惠生工程(中国)有限公司北京分公司,北京 100000
摘要:甲醇制烯烃项目污水具有CODcr较高、具有一定量的醛,酮,醚类物质的特点。目前中国甲醇制烯烃项目较多,因甲醇制烯烃装置水质波动较大,容易对生化系统产出一定影响,因此寻找一种稳定的甲醇制烯烃的污水处理方法非常重要。本文通过某甲醇制烯烃项目污水处理项目的实例介绍了低氧生化技术在甲醇制烯烃废水上的应用,并首先分析甲醇制烯烃废水的水质及水量,而后详细介绍了低氧生化技术的详细工艺流程。本工程工艺流程主要分为污水预处理工段、污水生化处理工段、污水深度处理和污泥处理工段四部分,并在下文中详细列举了主要设计参数。且详细介绍了低氧生化技术的技术优势和特点。最后通过介绍污水处理场实际运行过程中发生的污泥膨胀现象,造成二沉池出水悬浮物浓度及出水CODcr不达标的实际情况。分析污泥膨胀的产生原因及低氧生化池的结构特点,提出具体的解决措施以及后期改造的方案,为甲醇制烯烃废水污泥膨胀解决方案提供了详细的参考。为其他甲醇制烯烃项目污水达标处理提供了可行的参考,并为低氧生化技术在未来实际甲醇制烯烃污水上的应用提供了进一步改进的方案。
关键词:甲醇制烯烃废水;低氧生化工艺;污泥膨胀
引言
甲醇制烯烃技术是发展非石油资源乙烯、丙烯的核心技术,这一技术为我国乙烯及其下游工业的健康、持续发展带来新的良机。随着国内煤炭价格走低,使甲醇价格也处于相对低位。因此,在现有煤炭和石油价格条件下,甲醇制烯烃与石脑油裂解制烯烃相比仍具有一定的比较优势。目前按照甲醇制烯烃工艺,消耗一吨甲醇约产生一吨污水,由此可见一年约产生5000万吨/年污水。因此如何达标处理甲醇制烯烃废水,并保证生化系统运行稳定,是每个甲醇制烯烃企业重点关注的核心问题。本文通过某工程实例,阐述一直甲醇制烯烃废水的处理工艺流程,并介绍该处理工艺运行优点及遇到的问题和解决办法。
该项目为60万吨/年甲醇制烯烃项目,采用UOP/ Total公司MTO/OCP技术,废水来源于甲醇制烯烃项目的汽提废水、急冷废水、生产装置的冲洗水和初期雨水。生化处理装置设计处理规模200m3/h,主要废水排放水质及水量见表1.
表1 甲醇制烯烃装置废水水质表
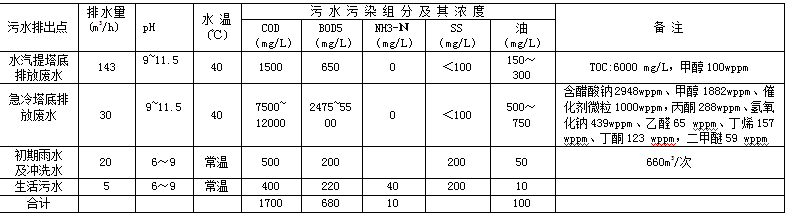
甲醇制烯烃反应产物中约56%是水,这部分水在急冷塔和水汽提塔中冷凝,经,急冷塔排污和水汽提塔排污进入生产污水系统。其中急冷废水有机污染物浓度很高,且因为工艺分离的特性造成污染物浓度波动较大。CODcr的质量浓度高时达到12000mg/L,且BOD5/CODcr值约为0.35~0.4。由于水中含有丙酮、乙醛、丁烯、丁酮,二甲醚等难处理的有机物,因此需要考虑深度处理工艺,满足生化处理的最终水质要求。
2)甲醇制烯烃废水因工艺反应过程特性,因此会产生C5~C9等副产物,而一部分C9物质,实际就是油类物质。因其凝固点较低,因此易于在急冷水和汽提水中冷凝下来。冷凝下来的油大部分为芳烃和长链烷烃。因此需要通过隔油池和溶气气浮去除水中的油类物质和催化剂粉末。
3)因甲醇制烯烃废水中含有高浓度的CODcr,然而不含N、P等营养物质,因此需要外加N、P等营养物质及微量元素以满足活性污泥微生物的培养和增值需求。
根据水量统计分析,综合考虑到非正常排放、事故排放及负荷波动的影响,控制进水COD浓度,确定设计规模按200m3/h。本工程工艺流程主要分为污水预处理工段、污水生化处理工段、污水深度处理和污泥处理工段四部分。
