宁夏泰益欣生物科技有限公司 宁夏银川 750205
摘要: 伊维菌素是一种安全、广谱的抗寄生虫药物,目前已广泛用于人体及动物的抗寄生虫治疗。伊维菌素主要采用对阿维菌素选择性催化加氢来制备。对阿维菌素原材料处理后,当氢气压力0.6MPa,温度为45℃~50℃,反应时间4h,加氢反应活性达到最高,催化效果最高,转化率,选择性最高。
关键词:阿维菌素 伊维菌素 选择加氢 原料处理
伊维菌素是一种新型、广谱、高效、安全的杀虫杀螨剂[1],目前被广泛用于人体、动物和植物的杀虫剂、驱螨剂等。在农业生产中用于去除作物的害虫害螨,兽医学上用于动物体内外驱杀寄生虫,医学上用于人体盘丝虫病的治疗[2-5]。它是由美国Merck公司首先创制:由阿维菌素在甲苯溶液中通过Wilkinson催化剂选择加氢得到,产物为85%的伊维菌素和3%的3,4,22,23-四氢阿维菌素。对于该催化选择加氢反应,在U,S专利4199569中[6]有较详细的阐述。20世纪80年代后期,我国成功研制出了伊维菌素,并完成了新药的药理及临床治疗观察。目前工业生产伊维菌素均采用阿维菌素选择催化加氢制得。阿维菌素是阿佛曼链霉菌的生物发酵产物,它是一组有十六元环内酯与一个二糖所生成的苷,分子内有五个碳碳双键[7](图1)。
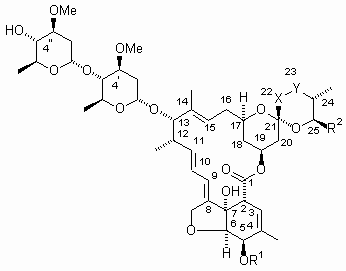
图1 阿维菌素分子结构
阿维菌素是由八个组分(A1a、A1b、A2a、A2b、B1a、B1b、B2a、B2b)的混合物组成,商品用阿维菌素均指阿维菌素B1,其主要有效成分为阿维菌素B1a。阿维菌素分子中含有5个碳碳双键(图1),在制备伊维菌素时,通过催化剂对阿维菌素B1a的C22=C23进行选择加氢制得, C22=C23是空间位阻最小且唯一处于顺式取代的双键,其次是位阻稍大的C3=C4双键,其余三个双键则位于一个刚性结构的16元环内酯内,加氢所需分子能量更高,在工业生产的反应条件下,未见其它加成副产物的生成,即其余三个双键未被打开[8]。伊维菌素相比阿维菌素对哺乳动物的肌体组织有更强的渗透性,毒性更小,更加安全、高效[9]。
美国Merck公司最早提出用Wilkinson催化剂,即RhCl(Ph3P)3选择催化加氢制备伊维菌素。众所周知,金属铑是世界上最稀有的金属元素之一,自2003年以来,其价格不断上涨。在阿维菌素催化加氢制备伊维菌素的过程中,铑催化剂的成本占伊维菌素生产总成本的35%左右,因此,寻找新的催化剂或减少铑催化剂的用量是降低生产成本的有效措施。专利200810157521.2提出用毒性低的乙醇代替甲苯作为溶解阿维菌素的溶剂,用活性炭代替硫脲脱去催化剂来制备阿维菌素[11];专利201310330701.7提出用低成本的三氯化钌代替价格昂贵的金属铑和单磺化三苯基膦钠盐作为阿维菌素选择加氢的催化剂,用水-有机两相体系代替均相甲苯体系作为溶解加氢体系。该方法进行阿维菌素加氢合成伊维菌素转化率达75%,选择率77%。杨鹏等提出以微乳法制备Ir/γ-Al2O3催化剂 催化加氢制备伊维菌素有较好的活性与选择性。熊晓东等制备合成了4种膦配体钌配合物分别用于催化阿维菌素加氢反应,经比较RuCl2(PP3)3的催化效果较其它三个好,有一定的工业应用前景。范林玉等]通过RhCl3·3H20和TPPDS原位合成水溶性催化剂对阿维菌素选择加氢制备伊维菌素体系表现出较好的活性和一定的选择性,三乙胺的加入促进了催化反应活性,表面活性剂结构对反应性能有较大的影响。