长城汽车股份有限公司, 河北 保定 071000
摘要:汽车已成为当下大众化交通工具,随着人们对汽车接触的增多,对其提出了更高的要求,现已不仅仅停留在“可靠、耐久”,而更关注电动化、智能化及驾驶舒适性。EPB产品除满足传统驻车制动器的功能外,还具备结构简单、节省整车使用空间等优点。另外它属于机电一体化产品,相对于传统驻车机构,可通过控制策略实现“AUTOHOLD、坡道辅助起步、溜坡再夹紧、紧急制动”等10余项功能策略。基于此,本文主要对EPB先进制造工艺技术进行分析。
关键词:EPB;先进制造;工艺技术
1前言
EPB制动钳为安全件,若出现失效,将危及人员生命安全,对顾客及公司造成直接财产损失。该产品除功能安全外,还能为顾客提供舒适的驾驶体验,如坡道驶离、自动驻车等功能。EPB技术在2017年之前处于国外垄断时期,产品及工艺技术掌握在天合、大陆、博世等国际知名厂商,且外购成本高,无法满足顾客日益增长的体验需求。
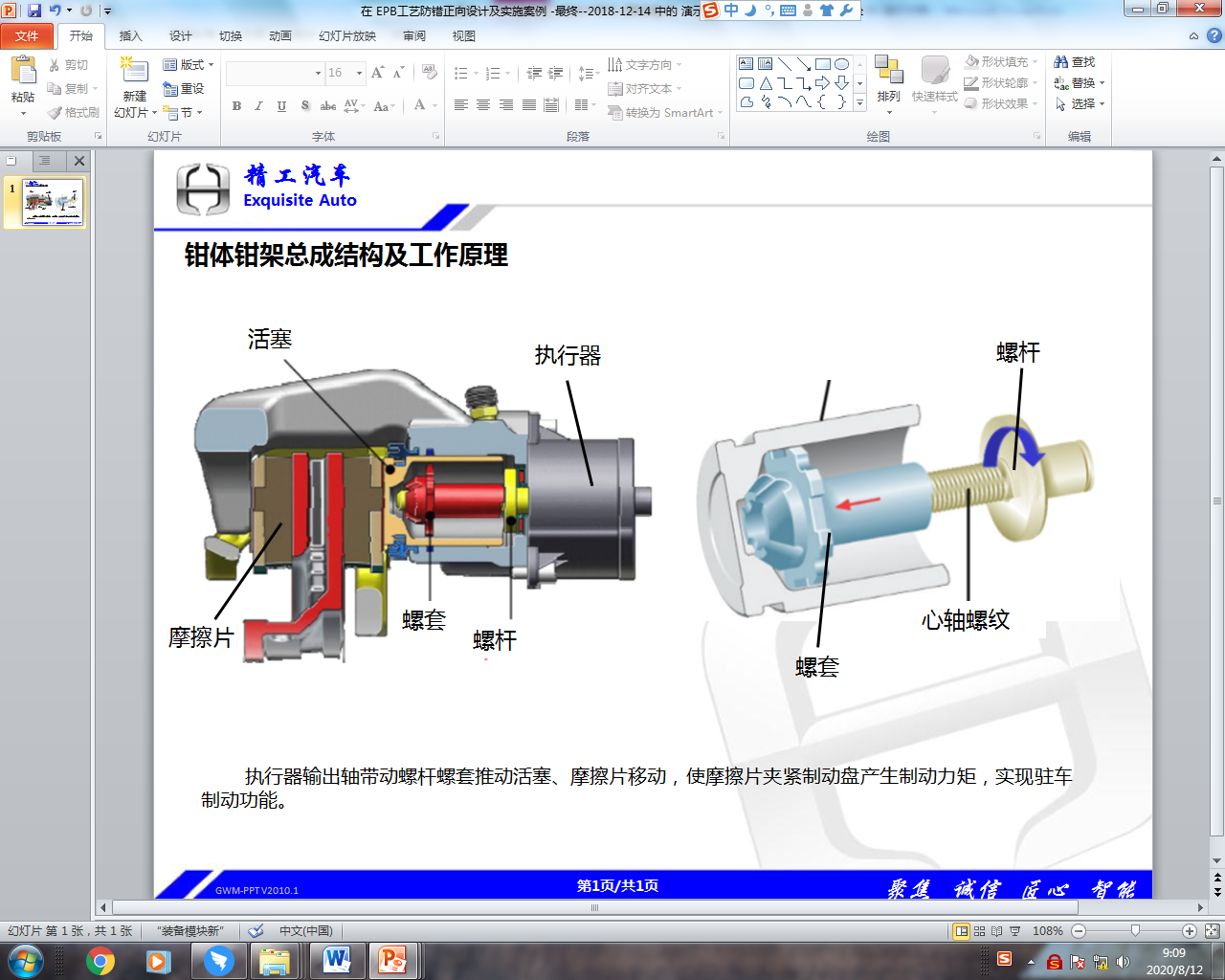
2 EPB制动钳工作原理
EPB接收加紧信号后减速机构(执行器)进行转动,空转一定行程后摩擦片与制动盘接触,该过程以电机提供动力、通过二级齿轮、行星齿轮机构减速增扭后驱动输出轴,输出轴与螺杆相连,推动螺套向前移动,将输出轴转动运动变为直线运动,推动活塞及摩擦片,最终实现加紧制动盘动作。在制动钳加紧后电流随着压力继续增大而升高。全程EPB控制单元诊断模块对电机的电流进行监控。当电流升到规定电流后即达到所需夹紧力,切断电流。当制动钳释放时,执行器执行反转动作,摩擦片靠制动盘旋转与之分离。

3先进工艺流程设计
3.1提升工艺流程先进性
工艺流程设计是生产线建设项目设计的核心,通过对标国际标杆,在此基础上进行制造模式创新、工艺流程优化以及平面布局创新等,EPB生产线由执行器装配线与EPB制动钳装配线构成,线体规划共计9序(执行器装配线7序,合装线2序),实现省人化(6人),节拍12秒/件,线体平衡率95%,经批量生产验证(实际装车达100万台车),从产品质量、运行稳定性等方面达到国际先进水平。EPB生产线工艺流程如下:超声波焊接→电阻焊接→齿轮总成上料→齿轮注脂→激光焊接→效率检测→气密检测→合装→性能检测。
3.2先进焊接工艺与检测方法
