江苏中核华兴特殊建筑工程有限公司 江苏 211400
[摘要]
容器制造厂从混凝土容器和金属容器质量管控方面着手,全面提升项目管理水平,主要对400L金属桶容器施工质量,优化施工工艺等方面进行管理,重点抓好施工过程中的过程控制和质量保证措施,优化施工工艺。做到精细管理,进一步完善管理制度、规范管理行为、堵塞管理漏洞,鼓励创新思维,有效提高容器质量。
[关键词] 质量;金属桶;制造工艺;过程控制
[引言]使400L金属桶制作有章可循,使制作过程控制规范化,保证制作过程的质量;对内、外提供文件化的证据;作为持续改进质量管理工作的基础和依据;指导班组制造活动,用作学习与培训教材,以提高人员素质和技术水平。
400L金属桶分为碳钢金属桶和不锈钢金属桶两种,其中:碳钢金属桶材质为热轧和冷轧碳钢板,牌号分别为Q235B和DC01,不锈钢金属桶材质为不锈钢板,牌号为022Cr19Ni10。两种型式金属桶外形尺寸一致,存放废物不同。
桶体主要由桶口法兰、桶身、桶底和底座筒体四部分组成。桶身环筋距桶体上口为325mm,间距为370mm,环筋高7.5mm、宽95mm。桶身由厚度2mm的整张钢板卷圆、焊接成筒状,再经涨筋后完成桶身的制作;法兰用锻件金加工而成;桶底由厚度5mm的钢板冷切割、拉伸而成;底座筒体由10mm×25mm(厚度×宽度)钢带卷圆焊接而成。各部件检验合格后组装成一个桶体。
桶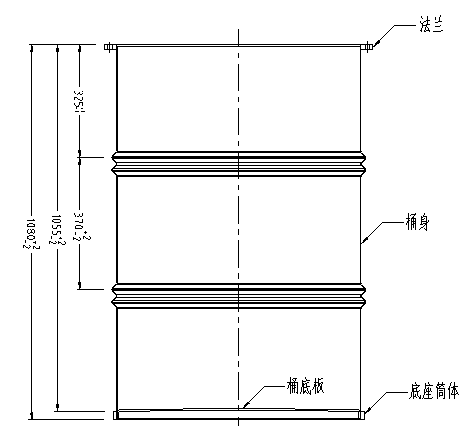 体及各部件详见图1:400L金属桶桶体示意图。
体及各部件详见图1:400L金属桶桶体示意图。
图1:400L金属桶桶体示意图

