中国重汽济南动力公司发动机制造部 山东省济南市 250200
摘要:某柴油发动机厂缸盖线OP90工序T127钻头在加工主螺栓孔时,出现严重的崩刃现象,造成刀具报废及工件返修件。该刀具理论寿命170件,实际使用寿命70件左右,单件刀具费用达到74.74元/件,费用极高,急需找出钻头崩刃原因及修磨问题,减少刀具费用。本文主要是针对该钻头崩刃问题进行分析,解决崩刃的故障,通过修磨提高加工寿命,满足生产需求,降低刀具成本。
关键词:钻头崩刃
项目背景及总体思路
1、某柴油发动机缸盖B线OP90工序T127钻头在加工主螺栓孔时,出现严重的崩刃现象,造成刀具报废及工件返修件。该刀具理论寿命170件,实际使用寿命70件左右,单件刀具费用达到74.74元/件,费用极高。急需找出原因解决崩刃及修磨问题,减少刀具费用。 2、该刀具为双刃带内冷麻花合金钻头,刀尖度数为140°,钻头倒棱角度为45°,长度0.5mm。加工深度为79.6mm,切削参数转速S=1400r,进给F=300mm/min。
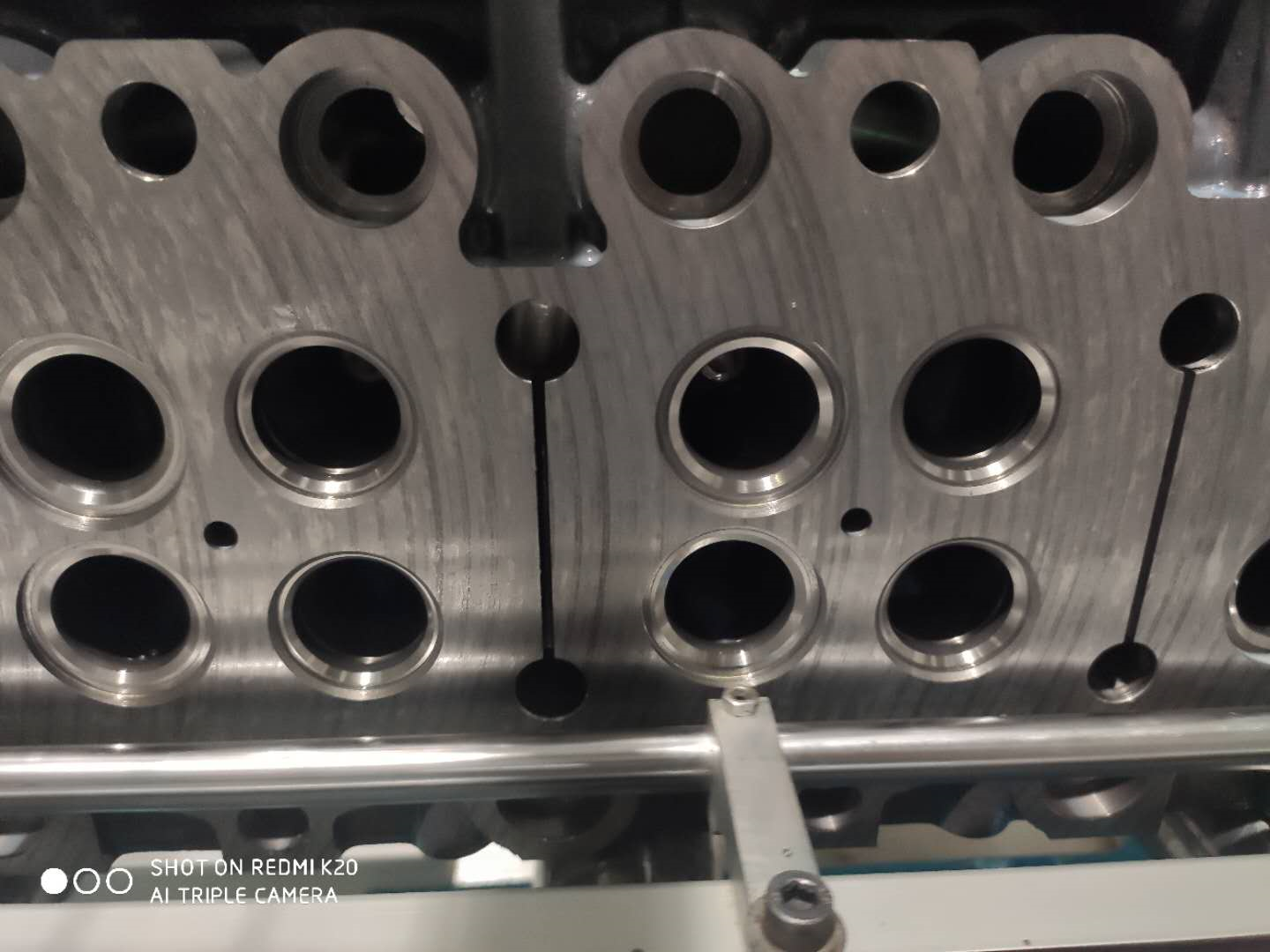
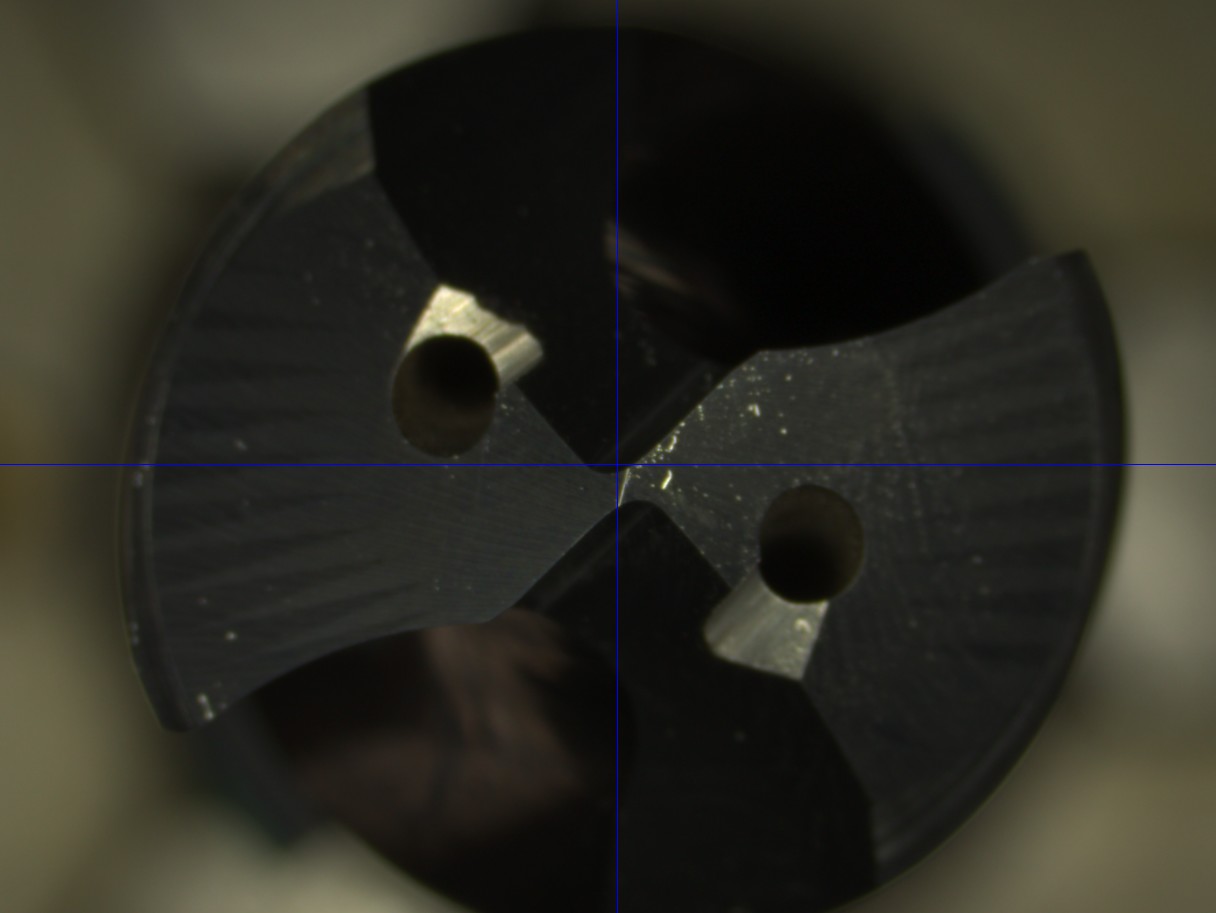
