中车长春轨道客车股份有限公司,吉林 长春 130062
摘要:铝合金由于重量轻,比强度高,耐腐蚀性能良好,无磁性,成型性好及低温性能良好等特点,被广泛应用于各种焊接结构产品中。因此提高铝合金焊接的生产效率和焊接质量,减少焊接缺陷,掌握铝合金焊接应力与变形已成为实际生产的迫切要求。
关键词:铝合金;焊接变形;控制方法
采用高强度铝合金挤压型材组焊铝合金车体,在生产中出现许多技术难题,其中最严重的难题是铝合金焊接变形。以前我们对铝合金焊后的火焰调修技术只能用冷调技术,容易产生调修裂纹,并且有局限性。我们通过多次材料强度试验,多次火焰调修工艺试验,找到了铝合金变形焊接后的火焰调修技术工艺参数。在生产中应用效果显著,为铝合金车体焊接成功提供了技术保障。
铝合金焊接时,由于铝合金的导热性是钢的5倍。线膨胀系数是钢的2倍。焊接变形很大,所以铝合金最大的焊接难点是焊接变形的控制。
1 焊接变形产生的原因
铝合金在焊接过程中.不均匀的加热使得焊缝及其附近的温度很高,冷却后,焊缝就产生了不同程度的收缩和内应力(纵向内应力和横向内应力),致使焊接结构产生各种变形。由于铝的热导率是钢的3倍。因此铝合金焊接变形的控制要比碳钢结构难度大。铝合金内部发生晶粒组织的转变所引起的体积变化也可能引起焊件的变形,这是产生焊接应力与变形的根本原因。
2 焊件的残余变形和应力的危害性
在一般铝合金焊接结构中,残余变形的危害性比残余应力大得多,它使焊接部件的尺寸改变而无法组装,使整个构件丧失稳定性而不能承受载荷,使产品质量大大降低。而矫正却要消耗大量的人力和物力,有时甚至会导致产品报废。同时焊接裂纹的产生往往也和焊接残余变形和应力有着密切的关系。因此。在制造铝合金焊接结构时从分了解铝合金焊接过程中变形趋势和焊后变形的预判,才能有效控制部件焊接变形。
3 控制焊接变形的方法
3.1 焊缝的位置判断
根据焊缝的位置判断焊后变形的影响—焊件朝哪一个方向弯曲与焊缝对焊件断面重心的位置有关。我们通过重心o做两根相互垂直的轴线:X-X,Y-Y。如果焊缝在X-X轴上面,则焊后向下弯曲见图1;若在下面,则向上弯曲,见图2。同样,焊缝在Y-Y轴左面,则向右弯;在右面,则向左弯。弯曲总是朝焊缝所处的位置的相反方向,若结构上的几条焊缝,则应分别估算出每条焊缝的弯曲方向,综合而术得最后的弯曲方向。
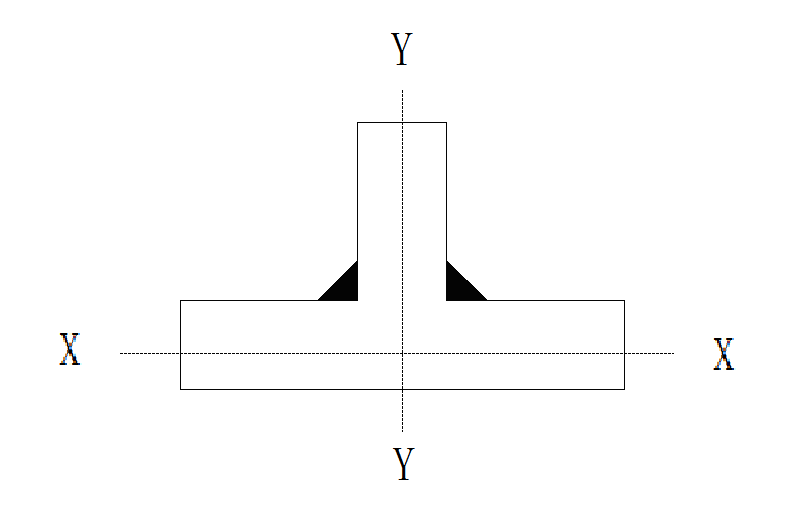
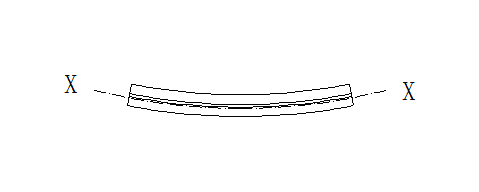
(a)焊缝位置 (b)向下变形趋势
图1 焊后向下弯曲图示
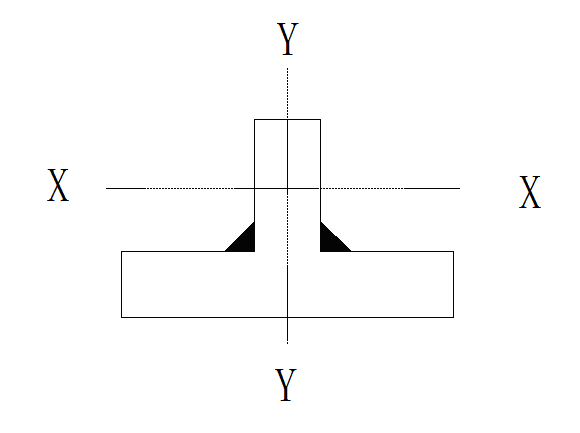
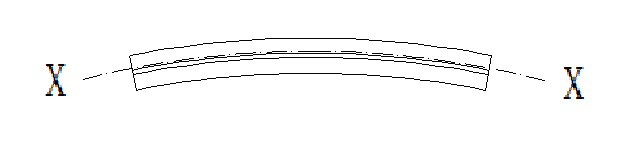
(a)焊缝位置 (b)向上变形趋势
图2 焊后向上弯曲图示
3.2 根据焊件的不同要求选用降低应力与减少变形的方法
3.2.1 结构要求控制变形时,可选用刚性固定法,反变形法和逆向分段焊接等.