号料、切割

法兰金加工
法兰检验
桶体组装
组装检验
环缝1焊接
环缝1检验


环缝3焊接
环缝3检验
环缝5焊接
环缝5检验
环缝4焊接



防腐涂装
标识、包装
出厂验收
图2:桶体制作工艺流程图
板料→剪板→卷圆→点焊→缝焊→涨环筋→桶身成型
1、桶身下料尺寸表如表5。
表5:桶身下料尺寸表(单位为毫米)
名称 | 材质 | 厚度 | 下料尺寸(偏差) | 对角线符合尺寸 | 检查工具 |
400L碳钢金属桶 | DC01 | 2 | 2206*1076(±1) | 2454±2 | 钢卷尺 |
400L不锈钢金属桶 | 022Cr19Ni10 | 2 | 2206*1076(±1) | 2454±2 | 钢卷尺 |
2、下料前要按尺寸要求调整剪板机刀口间隙和定尺挡板,并保证工作可靠,下料时材料一定要靠实挡板。下料时应先将不规则的断头切掉。
3、把钢板放置剪板机的工作台面上,用标定的卷尺测量划线。测量时,以100mm为起点,确认无误后划出剪切线。
4、划线用画针,剪切时,留出剪切线。
5、板材剪切完成后各边平面磨削打薄成一定的斜度,以保证焊接质量。在磨边的长度方向上,要求两端正反面磨削光滑、不得缺角和留有斑点及严重焦痕;在磨边的宽度方向上,要求两边平整,不得有划破和碰撞凹坑。磨边后的材料不允许长时间堆放,以防磨边处生锈。
6、下好的原材料应复核对角线尺寸、做好保护、标记,堆放在指定区域。材料底下需垫木方,上面覆盖薄膜。
钢板在二辊卷管机上卷制成圆形。在卷圆的操作中,钢板的进料应缓慢、均匀,保证钢板弯曲后弧度圆顺光滑,曲率准确。
把要卷制的板料放到卷板机的工作台上,右边紧靠标尺,严格按板材厚度调整卷筒距离,不得超负荷作业,不能卷压超出机械性能规定范围的工件。操作人员应注意防止卷板时钢板接头重叠压入滚轮,使桶体出现明显的折痕。
缝焊在直缝焊机上焊接,一次成型。操作人员应严格按照焊接工艺评定的要求进行焊接。桶身焊接完成后,重新在卷板机上进行卷圆。二次卷圆不得少于两次。
桶身直缝焊采用钨极氩弧焊自动焊的工艺,要求单面焊双面成型,焊接工艺参数严格按照表6进行焊接,焊缝外观检测达到二级焊缝的要求。操作过程:1、焊前坡口清理2、对接组装3、压紧焊件4、焊接检查5、整机启动。
焊接前将焊缝两侧锈蚀、油污等污物清理干净。角向磨光机打磨板材,除去毛刺。焊接前将卷圆的桶身开口处放在焊机的两侧,两端对齐。首先夹紧一侧钢板,调整工件位置,将焊缝两边钢板的间隙调整一致,缝宽为0.5~1mm(用磨薄的1mm铁皮控制缝隙宽度),再夹紧另一侧钢板,固定好焊接工件准备焊接。对接组装时要使焊缝的中心对正电极位置,电极垂直距焊缝5mm。
表6:直缝焊焊接工艺参数表
钨极氩弧焊焊I型等强对接焊焊接工艺参数表 | ||
评定项目 | 400L碳钢金属桶桶身直缝焊 | 400L不锈钢金属桶桶身直缝焊 |
电极 | Φ2.4×150 | |
喷嘴 | 陶瓷瓷嘴7# | |
电极夹套 | 3/32,Φ2.4 | |
开口夹套 | Φ2.4 | |
焊接时气压 | 16MPa | |
母材 | DC01 2.0mm | 022Cr19Ni10 2.0mm |
焊速 | 7.5~8.5HZ | 9.0~10.0HZ |
焊丝 | ER50-6 φ1.2mm | ER308 φ1.2mm |
电流 | 165~180A | 140~150A |
桶身直缝焊允许补焊,补焊不多于两处,焊疤表面平整,宽度不大于原焊缝的一倍,总长度不大于直缝长度的10%,环筋不允许补焊。
焊接后对焊缝进行检查,一是先目检,焊缝表观不得有焊瘤、夹渣、气孔、未熔合及弧坑等缺陷,目测合格后,进行渗透无损检测,检测合格后方可进入下道工序。
桶身焊接完成后,需重新在卷板机上进行整圆。
涨W筋是在涨筋机上通过涨筋模具同时获得两条圆周波纹,高差为7.5mm。
涨筋设备需验收合格,确保W筋形状与图纸一致。