3、通过观察钻头崩刃及加工状态,发现钻头后支撑刃带离刀尖大约5mm处和倒棱处磨损严重,严重的出现崩刃造成工件报废现象。
4、分析刃型找出崩刃原因,去掉后支撑解决崩刃问题;修改原刃型调整两刀尖的倒菱形状,涂层后上线使用,达到规定寿命,解决崩刃及新刀使用费用高的问题。使单件成本降为28.19元,年节省刀具费用达到447万元以上。
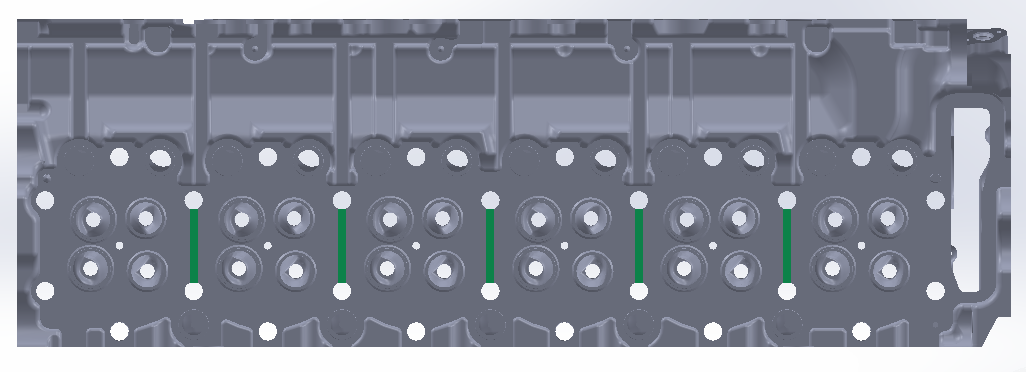
主螺栓孔


项目解决的问题
1、解决加工卸载槽钻孔刀具崩刃的问题;
2、解决刀具消耗大费用高的问题;
3、解决因断刀造成返修件或废件的问题;
4、通过修磨降低单件成本。
项目存在的问题:
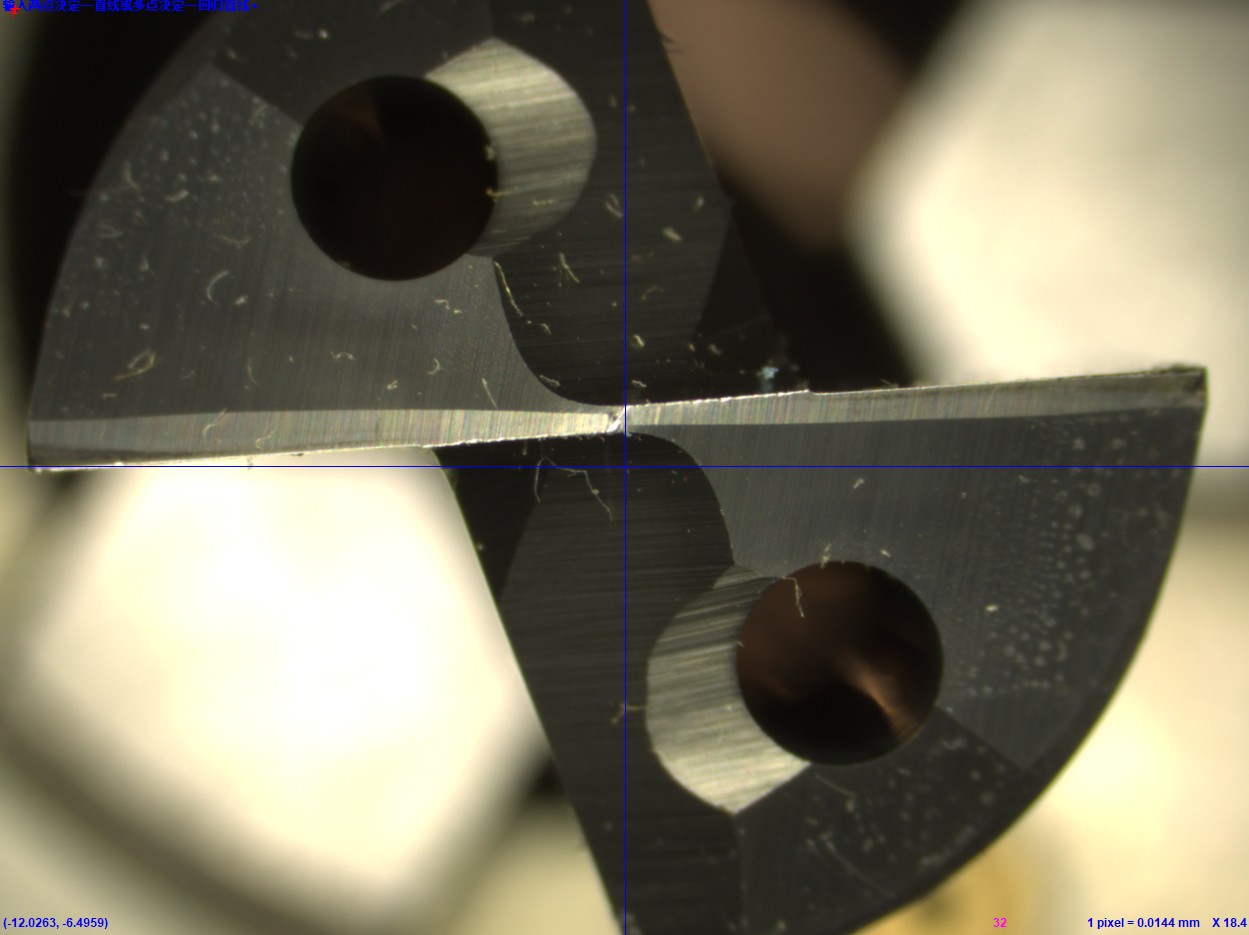
1、现场观察钻头加工过程及加完后孔径状态。刀具崩刃主要在离两刀尖大约5mm的位置崩刃,该位置正好是卸载槽的宽度,因此确定钻头在加工到卸载槽位置时形成断续切削,出现刀具径向摆动,造成崩刃。
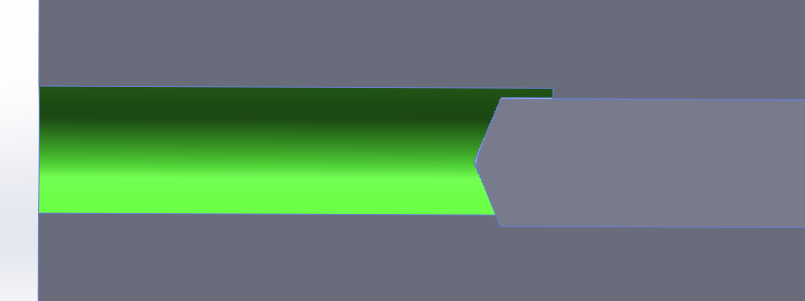
卸载槽

2、钻头的后刃带在接触卸载槽时出现抗力,致使钻头颤动,造成崩刃。