3.2.2 结构要求控制应力时,可选用预热,锤击焊缝法等.
3.2.3 若以减少变形为主,尽可能使各条焊缝的变形限制到最小值或使其变形方向相反,相互抵消,可选用对称焊、逐步退焊、分中对称焊、跳焊。
3.2.4 若以降低应力为主,尽可能使各条焊缝能自由收缩或者受阻碍较小,应先焊收缩量大的焊缝,焊缝方向指向自由端。
3.2.5 限制波浪变形,以刚性固定较好,限制角变形和弯曲变形,以反变形法或刚性固定法联合使用,原则是:刚性小的焊件采用弹性反变形,刚性大的焊件则以塑性反变形较好。
3.2.6 对纵向或者横向收缩,一般采用下料时预备长度以补偿缩短量。
3.3 矫正残余变形的方法
3.3.1 机械矫正法。
3.3.2 火焰矫正法。
3.4 火焰矫正法的工艺要求
3.4.1 加热方式
加热方式有点状加热,线状加热和三角形加热三种。点状加热用于矫正刚性小的薄件。线状加热用于矫正中等刚性的焊件,有时也可用于薄件。三角形加热可用于矫正刚性较大的焊件。
3.4.2 加热温度和速度
加热温度一般在150℃~200℃之间。加热速度与变形量有关,矫正变形量大的,一般用中性火焰,大火慢烤,矫正变形量小的一般用氧化焰,小火快烤。
3.4.3 加热范围
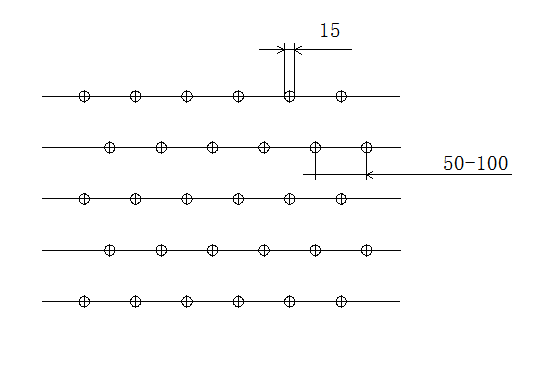
加热位置总是在变形凸起的部位进行,加热长度不超过总长的70%,宽度一般为板厚0.5~2倍,深度一般为板厚的30%~50%。
3.4.4 加热火焰
正常情况下,用微氧化焰;当变形较大或要求加热深度大于5mm时,可采用较小的移动速度,用中性焰;当变形不大或要求加热深度小于5mm时,应采用氧化焰和较快的加热移动速度。
3.5 火焰矫正各种加热方式的操作要领
火焰矫正的加热方式有:点状加热、线状加热、三角形加热,具体见附图3。
(a)点加热 (b)线状加热
(c)三角形加热
图3 火焰矫正的三种加热方式
在铝合金车体制造过程中,一般情况下都采用以下四种方法:反变形法、利用科学合理的焊接顺序和组对方法来控制或减小变形、采用刚性固定可以有效控制焊接变形、正确判断和选择变形位置、变形趋势可以更好地提前做好预判控制变形。
4 结语
铝合金焊接会导致部件、车体局部变形结构变形,因此要想更好的控制变形的大小,首先要了解部件变形的原因,这就需要掌握部件、车体的本身母材厚度所产生的焊接收缩量、变形的趋势、焊缝与部件、车体重心的位置、焊接应力对车体结构所产生的内应力等有深刻的了解,才能在铝合金车体制造每道工序组焊过程中,科学合理利用新理念、新方法来相互抵消焊接过程中产生的焊接应力,已达到铝合金车体结构强度的最大值。
参考文献:
[1] 王炎金 主编,铝合金车体焊接工艺[M],机械工业出版社,2011.
作者简介:周晶辉(1969-),男,高级工人技师,首席操作师,主要从事铝合金车体制造.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



