徐鹤 陈浩 白银海 王赵阳 张秋玢
北京卫星制造厂有限公司 北京 100094
文 摘 本文以热固性树脂基复合材料工字梁框架的成型技术为研究对象,通过硅橡胶热膨胀模塑法成功制备符合要求的复合材料工字梁框架。探讨了工艺间隙在硅橡胶热膨胀法成型制件过程中的影响和计算方法并通过实验与理论相验证。
关键词 碳纤维,工字梁框架,硅橡胶热膨胀法,成型技术,工艺间隙
中图分类号:V423.42
Research on Molding Technology of Carbon Fiber Composite I-beam Frame Based on Thermosetting resin
XU He1 CHEN Weiqiang1 YAN Liang2 TAO Jibai 1 CHEN Hao1
(1 Beijing Spacecrafts, Beijing 100094)
(2 Beijing Institute of Spacecraft System Engineering, Beijing 100094)
Abstract The research is based on the molding technology of the thermosetting resin matrix composite I-beam frame. The composite I-beam frame, which meets the requirements, is successfully prepared by the thermal expansion molding of silicon rubber. The influence of process gap on the thermal expansion process and the calculation method were discussed and experiments and theories are mutually validated.
Keywords Carbon fiber, I-beam frame, silicone rubber thermal expansion method, molding technology,process gap
碳纤维复合材料以其优异的比强度、比刚度、比模量等优异性能在航空航天领域得到了越来越广泛的应用,并逐步由次承力结构、零部件向主承力结构、整体结构件方向发展。设计的结构件尺寸大、形状复杂,强调整体性并在重量上有严格的要求,框架是满足这些需求的首选。框架强度高、刚性好、质量轻,有足够的安装面与其他部件相连接;在基本构型不变的情况下组合结构设计形式可以多样化,满足不同空间的结构形式要求,实现了强度和结构形式兼得的目的,其成型的精度要求和结构复杂程度也越来越高。
框架中常用的工字梁框架属于加筋结构,当前对于加筋结构复合材料的成型主要有两种方法:真空袋-热压罐法及硅橡胶热膨胀法。
真空袋-热压罐法是复合材料生产中常用的成型方法,适用于复杂型面结构及各类加筋结构制造[1]。但是该法一方面需要使用热压罐成型,设备本身造价高昂、使用成本高;另外一方面加压过程中需要在产品表面贴合软模以保证传递压力均匀,一般结构较为复杂的结构件,软模制作起来更加复杂,一旦软膜与产品不贴合或在加压过程中出现移动、褶皱等将影响产品的质量。