3、钻头后刃带的作用一是在加工孔的过程中起到平衡钻头的径向力,预防旋转摆动,二是保证加工深孔的直线度。后刃带与钻头的切削刃带直径一样大,缺陷就是在出现断续切削时后刃带参与切削,出现切削抗力,造成钻头在加工中出现摆动,易出现崩刃或断刀。
4、切削刃刀尖崩裂。刀尖崩裂在很多情况下是由于加工中异常震动引起的,例如:夹具存在虚夹;主轴跳动大;主轴的拉力不足;加工中断续切削等。❶
项目采取的主要措施
1、一般硬质合金在异常中断切削及刀片局部超负荷的情况下(例如工件具有坚硬的夹杂物),常常会出现崩刃,它与刀具本身的磨损不同,特别对于耐磨的硬质合金,对此特别敏感。❷根据以上原因分析,主要是后刃带在断续切削时增加径向力,致使钻头摆动,造成崩刃,将后刃带前端30mm去除,保留2条切削刃带,这样在加工到卸载槽位置的断续切削时,避免干涉抗刀,消除断续切削时的径向摆动。

2、改变钻头原有刃型及角度。
原刃型为双后角,钻尖角度为140度,双后角的特点刀具锋利,易于定心,切削力小,缺点是主切削刃虚易崩刃,加工寿命短,为了杜绝双后角存在的缺陷,把双后角刃型改为圆弧刃型,提高钻头的耐磨力,把原刀尖角度由140°改为130°,降低切削力,修改倒棱形状由直棱角改为小圆弧倒棱(约为R0.8mm)降低崩刃风险。
3、根据以上原因分析,确定修磨方案,编制修磨程序,选用砂轮11V9H和12V2修磨钻头的圆弧刃和开横刃。在数控五轴磨床上输入修磨钻头的各类参数,编制修磨程序,根据程序选用合适的砂轮,进行修磨。