W筋要均匀光滑、深浅一致,不得歪斜,无机械损伤,如图4:W筋尺寸示意图。
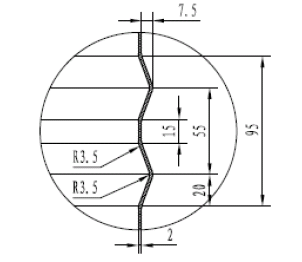
图4:W筋尺寸示意图
涨筋前应调试涨筋机,更换涨筋块、确定垫板高度、调整限位位置并且试涨筋。试涨筋合格后方可批量涨筋。每个桶做好测量记录工作。
调试机械时,用1500mm游标卡尺测量涨筋块直径。调节油泵油压,对涨筋直径微调,直至符合图纸要求。
涨出的W筋要均匀光滑、深浅一致,不得歪斜,无机械损伤。涨筋完成后,做好工序检查记录。一是检查W筋有无裂纹,尤其是焊接缝部位;二是检查环筋高度偏差;三是检查W筋间距偏差;四是检查桶身整体高度,各检查点不应少于4点,取点以90°分布为宜。涨筋完成后,应做好工序检查记录,并要注意钢桶编号的唯一性。
涨筋尺寸检查表如表7。
表7:桶身涨筋尺寸检查表(单位为毫米)
序号 | 检查项目 | 图纸尺寸 | 允许偏差 | 检查工具 |
1 | W筋间距1 | 320 | ±1 | 钢板尺 |
2 | W筋间距2 | 370 | ±2 | 钢板尺 |
3 | 筋高 | 7.5 | 0~+1.5 | 深度尺 |
4 | 桶身高度 | 1070 | -2,0 | 钢板尺 |
桶体应逐件检查,检查外观质量和尺寸偏差,可参考表15 “400L金属桶桶体验收记录表”。
表15:400L金属桶桶体验收记录表
序号 | 检验项目 | 设计要求 | 检验记录 | 评论结果 | 测量方法 |
1 | 桶体高度 | 1080mm±2 | | | 1500mm游标卡尺对角测量4个点 |
2 | 法兰外径 | Φ772mm±1 | | | 1000mm游标卡尺对角测量4个点 |
3 | 法兰厚度 | 15mm(0,0.5) | | | 200mm游标卡尺分10个区间测量10个点 |
4 | 桶体外径 | Φ704mm±1 | | | 1500mm游标卡尺配合工装测量4个点 |
5 | 桶底外径 | Φ724mm±1 | | | 1000mm游标卡尺对角测量4个点 |
6 | 螺栓孔直径间距 | Φ742mm±0.1 | | | 工装胎膜适配 |
7 | 法兰上表面平整度 | <0.5mm | | | 运用塞尺测量表面与工装胎膜间距,测量10个点 |
8 | 底座筒体平整度 | <1mm | | | 运用塞尺测量表面与工装胎膜间距,测量10个点 |
9 | 上、下表面平行度 | <1mm | | | 专用工装平台检测 |
同时,还应用验收合格的桶盖与桶体适配,检查互换性要求。经过验收合格,桶体制作完成。
自检→检查记录表→专检→检查记录表→交接检→交接记录→工艺流程卡签字→进入下道工序→资料整理
操作者按照本作业指导书要求按图作业,作业完成后自检,并填写相应的400L金属桶检查记录表。记录表的数据应按实填写,填写时保持记录表的干净、整洁。
检查无误后在工艺流转卡对应工序中签字,签字需签日期,格式如:XXXX/XX/XX。
专职质检员100%监督、检查金属桶制作的所有过程,填写400L金属桶检查记录表和工艺流转卡并及时收集,对符合要求的工件放行。
专职质检员放行后的工件进入下道工序时,接收人员应复核所接收工件的质量,做好交接记录。
专职质检员负责收集生产过程中的各项记录表,汇总、整理。
本文从400L金属桶制造工艺的角度,疏理了金属桶从前期技术准备到施工计划,重点从事管理过程中所涉及的人、材、机械使用方面的流程、试验以及相关质量检查进行优化管理。核废物容器制造前期施工策划及质量过程控制要有科学性、可操作性和可靠性,施工过程要有方案和记录。同时,要加强施工资料管理,建立快捷以及便于查询的电子档案,鼓励创新思维,奖励优化施工工艺,提高工作效率,创造价值。希望对于同类型的核废物容器制造有所帮助和启发。
[参考文献]:无

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