相比于真空袋-热压罐法,热膨胀法只需要普通加热设备如烘箱对产品加热[2],不仅在设备成本造价方面有了巨大优势,同时还省去了软膜和真空袋等辅助手段。另外成型模具一般是产品的最外轮廓,对模具的要求是有较好的刚度即可,这样更加减少了成型前期的设计工作。这种工艺成型复杂结构件如加筋、盒装等结构在各方面具备相当大的优势。
使用热膨胀法工艺成型须设计阴模模具,同时制备芯模。阴模为金属材料,模具内腔为制件的外形,同时考虑到阴模热膨胀带来的尺寸差异[3]。芯模一般多为硅橡胶膨胀模,其外形为复合材料制件的内腔体形状的比例缩小,这个缩小量称为工艺间隙。硅橡胶膨胀后将工艺间隙完全填满。工艺间隙在整个成型过程中的关键作用是控制加压时机和压力的大小。
热膨胀法工艺成型原理是将预浸料预制为坯件,装在阴模的模腔内,芯模装在坯件中,整体模具封装后定位紧固。加温后,芯模受热膨胀产生压力,在适当的时机作用在各接触面以提供制件成型压力。由于芯模的材料各向同性,热膨胀是向各个方向的,能够做到对各接触面的均匀施压,兼顾死角区域,芯模型面与产品高度贴合[4]。
针对多个单元组合成型的复杂构件内部加筋结构件如工字梁框架,热膨胀法工艺成型法即将预浸料预置为多个单元坯件,热膨胀芯模预制为多个单元体,逐个装入后封装紧固。随着温度的升高,芯模受热膨胀产生压力作用在制件与芯模接触面。但是膨胀芯模在高温加压段膨胀压力较高,且多个单元芯模同时膨胀相互间作用力不易控制,所以芯模尺寸的计算需要考虑多方面因素并尽量精确。目前对于硅橡胶热膨胀量也就是工艺间隙的控制多是通过理论加上实践经验来获得,对于复杂构件的热膨胀模成型研究更是少之又少。本文针对多个单元组合成型的复杂构件内部加筋结构件—工字梁框架,探讨了硅橡胶热膨胀法成型的可行性以及工艺间隙在硅橡胶热膨胀法成型制件过程中的影响和计算方法。
1.1材料及设备选用
双组分室温硫化硅橡胶:R-10301,北京博纳金山科贸有限公司;碳纤维:M55JB-6K-50B,上海汇功国际贸易有限公司;环氧树脂:WSR648,北京塞恩特经贸有限责任公司。R-10301的基本性能参数见表1。胶料黏度低,流动性较好,适合各种异型体浇注。使用设备:恒温烘箱、A超声扫描仪USDl5。
表1 R-10301硅橡胶主要性能参数
Tab. 1 The main performance parameters of R-10301 silicon rubber
R-10301硅橡胶 | |||||
密度 (g·cm-3) | 线膨胀系数 (K-1) | 体膨胀系数 (K-1) | 拉伸强度 (MPa) | 断裂伸长率 (%) | 使用温度 (℃) |
1.3 | 2.54×10-4 | 6.32×10-4 | 5.0 | 300 | -40~250 |
1.2模具设计及制造
整体固化工装(成型阴模)采用普通45#钢,单元铺层工装和硅橡胶灌制模(芯模)采用铝2A12T4。
(1) 整体固化工装的制作
整体固化工装结构能够承受硅橡胶膨胀产生的压力并要计算出金属膨胀量以便进行模具内腔尺寸(以产品外形尺寸为依据)的适当调整。
(2) 单元铺层工装的制作
根据产品多个单元内腔尺寸设计单元铺层工装外形尺寸。