4、修磨完后需要进行钝化及抛光处理,其目的就是解决刃磨后的刀具刃口微观缺口的缺陷,使其减少或消除,达到圆滑平整,刃口变得很光滑,达到既锋利坚固又耐用的目的,同时极大减少崩刃,提高工件表面光洁度。
5、修磨完后对刀具进行涂层,涂层后现场试加工,观察切削过程中的声音、铁屑及孔粗糙度;
8、连续观察加工的稳定性,确定修磨方案可行,可以进行批量生产;
9、编制刀具修磨图纸,形成作业指导书固化修磨流程。
结束语:
该刀具长期使用,若按照原刀具刃型还将继续崩刃且无法修复,刀具消耗极大,造成极大的损失,通过修改刃型,杜绝崩刃,使刀具磨损后重复修磨,刀具使用寿命达到170件以上,无形中降低新刀的使用量,大大降低刀具费用对公司刀具降本起到决定性作用。
参考文献:
❶ 《发动机钻孔加工中钻头崩刃及断刀问题解析》,作者:商成超、陆郁、廖最巧 文章编号1672-545*(2014)01-0081-02
❷《硬质合金钻头的应用问题[J].》 作者:恰. 工具技术, 1979(01):26-28.
作者简介:
第一作者:李波 出生年月:1986.6 性别:男 汉族 籍贯:山东济南 职务:技术员 学历:中专 单位:中国重汽济南动力公司发动机制造部。研究方向:机械加工刀具技术,单位所在地:山东省济南市 。邮编:250200,
第二作者:赵秀荣 出生年月:1987. 12性别:女 汉族 籍贯:山东潍坊 职务:技术员 学历:大专 单位:中国重汽济南动力公司发动机制造部,研究方向:机械加工刀具技术,单位所在地:山东省济南市 。邮编:250200
第三作者:王元臣 出生年月:1972.4 性别:男 汉族 籍贯:山东济南 职务:技术员 学历:大专 单位:中国重汽济南动力公司发动力制造部。研究方向:机械加工刀具技术,单位所在地:山东省济南市 。邮编:250200
第四作者:房艳霞 出生年月:1989. 2性别:女 汉族 籍贯:山东聊城 职务:技术员 学历:高技 单位:中国重汽济南动力公司发动机制造部,研究方向:机械加工刀具技术,单位所在地:山东省济南市 。邮编:250200
第五作者:宋波 出生年月:1987.11 性别:男 汉族 籍贯:山东济南 职务:技术员 学历:中专 单位:中国重汽济南动力公司发动机制造部。研究方向:机械加工刀具技术, 单位所在地:山东省济南市 。邮编:250200

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



