广西柳州钢铁股份有限公司棒线型材厂 545002
摘要:产品实物质量检验判定结果存在各种差异的原因分析并提出对产生差异的解决措施以及取得一定的效果,为以后的质量判定工作提供借鉴的思路和方法。
关键词:产品实物质量 判定结果差异 解决方法
在产品实物质量检验判定过程中,由于国标、内控标准和检验技术规程的一些内容陈述不够具体,或检验员对国标、内控标准和检验规程中有关检验判定要求的内容理解存在一定差异,或不同用户对于同一种产品的质量要求及接受程度各有不同需求等情况,影响到实际工作中实物质量检验判定结果,有时甚至可能误导生产车间对质量把控的导向,最终导致用户质量投诉及造成经济损失。
一、存在的问题与原因分析:
1、与用户使用要求的差异化
比如带肋钢筋Φ25㎜,成品错孔造成的缺陷----钢筋内径圆形状两半不同轴稍微错开,使内径截面呈椭圆状,如图二。某一水利枢纽工程的用户以套筒对接两根直条带肋钢筋Φ25㎜时(如图一),因套筒按国标批量性加工,带肋钢筋现场开牙后与标准套筒将无法扭进去连接。而有些工程用钢时钢筋的端部采用是工艺焊接连接的,对端部横截面形状、尺寸要求弱化这方面的要求。因此,同一规格品种的产品因用户需求差异化的使用会增加检验员判定的难度。

图一:端部开螺牙用套筒对接
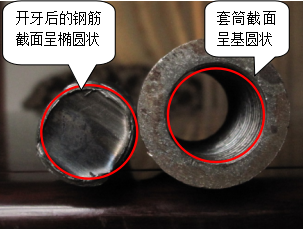
图二:内径错孔的产品开螺牙后端面外形-椭圆型
2、对国标、内控标准和检验技术规程的理解差异而产生个体判定的结果的差异。
实际工作中,质量部的检验员与棒线型材厂的检验员理解标准、规程也有不同。比如:小结巴、麻面、孔型磨损的程度(通常称为孔老)等缺陷内控没有统一的判定标准。而国家相关质量文件、标准对这些缺陷的形貌大小、深浅程度、分布范围等统一的判定标准的描述也比较模糊。
比如:有关孔型磨损的钢筋成品表面质量的判定标准。涉及孔型磨损影响钢筋成品表面质量的内容有:1)钢筋表面呈肉眼可见的凹凸不平,表面部份出现很明显的细小凹槽(图三:孔型磨损的钢筋表面与孔型正常的钢筋表面对比);2)孔型磨损造成钢筋内径尺寸变化。3)孔型磨损造成钢筋横肋高度差值多少时或两边纵肋宽度变化程度时要求换孔。

图三 孔型磨损的钢筋表面与孔型正常的钢筋表面对比
标准描述模糊与实物表面质量情况使检验判定工作中遇到问题时只有依靠经验来处置,这样的结果会使不同检验员产生不同检验判定标准。
3、生产车间的员工对当班检验出的相似产品缺陷处置结果的理解差异
在实物产品判定时,由于同一种类型的实物质量缺陷不同时间、不同的生产线产生的缺陷形状大小、形貌、位置也可能不一样,这就影响着检验员的判定,或同一种类质量缺陷不同检验员把握尺度不同而会产生不一样的判定结果。
4、检验员技能的差异引起判定结果的差异
首先,有一些检验员是转岗过来的,或有一些原来不是轧材系统的检验员由于经验不足、培训不到位而对质量的判定结果也会产生差异。
其次,一部分员工进入检验岗位时所跟的师傅技能各异,又没有统一的培训教材,自然带出来徒弟的水平也就参差不齐。一些产品实物质量缺陷的形貌,学徒几个月甚至更长时间都没有见过,更从何谈起去判定了。
二、处理措施:
上述情况造成产品判定结果的差异会影响生产,给生产造成一些障碍。因此采取下列措施:
1、树立产品大质量观,其核心是柳钢产品的品牌放在第一位。
这实际上是质量工作管理的导向。终端的产品质量优劣与否不仅取决于生产工艺和日常操作,坯料质量的好坏也是至关重要。因此,在质量闭环管理过程中应树立一个大的质量观,不仅仅局限于本岗位、本单位;当产品质量与利益产生矛盾时,局部服从整体,个体服从集体。
2、时刻满足客户的需求。
在标准、政策下满足客户的个体化要求。了解市场,主动为客户潜在的个性化需求提供有利条件。比如:棒线型材厂高线盘圆公差轧制差异化、盘螺实施负偏差轧制、圆钢的圆度控制的差异化,不断满足客户需求。
3、充分利用系统数据为产品质量的个性化需求提供基础。
长材的市场竞争强烈,属于买方市场。以用户走访或电话沟通等多种方式收集客户需求的信息,充分利用数据分析、行业的发展与政策的导向,挖掘客户的潜在需求,开发更多的产品来满足个性化客户。
4、扎实完善公司、各个单位的相关质量管理制度,提升制度的执行力。
首先,迫切需要对产品实物质量缺陷的判断标准进行细化、量化、优化,建立统一的判定标准。
其次,加强对直接涉及产品质量的相关岗位进行系统培训。尤其是直接面对成品质量的控制与把关的人员。对职工技能的培训内容提出系统要求,如培训内容有标准的培训、产品质量管理制度的培训、质量异议处理内容的培训、客户使用产品情况的培训等,培训的结果与实际应用相配合。
第三,各个部门的经济责任制的完善。根据实际的市场情况、生产情况、操作人员的情况等加以细化、量化。
第四,建立信息闭环。产品信息在各个单位内形成一个信息闭环,在公司各个单位形成闭环。产生产品质量异议后,以经销公司为引点,以质量部、技术中心为主导,各个相关单位协助处理解决,然后把处理结果反馈到用户。
第五,建立《争议处理检验规则》,当供需方对常规检验结论发生争议时,用来指导质量检验,这也包括对同品种、同规格而用户多样化的使用要求时产生质量异议处理方法补充。
三、结束语
通过各个部门的努力取得了较好的结果,如完善了《高线小结疤判定标准》,使2018年下半年的高线小结疤质量异议基本解决。但也有不足之处是存在一些判定难点,如用户需求产品质量的多样性、差异化对同一规格品种的产品质量要求的差异可能引起质量异议的产生。
参考文献:
1、强十涌,乔德庸,李曼云 .《高速轧机线材生产》.(第2版)冶金工业出版社,2009 :392~393、403~404
2、沈茂盛,李曼云. 《型钢生产知识问答》. 冶金工业出版社,2003:335-338
3、《棒线型材厂产品实物质量图谱》棒线型材厂自编 2014

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