MTO装置污水压力流入MTO污水调节隔油罐调节水量并撇除大部分浮油后,出水流入气浮装置区。气浮装置区设两层,一层为MTO污水溶气气浮装置,二层为MTO污水涡凹气浮装置。MTO污水经两级气浮去除污水中的悬浮物和油类污染物后压力流至均质罐,与压力流生活污水混合进入均质罐,均质后自流入生化处理系统。
MTO污水调节隔油罐主要撇除大部分浮油:设计水量220m3/h,有效容积:880m3,水力停留时间4h,尺寸:Φ11m×10m(H);
MTO污水涡凹气浮装置:通过在污水中投加PAC和PAM与污水中的悬浮物质及胶体发生反应生成矾花,通过涡凹气浮进行油水分离,去除污水中的油及SS。
主要包括混凝反池和涡凹池,设计水量200m3/h,混凝反池停留时间:8min ,表面负荷:2.8m3/m2.h。
MTO污水溶气气浮装置:用于去除不溶解性有机物和悬浮物,以保证后续处理工艺的正常运行,需投加PAC和PAM药剂。主要包括混凝反池和分离池,设计处理水量:220m3/h,混凝反池停留时间:8min ,表面负荷:3.5m3/m2.h,回 流 比:30%。
预处理后水质控制指标为:SS<40mg>,石油类<20mg>。
生化处理系统选用改良A/O生化处理工艺:LDB一体化生物处理系统,由缺氧段、低氧生化段、沉淀段组成。
低氧生化污水处理系统(LDB),其工艺是一种高效的改良型活性污泥法污水处理技术,该技术的工艺特点如下:
一体化结构。AAOC一体化结构。将水解酸化、生物选择区、除碳、沉淀等多个单元设置成一个组合单元,有效节省了占地面积,缩短了工艺流程,降低能耗,减少了土建及管道投资;
生物选择技术与高浓度污泥技术相结合。通过生物选择区利用工程菌驯化技术实现微生物的筛选优化,最大限度地截留并富集优势工程菌,提高功能活性,且保持高污泥浓度达到5-8g/L;
LDB由于控制低氧环境,且混合液高速循环使得系统内负荷较为平均且低,微生物平均生长速度水平偏低,导致污泥龄的延长,使得系统可控的污泥浓度增高,微生物数量大,系统的容积负荷以及抗冲击能力大大增强。
低氧控制。LDB通过控制曝气池在低氧环境下运行,同步实现厌氧、缺氧和好氧协同生化去除有机物简化了系统运行,减少了各反应器之间的机械设备,又降低了鼓风能耗,实现了节能降耗和良好处理效果的双赢。
空气推提技术。LDB系统内混合液持续以较高速度循环流动,泥水分离系统分离下来的污泥会自动跟随循环混合液回流至曝气池,回流动力来源自空气推流系统,使用较小气量可实现较大量的推流,其能耗远低于水下推流器等其他推流设备。从而提高系统的抗冲击负荷,确保微生物的运行稳定;
曝气系统。LDB独特设计的曝气系统采用德国开发的MAT曝气控制技术。打破传统曝气模式,追求尽量压低其通气量,扩大气泡在水体中的滞留时间,进而扩大氧利用率。且因其为曝气带因此可实现“湿”法维修甚至更换,即可在正常运行过程中更换曝气管,使得维护维修变得异常简单。
智能溶氧控制系统(DOCS)。LDB系统根据自身的工艺特点,经过多年的工程实践,量身订做了一套溶氧控制系统,使工艺可以时刻根据实际的进水水质、水量以及实际出水情况控制曝气池中溶氧,调整风机的供风量,使得工艺系统自身调节能力非常强大,避免了由于进水水质水量的突变造成的系统冲击,实现了真正意义上的智能跟踪控制系统。