(3) 芯模的制作
根据预留的工艺间隙制作尺寸合适的 “盒子”灌制硅橡胶,硅橡胶成型后脱模取出后续待用。
硅橡胶液态双组分的比例为10:1(质量比)。两种组分混合后在真空下充分搅拌,排除胶液的气泡,灌制后,静置2 h脱泡。室温硫化24h之后在烘箱中加热后处理:模具升温速度为 1.5-2℃/min,升温至100℃,保温0.5h,后升温至190℃~200℃,保温时间1.5h,之后随炉温冷却至室温。
1.3试验件制作
将工字梁产品分解成上翼板、下翼板和中间部分的双 “C”单元。将多个单元分别在单元铺层工装上铺叠预成形,将上、下翼板铺叠预成形(在平板上进行即可),之后将这些单元和上下翼板利用整体固化工装组装在一起,同时将硅橡胶芯模装入,使产品成为一个整体的预制体,封装固定到位后整体送入烘箱一次固化成型。当前航天产品框架类的设计厚度一般为3~5mm,既可满足强度要求又能够达到减重效果。本次制作试验件理论厚度为3mm,图1和图2分别为铺层示意图和成型工艺流程。
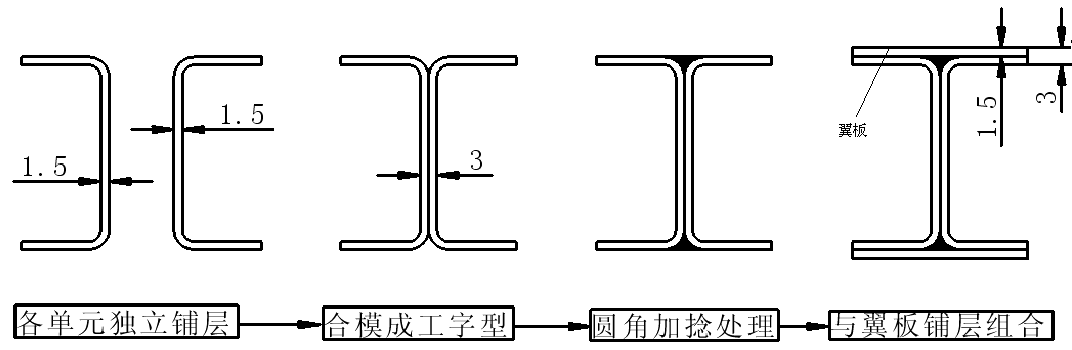
图1 铺层示意图
Figure. 1 Layer diagram
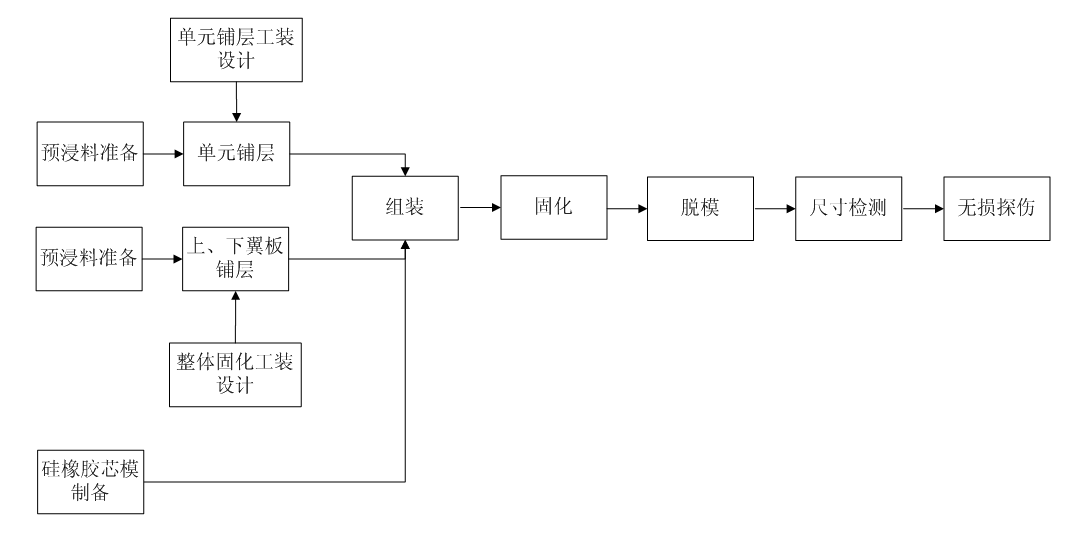
图2 框架热膨胀成型工艺流程
Figure. 2 Thermal expansion forming process of truss
1.4检验与测试
检验制件外观质量,表面不应有褶皱、裂纹和大于0.25mm的凹凸;使用超声A扫描检测制件内部成型质量,按照GJB2895-97A级要求(每155cm2区域内累计缺陷不得大于10%)判定制件是否合格。
2.1工艺间隙计算
复合材料中树脂凝胶时的压力对于产品的外形尺寸、树脂含量、表观/内部质量和力学性能都有很大影响。硅橡胶芯模作为传递压力的介质,其自身的热膨胀系数较大,在产品固化前期,由于温度升高自身膨胀,挤压产品,对产品起到预压作用,硅橡胶热膨胀加压示意图如图3所示。芯模过早提供压力,容易造成树脂流失严重,产品出现贫胶缺陷。芯模晚于树脂凝胶点之后产生压力容易造成欠压固化,产品出现纤维疏松缺陷。因此硅橡胶芯模体积的计算和设计是热膨胀工艺法的关键。工艺间隙设计的最佳情况就是在树脂发生凝胶时,硅橡胶开始对制件施加压力。但由于多种影响因素的干扰,尤其是当框架的内部尺寸变化较大或单元间尺寸极其不均匀时,要准确控制工艺间隙较难。
为了准确地把握芯模作用于产品表面的加压时机和压力大小,必须要在芯模与产品之间预留一定的工艺间隙。受热后的芯模首先经历自由膨胀,到了加压点温度时芯模将工艺间隙填满,然后才对产品产生压力。工艺间隙的确定是整个工艺成型过程的核心。对于硅橡胶芯模从室温T0上升到加压点温度Tg时,自由膨胀体积V2R可用下式表示:
V2R=V0R[1+aVR(Tg-T0)] (1)
式中:V2R—在加压点温度Tg时硅橡胶芯模体积;
V0R—在室温T0时硅橡胶芯模体积;
aVR—硅橡胶体积膨胀系数,K-1;
T
g—加压点温度;
T0—室温。
Pg=K(ΔV/V2R) (2)
式中:Pg—Tg时硅橡胶芯模提供压力;
K—硅橡胶体积弹性模量;
ΔV—产生压力的硅橡胶芯模体积。
L=(V2R-V0R-ΔV)/S (3)
