,将车辆拖离不落轮镟床,进一步查看不落轮镟床状态,仅发现右侧镟修刀具崩刀,其他均无异常。
使用标准轮对校验不落轮镟床测量精度,各测量参数均满足技术要求;使用试切轮对确认加工精度,镟修后各项参数均满足技术要求。
综上所述,该事件主要原因为:T13车M1-2 1轴右侧车轮踏面在名义滚动圆直径处磨耗较大,轮对踏面名义滚动圆直径外侧处高于名义滚动圆直径处约3mm,轮对踏面名义滚动圆直径处出现凹坑现象,镟床镟修到名义滚动圆直径外侧凸起处导致吃刀量大,如图2踏面轮廓所示。
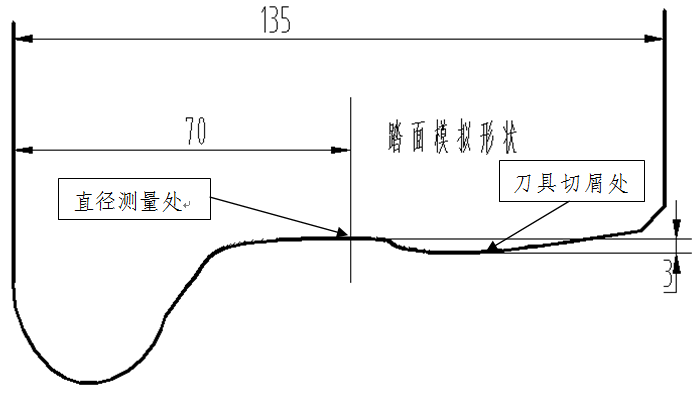
图2
不落轮镟床操作人员参数设置无错误,不落轮镟床无异常,根据镟修后踏面形状无异确定及轮对踏面镟修刀纹判断该次事件导致镟床T1刀崩刀原因为:镟修过程中吃刀量大且触发急停按钮。
建议不落轮镟床操作人员在璇修轮对前,观察一下轮对踏面廓型,发现有明显不规则时,使用卡板确认下踏面廓型,以防自己璇修时判断失误。
[1] 中国铁建.TF2000HD-不落轮镟床使用、维护说明书,2015
[2] 黄欢.广州地铁数控不落轮镟床驱动轮控制回路的分析与改进,2013-04
[3] 海燕,唐义,杨兆安.浅谈数控不落轮镟床主驱动轮解钩原理及常见故障处理,2016-12
[4] 喻晓. Sculfort不落轮镟床镟轮中突然停机的故障分析,2015-02
[5] 马丁.浅谈不落轮镟床的常见故障及处理方式[J].铁道车辆, 2011-03
[6] 珠海启世机械设备股份有限公司.地铁数控不落轮镟床的技术浅谈,519085
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