LDB技术最终将污水和回流污泥在缺氧段(生物选择区)混合,低氧生化段去除污水中大部分有机物后流入沉淀段,污水经固液分离去除自流至缓冲池,缓冲池设提升泵将污水提升至高密度澄清池。
主要设计参数
缺氧段停留时间:4h
好氧段污泥负荷:0.075~0.08kgBOD5/kgMLSS/d
澄清区表面负荷:1.36m³/㎡•h(斜板区)
污泥浓度: 6~7g/L
污泥产量:约1.3t-DS/d(总计)
处理前污泥量:约108m³/d(含水率98.6%-99.0%)
污水深度处理系统选用高密度澄清池-曝气生物滤池工艺
高密度澄清池进一步去除污水中悬浮物和胶体物后自流入曝气生物滤池,进一步去除废水中有机物确保出水满足设计要求。曝气生物滤池出水流入BAF出水缓冲池,在线COD分析仪监测出水水质,合格后经泵提升至回用水站,不合格水回流至事故罐。
高密沉淀池主要设计参数:
处理水量: 200m3/h
澄清区表面负荷: 6.5 m3/m2•h
混合搅拌停留时间:12min
絮凝反停留时间:18min
推流反时间: 5min
污泥循环系数: 0.04
本项目采用两级串联BAF形势,进一步降低污水中的有机物。填料选用聚氨酯泡沫材料,表面积大利于微生物挂膜,分2级串联处理。出水自流入BAF出水缓冲池。
主要设计参数
处理水量:200 m3/h
滤速:2.33m/h
滤料接触时间:3hr
填料高度:3.5m
填料类型:高分子材料
有机负荷:0.1kgCOD/ m3▪d
气洗强度:3L/m2.s
污泥处理包括:污泥浓缩池,污泥混合池,污泥脱水干化间
污泥浓缩池。污泥浓缩池收集LDB生化池沉淀区产生的生化污泥、高密度澄清池排泥和中水回用产生的污泥。降低泥污泥含水率、减少污泥体积,上清液溢流至厂区集水池。、
主要设计参数:
处理污泥量:1.25T绝干泥/天
污泥固体负荷:40 kg/m2.d
浓缩后污泥含水率:97~97.5%
材 质:碳钢防腐
污泥混合池。收集污泥浓缩池排泥、高密度澄清池排泥和油泥浮渣,使各种污泥混合。
主要设计参数:
停留时间:6hr
处理污泥量:6.5 m3/h (含水率97%)
污泥脱水干化间。污泥脱水干化间对物化污泥、含油污泥和生化污泥进水脱水和干化,混合后污泥通过污泥进料泵提升进入污泥脱水机脱水。脱水污泥排入污泥料斗,再经输送机输送至干燥机干化,干化后污泥排入电动污泥斗,定期外运。
脱水过程中产生的滤液重力流至厂区集水池。
主要设计参数
处理绝干污泥量:1.25T/D
工作时间: 16~24h/d
脱水后污泥含水率:80~85%
干化污泥含水率:≤30%
本项目混合气浮后MTO混合污水进生化池水量实际为150 m3/h,而工艺装置开车后一个月二沉池出现污泥膨胀现象,造成跑泥过多。
污泥膨胀现象有两种类型,一是由于活性污泥中大量丝状菌的繁殖引起的污泥丝状菌膨胀,二是由于菌胶团体内大量累积高粘性物质(如葡萄糖、脱氧核糖等形成的多糖)而引起的非丝状菌性膨胀。
首先对水质进行分析,因急冷塔底废水中具有一定量的醛,酮,醚类物质,但经过水汽提塔底排放废水稀释后,各有机污染物浓度降低,表现为水中刺激性气味不强烈,醛酮类物质约50~100ppm;且通过LDB生化池大比例回流后,MTO装置混合废水中的有毒性物质浓度进一步稀释,醛酮类物质小于10~20ppm;以含乙醛废水为例(乙醛废水中总醛占整个污水CODcr的40%),通过实际测试,乙醛废水浓度达到20mg/l对厌氧菌产生抑制作用,达到500mg/l即对厌氧产甲烷菌产生强烈抑制作用;EC50为317mg/l,即说明总醛达到127mg/l时对厌氧有明显抑制作用。同种乙醛废水对活性污泥OUR抑制率为48.04~61.03%,因此乙醛废水均表现具有显著的活性污泥毒性。总上所述MTO污水中急冷废水对于污水有一定的毒性,但通过汽提废水稀释以及LDB生化池大比例回流大体解决了MTO污水的来水毒性问题。