EPB生产线涉及超声波焊接、激光焊接、电阻焊接等3种特殊焊接,提升产品焊接效率、质量与强度,涉及检测方法为振动效率检测与EOL检测等,提升了线体的检测水平,确保线体工艺流程的先进性。
3.2.1塑料超声波焊接
a)超声波焊接原理
超声波焊接是一种将电能转化为机械振动能,经传递元件将能量传达至塑料工件之间的接触面,使分子与分子间产生激烈摩擦并瞬间熔化,经保压与冷却后,使其结合为一体的焊接工艺方法。
b)超声波焊接调试验证
执行器总成的电机端盖与下壳体总成进行超声波焊接,塑料超声波焊接效率高(7s),焊接质量与强度高,但焊接参数对焊接质量与强度影响较大,参数设置不合理,会导致产生毛刺、溢料、焊伤、泄漏等缺陷,降低产品的合格率。通过精调焊接参数(触发力、振幅、焊接压力、焊接距离、保持时间)进行批量(2000件)验证,固化焊接参数,提升产品焊接的合格率达100%。
3.2.2金属电阻焊接
a)电阻焊接原理
电阻焊接是使工件处在一定电极压力作用下,并利用电流通过工件时所产生的电阻热将两工件之间接触表面熔化而实现连接的焊接方法。
b)电阻焊接调试验证
执行器总成的电机端子与下壳体总成端子进行电阻焊接,电阻焊接效率高(4s),焊接质量与强度高,但焊接参数对焊接质量与强度影响较大,参数设置不合理,会导致产生焊伤、焊瘤、剥离力小等缺陷,降低产品的合格率,通过精调焊接参数(焊接缓升时间、焊接时间、焊接电流)进行批量(2000件)验证,固化焊接参数,提升产品焊接的合格率达100%。电阻焊接部位
3.2.3塑料激光焊接创新应用
a)激光焊接原理
激光焊接指借助激光束产生的热量使塑料接触面熔化,进而将热塑性片材、薄膜或模塑零部件粘结在一起的焊接技术。
b)激光焊接调试验证
执行器总成的上壳体与下壳体总成进行激光焊接,激光焊接效率高(6s),焊接质量与强度高,但焊接参数对焊接质量与强度影响较大,参数设置不合理,会导致产生焊伤、飞边毛刺、强度不足与泄漏等缺陷,降低产品的合格率,通过精调焊接参数(焊接设定最大时间、保压时间、保压后设定最小熔深、焊接功率、焊接压力等)进行批量(2000件)验证,固化焊接参数,提升产品焊接的合格率达100%。
3.2.4执行器总成振动与效率检测
a)振动与效率检测创新应用
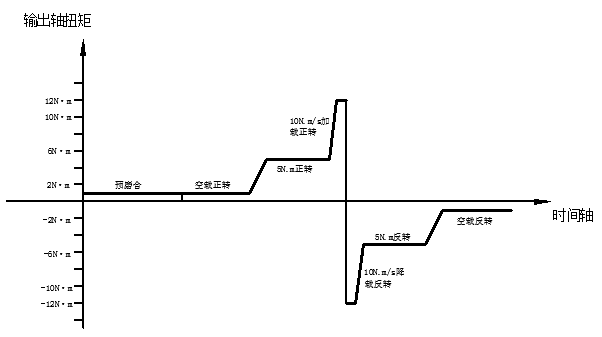
通过伺服电机+扭矩传感器做为模拟负载,设计检测程序,模拟实车状态下预磨合、空载、加载工况下的输出扭矩,共计检测10个阶段26个参数(振动峰值因数、峰值、峰度等),判定产品的性能与效率。如下图所示:
b)振动与效率检测功能
①预磨合检测阶段:模拟检测执行器预磨合工作状态下的性能;
②振动检测阶段:模拟检测执行器在工作状态下的振动情况,通过电流、扭矩、振动峰值因数、峰值与峰度等检测值判定零部件装配状态;
③效率检测阶段:模拟检测执行器实际工作状态下效率,检测电流范围值。
通过振动与效率检测,实现性能缺陷件零流出。
3.2.5 EPB制动钳总成EOL检测创新应用
a)EOL检测
通过压力传感器与检测程序,模拟实车状态下驻车力,通过检测空载电流、夹紧力与夹紧电流等15个参数,判定EPB制动钳总成驻车制动、动态紧急制动、自适应辅助起步、滚动再夹等功能,通过EOL检测曲线,能够分析EPB制动钳总成各个阶段的工作状态。
b)EOL检测功能
①夹紧过程开始阶段:模拟检测EPB夹紧开始阶段的性能;
②空载测量阶段:模拟检测EPB总成空载电流能否满足驻车性能要求;
③夹紧阶段:模拟检测EPB总成在夹紧阶段性能,过程中检测夹紧力与夹紧电流,通过检测值来判定实车状态下的夹紧性能,避免夹紧力过小的缺陷件流出,造成驻车力不足;
④保持阶段:电机停止后,需再次测试夹紧力,总成必须保持一定时间,在此期间,模拟测试夹紧力降低值,要求降低值不允许超过500N,否则会导致驻车力下降过大,造成驻车力不足;
⑤释放阶段:模拟检测EPB总成在释放阶段性能,检测释放时间与临界力,通过释放时间与临界力等检测值来判定实车状态下的释放性能,避免释放时间过长的缺陷件流出,造成驻车释放时间长,影响驾驶感。
通过EOL性能检测,能在装车之前对EPB性能进行检测验证,实现了性能缺陷件零流出,发挥线体最大检测能力。
4结语
随着科学技术的发展和智能化、网联化、电气化在汽车工业的迅速发展,EPB作为取代传统驻车制动的新兴技术,可最大程度提高驾驶员的舒适性,随着车辆的普及,技术的逐渐成熟,制造成本的控制,集成式EPB系统必将逐渐受到越来越多用户的接受与欢迎。
参考文献:
[1]王超勇.车辆电子驻车制动(EPB)控制系统的硬件设计研究[D].南京:南京理工大学,2009.6
[2]赵育良.车辆电子驻车制动系统(EPB)的软件设计研究[D].南京:南京理工大学,2009.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