S—Tg硅橡胶芯模与产品接触面面积;
L—理论工艺间隙
在最终含胶量一定的情况下,不同厚度的制件在加压点温度Tg时需要不同的压力,也就是硅橡胶芯模提供的压力Pg。工艺间隙与板厚(决定了Pg值)、框架内腔尺寸(决定V0R、S值)存在直接关系。在假设复合材料框架不变形或整体变形一致的情况下,代入与板厚相符的经验值Pg,框架内腔尺寸相关的V0R、S值,通过式(1)、 (2) 、(3)计算得出理论工艺间隙。但实际上工程应用时,工艺间隙的计算量还受到框架内单元结构尺寸/体积差、预浸料压缩量、变形量及其他众多因素的影响,工艺间隙最终可以通过实验修正来进行适当调整。
将本实验制件尺寸、压力经验值及硅橡胶参数分别代入式(1)、 (2) 、(3)中计算,得出工艺间隙为4.5mm,考虑到其他因素可能产生的影响,分别将本实验的工艺间隙设定为理论工艺间隙的20%数量级增减的数列:2.5mm、3.5mm、4.5mm、5.5mm以及6.5mm。图3是硅橡胶热膨胀加压示意图,工字梁两侧装入硅橡胶软模,上下翼面加盖金属盖板。
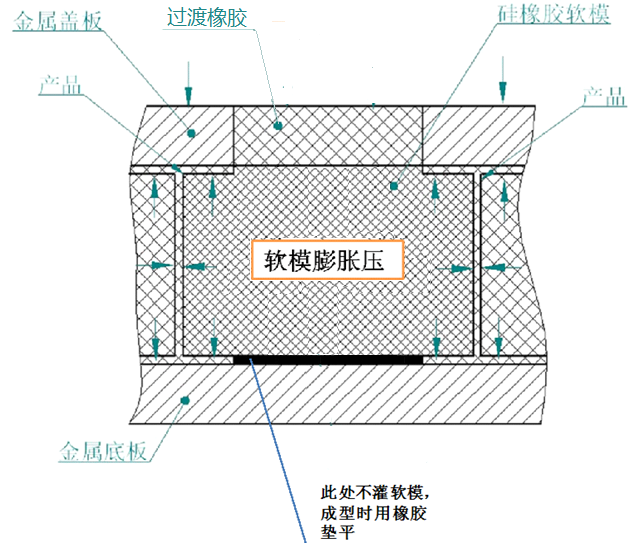
图3 硅橡胶热膨胀加压示意图
Figure. 3 Schematic diagram of thermal expansion and pressure of silicone rubber
2.2固化工艺
表2固化制度
Table. 2 Curing system
温度℃ (升温速率1~2℃/min 降温速率≤1℃/min) | 室温~80 | 80~125 | 125 | 125~165 | 165 | 降温至室温,撤压 |
保温时间(h) | / | / | 0.5 | 2 | / | / |
表2是烘箱成型常规碳纤维/环氧树脂制件的固化制度。在固化过程中硅橡胶热膨胀经历了四个阶段①室温~80℃自由膨胀段,芯模体积膨胀填充工艺间隙;②80~125℃初始加压段,芯模膨胀挤压预浸料;③125~165℃,芯模保持膨胀,制件达到设计尺寸后芯模在165℃恒温下保持体积不变,对制件的压力恒定;④降温降压段,随温度下降,芯模快速收缩,压力迅速减小[5]。
2.3测试结果与讨论
制件的厚度、含胶量以及工艺间隙的曲线变化如图4所示。研究图4可以发现:随工艺间隙的增大,制件的含胶量与厚度逐渐增大,且含胶量和厚度的变化线性一致。这是因为较大的工艺间隙有相对足够的膨胀空间,当制件表面甚至内部树脂已经发生了一定程度的固化时,硅橡胶还没有开始对制件进行施压,这使得制件内的胶液无法流出或挤出,含胶量变高,厚度增大;同时胶液内部的气体无法及时排除,产生孔隙等。但工艺间隙过小也会有不利的影响,树脂还未到凝胶点时,硅橡胶已经开始对制件进行施压,过多的树脂被挤出,使得制件的含胶量过低、厚度尺寸不足;同时纤维缺少足够的树脂包裹,产生疏松、分层等缺陷。工艺间隙过大或过小都影响制件性能。
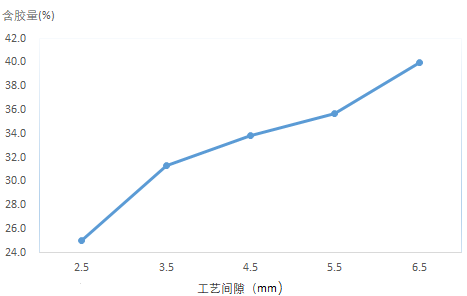
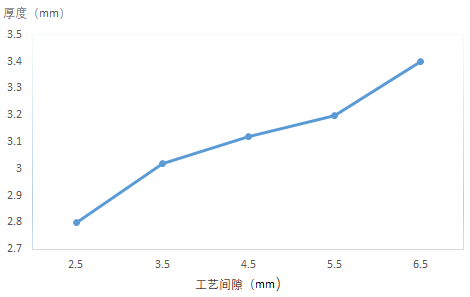
图4含胶量、厚度与工艺间隙的关系
Figure. 4 Gap of the relation between adhesive content, thickness and process gap