其次通过镜显LDB生化池的回流污泥,回流污泥上清液中还是能见原生动物,当然目前MTO生化池中快速游泳型的生物如豆形虫属,滴虫属较多,见下图。
当这种情况发生时,反应出絮凝体较小,污泥沉降性有一定下降。目前MTO生化池的SVI在180-200之间。又通过镜检发现目前MTO生化池中丝状菌基本没有,这种污泥比重偏轻是由于活性污泥菌体外积需高粘性多糖类物资形成的。由于这种高粘性代谢产物分子中具有很多氢氧基,与水的结合力很强,呈亲水性,从而使污泥比重降低,压缩性能下降。正因为活性污泥比重较轻,因斜板沉淀池的进水流速不均匀并带气量偏大,因此大量的活性污泥被带到液面上方,从而造成二沉池跑泥多的现象。
产生这一现象原因有可能包括:1.CODcr负荷高,2污泥中毒,3缺乏营养盐有关。
另因低氧生化技术空气推流器的影响,造成二沉池进水带气量偏高,当生化处理后出水进入二沉池后有大量放气,而在放气的过程中气泡通过斜板具结成大气泡,当污泥粒径偏小时,会造成活性污泥被气泡带到液面上方,从而造成二沉池跑泥多的现象。主要原因还是一体化沉淀池采用的是折流沉淀池的型式,长边底部进水,流速偏高,流行时间偏短。
1)首先采取提高污泥的沉降性的措施,包括投加聚合氯化铁和氢氧化钙。
推荐加药量:LDB生化池投加25KG/d的磷酸二胺或三聚磷酸钠,25KG/d的氢氧化钙,200KG/d的尿素,75KG/d聚合氯化铝铁或聚合氯化铁,气浮投加15KG/d的PAM。
2)补充水中的微量元素
原有系统中微量元素如Fe,Ca,Mg,K,Na等相对充足。为改善污泥性状适量补充微量元素如Cu,Mn,Mo,Si,硼等。
3)适量增加一定量的尿素和磷酸铵及曝气量,进一步增加生化池的污泥浓度,同时改善污泥沉降性。
1)改善回流污泥泵对二沉池的搅拌影响
2)设置内构件抵消空气推流器产生的动能
3)改造二沉池出水流到,增加二沉池刮泥机反洗时排水管道,并建议新建二沉池反洗水池,从而降低高密沉淀池局部时间大量进泥的现状,并能将没有投加PAM的活性污泥直接回流至二沉池
4)目前高密沉淀池负荷较高,沉降的表面负荷不足,但当有效改善前端后,目前高密沉淀池可满足使用要求。
5)BAF池因目前高密沉淀出水SS含量偏高,造成BAF中填料含泥量过高,建议平常注意反洗频率和反洗时间,从而让BAF能够更好挂膜,出水水质更低。
6)建议将调节水罐改造成厌氧罐,对急冷塔废水进行厌氧预处理,从而根本上降低生化池进水CODcr负荷,同时增加抗冲击性。
[1] 张蔚,魏江波.甲醇制烯烃污水生化处理工程设计实例[J].工业用水与废水,2016.
[2] 陈玉兰.一体式低氧生化技术和新型BAF技术在MTO废水处理中的应用[J].环境与发展,2019
[3] 张雷,郭二民,任晓杰.BioDopp污水处理工艺应用[J].境影响评价, 2014

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号




