摘要:新疆中泰矿冶有限公司是具有年产138万吨电石、130万吨石灰,年发电43亿度煤电煤化工循环经济产业园。众所周知,电石生产过程中存在较大的危险性,以往单纯采用传统的人工控制会带来巨大的安全隐患,因此应用连锁控制技术,实现安全设施的联锁防护,对电石生产的安全管理具有重要意义。
关键字:连锁报警;安全设施;电石行业;工业应用
前言
安全设施是指企业(单位)在生产经营活动中将危险因素、有害因素控制在安全范围内以及预防、减少、消除危害所配备的装置(设备)和采取的措施。安全设施分为预防事故设施、控制事故设施、减少与消除事故影响设施。本文结合我公司近年来对安全设施的自动化、连锁控制优化管理经验,通过对现场危险环境因素分析,不断优化实现安全管理展开分析。
1 工艺设备
新疆中泰矿冶有限公司电石生产,采用simaticpcs7控制系统,通过该系统实现电石炉自动上料控制、电石炉过程自动控制、炉气净化系统控制、炉压及炉气处理系统控制,以及电石炉出炉转运控制。
2 各类安全设施的应用
在电石生产过程中,电石炉料仓料位检测是密闭电石炉自动生产线的一个重要组成部分,料仓料位过高,严重时会造成环形加料机故障;料位过低或放空,会造成炉内高温CO气体因料封不足造成气体逸出发生燃爆事故。所以传统人工检测料位,无法满足电石安全生产需求。因此,实现料位精准检测对电石安全生产至关重要。
2.1阻旋式料位仪的应用
2013年以前,中泰矿冶电石厂在电石生产中,使用阻旋式料位计在电石炉三楼半进行料位检测。该控制器采用机电位控原理,接触测量料位,当料仓内叶片部位无料时,料位器通电,指示灯亮,叶片逆时针旋转;当料仓内叶片部位有料时,叶片旋转受阻,控制信号转换,随之断开料位器电机电源,此状态一直维持到叶片部位无料,料位器自动复位,电机电源接通,指示灯亮,叶片开始旋转,控制信号切换。但因其其安装环境存在有毒(CO)气体、高温等危害因素,在安装维护过程中,人员长期暴露在危险环境中,给维护人员带来较大安全隐患。同时,接触型的料位计,在使用过程中,因物料卡塞以及物料对对缆绳具有较大的下拉力,造成设备检修频率过高,不能准确测量料位实际情况。为进一步将人员在有毒有害环境中解放出来,同时降低生产维护成本,公司不断摸索试验,最终采用E+h雷达料位仪实现精准安全检测。
阻旋式料位开关的原理是采用交流微电机经减速后,带动监测叶片慢速旋转,当物料的料位上升使叶片的转动受到阻挡时,检测机构便围绕主轴产生旋转位移。此位移首先使一个微动开关动作,发出有料的信号。随后另一个微动开关动作,切断微电机的电源使其停止转动。只要仓内的料位不变,此种状态便将一直保持下去。阻旋式料位开关适用于现代工业生产过程和仓储部门,用于对敞开式容器内粉状及颗粒状物料进行料位监测或控制,具有以下特点:主要外露部件均由不锈钢、铝合金或上等工程塑料材料组成,具有防粉尘、防潮和耐腐蚀及对环境无污染的优点。在食品加工、粮食仓储、及工业高尘等恶劣环境均可使用2输出轴采用了过载保护装置,可以有效地避兔由于使用不当或非正常外力对电机及减速器所造成的破坏。为适应各种物料的不同比重和便于安装调整,设置了灵敏度的五档调节装置和可供选择的两种安装方式及多种监测叶片规格;具有过热保护装置可在250摄氏度以下的环境中正常工作
图 1 阻旋式料位仪安装位置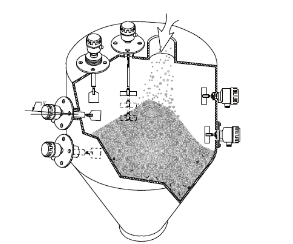
2.2 E+h雷达料位仪的应用
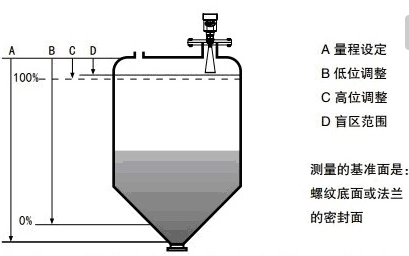
电石生产所需的原料均为颗粒状物料,根据原材料通过上料小皮带经刮板分料,将原材料分布在环形加料机仓里,在自由落体下,形成物料的安息角,但也有反射界面,根据入料所形成的物料安息角和表面情况,在确定有效量程后,采用非接触型的雷达料位计,即带有棒形或号角形天线的料位计。通过雷达料位检测仪的回波测距原理,发射天线向被测目标发射微波,被测目标的微波被接收天线接收,经信号处理器将发射信号与接收信号比较,计算出被测距离,并可算出相应的物位值,并通过系统程序连锁形成组态报警画面,再给某一料仓加料时,通过雷达检测将信号发达、转换并将信号远传至计算机,配料工通过观察电脑组态画面料位显示,实现料仓高、低料位监控,确保料位符合工艺要求,安全可控。
图 2 E+h料位仪安装位置
 2.3 氢氧分析仪连锁控制的应用
2.3 氢氧分析仪连锁控制的应用
在电石生产过程中,当电石炉通水部件漏水滴落在生料上时,造成生石灰消化,粉末量增加,影响炉料透气性,塌料频次增加;与碳元素发生还原反应生成氢气,引发氧化反应,放出热量炉气温度上升造成设备损坏。当大量漏水时,冷却水进入熔池与半成品或成品发生反应形成乙炔气,在开炉门检查过程中容易发生爆炸,造成人员伤亡。而密闭电石炉因炉盖阻隔,管理人员无法观察炉内情况,因此利用组分分析仪器进行炉气成分含量监测,可以较为准确地判断炉内漏水情况,并于监测报警设施与紧急处理设施进行连锁,当氢含量持续≥12%时,触发语音报警设施,提醒岗位人员关注炉况;当氢含量≥15%时,持续报警输出,岗位人员严禁活动电极,当氢含量持续≥18%时,与电石炉急停按钮连锁,电石炉紧急停电,当氢含量大于12%时我们电脑语音报警提醒操作人员关注炉况,如果持续升高,超过18%,为避免恶劣情况进一步发酵,连锁将直接触发急停,让现场人员及时检查确认氢含量高的原因。
3 结束语
现在电石行业的生产逐渐朝向密闭化和大型化发展,这样的条件下生产装备技术水平也在不断提高,容量在不断增加,自动化控制技术可以有效提高效率,提高生产稳定性,因而有着良好的参考价值。
参考文献:
[1]江军. 电石安全生产节能技术与工艺[H]. 化工工业, 2020.(1), 497(04):30-31.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