超声检测结果与理论分析相互印证。表3中给出了制件的无损检测结果。工艺间隙过大或过小时,制件外观可见贫胶或富树脂,超声检测制件内部存在孔隙、分层、疏松等缺陷;合适的工艺间隙下,制件无论外观质量及内部质量均合格,由于各个位置都能加压到位,R角位置与其它位置厚度一致,无褶皱和胶瘤,局部照片见图5。
表3制件不同工艺间隙无损检测结果
Table. 3 Non-destructive testing results of different process gaps
工艺间隙(mm) | 外观质量 | 超声检测结果 |
2.5 | 有褶皱、裂纹和大于0.25mm的凹凸(贫胶) | 孔隙率超差 |
3.5闫亮 | 无褶皱、裂纹和大于0.25mm的凹凸 | 合格 |
4.5 | 无褶皱、裂纹和大于0.25mm的凹凸 | 合格 |
5.5 | 无褶皱、裂纹和大于0.25mm的凹凸 | 合格 |
6.5 | 有大于0.25mm的凹凸(富树脂) | 分层、疏松面积超差 |

图5制件R角成型状态
Figure. 5 R angle forming state of the part
目前该类制件含胶量要求一般为32±2%,厚度偏差不超过0.1mm。试验中按3.5mm工艺间隙制得的制件含胶量为31.3%,厚度为3.0mm;按4.5mm工艺间隙制得的制件含胶量为33.8%,厚度为3.1mm。3.5mm和4.5mm工艺间隙含胶量和厚度数值均与设计要求相符,同时超声检测结果也合格。可见准确的加压点和压力值控制可以比较准确地计算出工艺间隙并指导实际应用,反过来也可以通过试验和检测结果相结合的方式进行调整以达到理想的制件厚度和含胶量。
采用热膨胀法制作工字梁框架,得到以下结论:
(1)采用硅橡胶热膨胀工艺可以成型工字梁框架结构,制件外观质量和内部质量合格, R角处加压到位,厚度与其它位置厚度一致;
(2)工艺间隙的控制是影响热膨胀成型工艺的重要因素。工艺间隙过小则加压时机过早,纤维上无法包裹充分的树脂,制件含胶量过低,厚度偏薄;工艺间隙过大,则加压时机滞后于树脂凝胶时机,容易导致制件外观上富树脂,内部产生分层、疏松等缺陷,且厚度与设计值相差较大;
(3) 工艺间隙可通过理论计算获得,通过实际试验和检测结果进行修正。
参考文献
靳武刚. 热膨胀硅橡胶在复合材料成型中的应用[J].塑料科技,2003, (2): 4-6.
张艳芳,刘志杰,胡克伟,等. 硅橡胶热膨胀法成型复合材料制件的研究[J].塑料工业,2014,42(12): 55-58.
靳武刚. 复合材料热膨胀成型工艺研究与应用[J].工程塑料应用,2003, 31(4): 26-28.
刘志杰,张艳芳,胡克伟,等. 硅橡胶热膨胀法制作复合材料加筋面板[J].玻璃钢/复合材料,2010,42(12): 54-56.
靳武刚. 复合材料热膨胀成型工艺研究[J].2002年中国工程塑料加工应用技术研讨会,2004,222-224
作者简介: 徐鹤,1984年出生,硕士,主要从事航天产品结构及工艺研究。
9

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



