河南中烟工业有限责任公司许昌卷烟厂 , 河南许昌 461000
摘要:本文主要根据在线式原料烟箱空箱自动折叠整理装置,涉及制丝生产加工过程的原料标准烟箱的自动开箱、空箱在线整理回收等相关工序和处理流程,并且整个装置包含机械设计安装、气动控制和电气检测控制等相关知识。
关键词:在线式原料烟箱 曲柄连杆机构 气缸 空箱 水平方向运动 半圆弧运行 自动折叠整理
0引言
在线式原料烟箱空箱自动折叠整理装置,利用曲柄连杆机构的工作特性,由PLC控制系统依据光电开关、接近开关及生产线运行控制信号,发出控制指令。在汽缸按照指令要求进行输出轴水平方向动作,带动曲柄连杆机构形成以中心固定轴为支点的90°的运行轨迹,连杆机构的前端最终与输送机的表面形成具有一定间隙平行状态,通过机械机构的配合完成了水平方向动状态和半圆弧运行状态的装换,从而完成对停止在检测折叠整理工位上空箱的自动折叠整理。
1、现状分析
现在较为先进的卷烟工业企业原料烟箱的开箱一般都采用机器人在线连续开箱的生产模式,本着节约能源的原则各个企业原料烟箱开箱后的空箱,人工回收整理空箱的话操作人员的劳动强度太大并且存在一定的安全隐患,采用较为复杂的设备进行整理回收空箱时,不仅会增加设备投资还会存在较多的设备故障增加了维修人员的劳动强度,并且降低了设备的工作效率。
2、总体的设计制作思路
为减少相关人员的劳动强度和提高设备的工作效率,保证烟箱在线自动回收的过程的稳定性、可靠性,并且便于相关设备的安装调试和日常检修,所以设计一种在线式原料烟箱空箱自动折叠整理装置,利用简单的机械结构、较少的检测器件、实用的控制步骤,实现在线自动回收的过程中原料烟箱空箱在生产中精准检测、精确定位、自动折叠整理,保证设备正常运行满足生产线的需求。
3、具体的改造内容
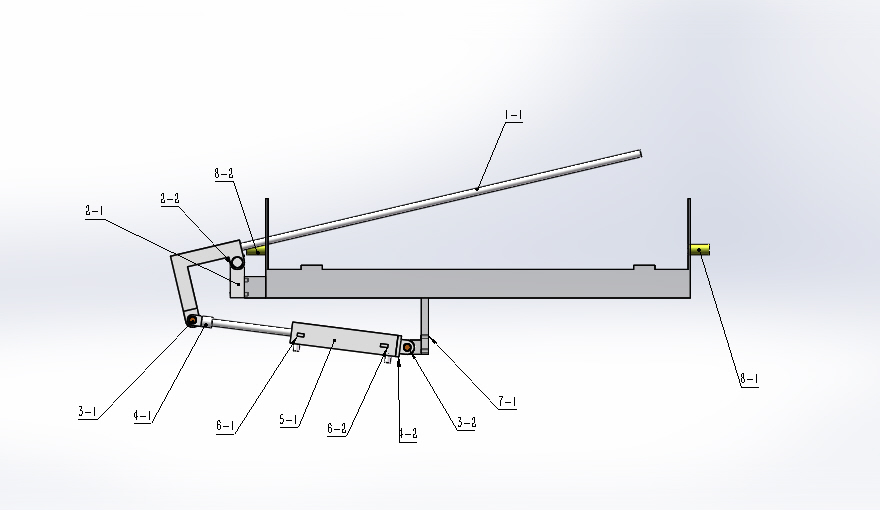
图(1)机械结构示意图
在烟箱空箱输送机的侧面支架上安装自动折叠整理装置的中心固定轴(2-2),通过轴把具有轴孔的90°的曲柄连杆机构(1-1)安装中心固定轴(2-2),形成以中心固定轴为支点的90°的运行轨迹,实现曲柄连杆机构(1-1)在折叠整理工位上对空箱的折叠整理。
在烟箱空箱输送机的下部支架上,通过气缸安装支架(7-1)安装固定一个气缸(5-1),气缸的输出轴通过换向节(4-1)连接固定在曲柄连杆机构(1-1)尾部。并且为气缸(5-1)提供相应的压缩空气控制管路(9-1)和系统,保证气缸(5-1)在控制信号的控制下实现对开箱后空箱的自动折叠整理。
在烟箱空箱输送机的侧面支架上,选择合适的位置安装一对对射式光电开关(8-1、8-2)用以检测开箱后的空箱运行的位置。当输送机输送空箱到达光电开关(8-1、8-2)检测位置时,发出检测信号使空箱停止在检测折叠整理工位上等待下一步的动作。
在气缸体(5-1)上安装一对磁力开关(6-1、6-2),用以检测曲柄连杆机构(1-1)动作完成后是否回到正常的工作位,装置在PLC控制系统(14-1)的指令控制下驱动气缸(5-1)做直线伸出运动,带动曲柄连杆机构(1-1)形成以中心固定轴为支点的90°的运行轨迹,连杆机构(1-1)的前端对空箱产生一定的向下的压力使空箱快速完成折叠整理,动作完成后气缸(5-1)换向运行回到原始位。当接磁力关(6-1、6-2)检测到曲柄连杆机构(1-1)回到正常位置时,PLC控制系统(14-1)发出指令空箱输送机继续运行输送空箱。
图(2)电气控制原理图
最终在线式原料烟箱空箱自动折叠整理装置,由PLC控制系统依据光电开关、接近开关及生产线运行控制信号,发出控制指令通过机械机构的配合完成了水平方向动状态和半圆弧运行状态的装换,从而完成对停止在检测折叠整理工位上空箱的自动折叠整理。
4、改进效果
最终通过结构简单、功能实用,通过机械机构的配合完成了水平方向动状态和半圆弧运行状态的装换,从而完成对停止在检测折叠整理工位上空箱的自动折叠整理。不仅仅提高设备的自动化程度,减少设备故障增强了设备的稳定性和可靠性,同时也减轻操作工劳动强度。
5、结束语:
本文通过在线式原料烟箱空箱自动折叠整理装置的电控信号通与生产线的控制系统进行嵌入集成,形成与生产线的设备和系统实现协同控制,提高了设备的自动化程度,减少设备故障和断流的发生概率,保证了设备的稳定可靠运行。
参考文献:
1 贺力克 《自动控制技术》 科学出版社
2吴宗泽主编 《机械零件设计手册》 机械工业出版社,2003年。
作者简介: 侯俊峰 男 河南省许昌县 1973年12月 河南中烟责任有限责任公司许昌卷烟厂 制丝部电气技术员

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