马晓艳等利用[RhCl(COD)]2和BISBIS原位合成的水溶性催化剂对阿维菌素选择加氢制备伊维菌素的转化率达到82%,选择性达82%,这一结果显示该催化体系应用于阿维菌素催化加氢制备伊维菌素是可行的,具有很好的工业应用前景。马晓艳,陈涛通过对表面活性剂的类型,油相体积,水相体积,有机碱的加入对水/有机两相中阿维菌素选择加氢制备伊维菌素的研究表明:双长链表面活性剂的催化活性优于双子表面活性剂和单长链表面活性剂,水与甲苯体积比为5:3时,加氢反应活性达最高,转化率85%,选择性为88%,三乙胺的加入有利于提高反应的转化率。专利200810079218.5提出用1%的NaOH溶液对阿维菌素原料进行预处理来降低加氢合成伊维菌素时催化剂的用量,使合成伊维菌素成本降低。从上文论述中不难发现,研究人员对阿维菌素加氢制备伊维菌素催化反应进行了不断地探索,主要在贵金属铑的替代催化剂及多相体系加氢的研究,并取得了一定的成绩;对阿维菌素原料的处理仅有专利200810079218.5提出用1%的NaOH进行处理,该方法的不足之处在于用1%NaOH碱液处理阿维菌素时,阿维菌素会有少量降解物质产生,造成合成产物伊维菌素收率降低。本论文将综述通过对阿维菌素原材料定制加工且预处理而非碱液对阿维菌素商品原料处理来降低合成伊维菌素时催化剂的用量,提高伊维菌素合成时的收率。
众所周知,作为加氢催化剂,金属铑的活性远远超过其他贵金属,因此,虽然铑的价格昂贵,但其仍然是目前工业上制备伊维菌素所采用的催化剂;在均相加氢体系中铑催化剂的活性远高于在水/有机加氢体系,因此本论文实验选择用贵金属铑做催化剂且在均相体系中进行。
1实验部分
实验前准备
本实验所用阿维菌素分别是宁夏泰益欣生物科技有限公司有限公司定制加工产品和宁夏泰益欣生物科技有限公司商品用阿维菌素两种。本实验所用定制加工阿维菌素标准为:阿维菌素结晶后未经烘干的湿精,干燥失重6.2%,B1a含量89.79%,即湿精;商品用阿维菌素标准为:干燥失重0.43%,B1a含量95.74%,即干精。本实验将用湿精与干精在相同条件下分别进行加氢制取伊维菌素进行收率和选择性对比。将定制湿精水洗抽滤,洗涤标准为将湿精所带溶剂全部洗净,然后再抽滤,抽滤后检测:干燥失重为4.8%,B1a含量为91.2%。
仪器和试剂
仪器:量筒、烧杯、精密电子天平(AUX-120)、电子天平(ACS-6型)、高效液相色谱仪、布什漏斗、小圆滤布、抽滤瓶、循环水式真空泵、高压反应釜、
试剂:阿维菌素、甲苯、乙醇、RhCl3·3H2O、高纯N2、高纯H2、
1.2 实验操作
(1)准确称取90g阿维菌素干精(干燥失重0.43%,B1a含量95.74%)于3L高压反应釜中,放入RhCl3·3H2O催化剂0.75g和甲苯750ml,封闭反应釜后用高纯N2 置换五次,再用高纯H2置换高纯N2 五次,将H2压力加到0.6MPa,加热升温45℃~50℃,搅拌反应4h,反应完成后,冷却至室温。
(2)准确称取100g阿维菌素湿精(干燥失重6.2%,B1a含量89.79%)于1000ml烧杯中,加入蒸馏水搅拌洗涤,多次重复洗涤直到精粉中不含结晶溶剂为止;将洗涤好的精粉放入布氏漏斗内抽干,测得抽干后的精粉干燥失重为4.8%,B1a含量91.2%。称取95g洗涤好的湿精加入3L高压反应釜中加入甲苯950ml,升温到65℃,开启高压反应釜搅拌及循环水真空泵进行蒸发浓缩,当收集蒸发液至200ml时,停止蒸发浓缩(即将阿维菌素湿精中的水分完全蒸干),再加入RhCl3·3H2O催化剂0.50g于高压反应釜中,封闭反应釜后用高纯N2 置换五次,再用高纯H2置换高纯N2 五次,将H2压力加到0.6MPa,保持温度45℃~50℃,搅拌反应4h,反应完成后,冷却至室温。
将(1)、(2)阿维菌素干精、湿精加氢反应重复三次,反应完成后,分别留样待测;检测结果完成后进行讨论分析。
将(1)、(2)反应完成后的物料留样检测,用戴安U3000高效液相色谱仪进行分析,分析柱为150x4.6mm的C18不锈钢柱,流动相为85:15的甲醇水溶液,流速1.0ml/min,检测波长246nm,进样量20μL。
2 结果与分析
2.1 实验结果与分析
表1第一次实验结果对比
催化剂用量 转化率% 选择率% | |
湿精 | 0.5g 95.98% 94.45% |
干精 | 0.75g 92.34% 91.76% |
表2 第二次实验结果对比
催化剂用量 转化率% 选择率% | |
湿精 | 0.5g 95.83% 94.85% |
干精 | 0.75g 91.36% 90.46% |
表3第三次实验结果对比
催化剂用量 转化率% 选择率% | |
湿精 | 0.5g 96.28% 95.73% |
干精 | 0.75g 92.04% 91.47% |
经过上述三次对比实验可以发现,经过特殊处理过的阿维菌素湿精在相同的反应条件下催化剂的用量比商品用阿维菌素干精减少1/3,转化率和选择率均有不同程度的提高,在工业生产中有一定的应用前景。
结论
(1)阿维菌素干精与催化剂和甲苯在加氢反应中的比值为120:1:1000,H2压力为0.6MPa,保温45℃~50℃,搅拌反应4h,加氢反应的转化率和选择性较好;阿维菌素湿精与催化剂和甲苯在加氢反应中的比值为180:1:1500,H2压力为0.6MPa,保温45℃~50℃,搅拌反应4h,加氢反应的转化率和选择性较好。阿维菌素湿精加氢反应所用催化剂量减少1/3,可能是因为通过水洗后将结晶溶剂和杂质除去的原因;以及阿维菌素干精在烘干时少量精粉受到氧化所致。
(2)使用阿维菌素定制湿精加氢制备伊维菌素能有效的降低贵金属铑催化剂的用量,而目前铑催化剂的成本约占伊维菌素生产总成本的35%,所以可以降低伊维菌素的生产成本,提高企业效益,具有良好的工业应用前景。
参考文献
[1 ] 杨鹏等,负载金属催化剂Ir/γ-Al2O3对阿维菌素选择加氢反应研究[J].物理化学学报,2007,23(10):1537-1542
[2] 张海亮,薛芬,李引乾等.伊维菌素HP-B-CD包合工艺的优化[J].畜牧与兽医,2009,41(8),5-8.
[3] 马晓燕,陈涛,黄粱,阿维菌素选择加氢制备伊维菌素的研究进展[J].贵金属,2010,31(3),60-63.
[4] 王德明,姜守城,一种伊维菌素的制备方法,山东齐发药业有限公司,专利申请号:200810157521.2
[5] 孟凡桥,高利华等,一种合成伊维菌素的方法,河北美荷药业有限公司,专利申请号:201310330701.7
[6] 杨鹏等,负载金属催化剂Ir/γ-Al2O3对阿维菌素选择加氢反应研究[J].2007,23(10):1537-1542
[7] 熊晓东等,膦配体钌配合物催化阿维菌素氢化的研究[J].贵金属,2008,29(1),1-4
[8] 范琳玉等,阿维菌素催化选择加氢合成伊维菌素的研究[J].分子催化,2003,17(1),6-9
[9] 马晓艳等,水溶性Rh-BISBIS配合物对阿维菌素催化加氢的研究[J].化学研究与应用,2010,22(1),120-123

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



