中铁十一局集团建筑安装工程有限公司 湖北省 武汉市 430000
摘要:通过对大跨度折弧桁梁桥钢结构的构件加工制作的重点和难点的分析,阐述了深化设计、特殊节点加工工艺、加工焊接、防腐涂装技术工艺,并通过实践证明此加工技术保证了加工质量,达到设计及规范要求。
关键词:大跨度;桁梁桥;深化设计;加工工艺
1重难点分析及要求
1.1桥梁深化设计
本桁梁桥节点内部纵横加劲肋较多,且造型整体成折弧,异型零部件较多,所以深化设计要求较高,需要提前制定相关标准要求,以达到施工要求。
1.1.1模型及编号
需保证以下设计资料齐全:原设计图纸或其他与原设计图纸性质等同的文件、项目交底文件。交底文件中需包含运输的尺寸、重量、构件分段原则、编号原则、现场吊机的起吊量等。起始建立模型的时候,由一位(唯一性)建模人员负责添加轴网、新的截面和新的材质,模型完成后经详图审核人员报安装人员审核。深化设计模型应包括所有结构杆件、构件零件编号、连接节点、细部构造、工艺措施及与其他专业协调的内容等。
类似大型多腔体桥梁项目,加工及现场施工时不可避免需要开设部分人行孔及排烟孔,人行孔及排烟孔的开设需要与加工人员和现场施工人员沟通确认,建模人员需要在三维模型中按照行走路线漫游是否可行。本项目钢材材质为Q345qD钢材,其要求标准和民用建筑略有不同,Z向性能板要求较多,建模时要注意区分,例如20mm钢板有Z向性能要求钢板。
1.1.2深化设计图纸
构件加工详图的图纸内容应包括图纸目录、总说明、焊缝通用图、构件布置图、各构件加工详图、各零件加工详图、材料表等。图纸目录内容应包含加工详图图名、图号、版本号、图幅以及发图日期。
空间结构的安装详图宜采用三维坐标来表示构件的空间位置关系。出构件布置详图时注意布置图中的构件安装符号与构件加工详图中的对应,避免现场施工人员将构件方向安装错误。其他按照项目出图深度能满足加工及现场施工即可。
1.1.3临时措施
为倡导四节一环保和绿色施工,减少现场作业,与现场技术人员沟通,根据《钢结构设计标准》和《钢结构设计制图深度和表示方法》等相关资料,将加工时和现场安装时安装需要的临时措施码板、吊耳、焊接衬板等深化在加工详图,厚度规格宜采用同结构中已有规格,以便采用正式构件加工剩余边角余料,减少钢材损耗,加工质量要求同正式构件。
2复杂节点加工
本项目桥梁节点几何尺寸较大,典型节点截面尺寸为4899mm×3300mm×1600mm(见图1),内部隔板较多,箱体本板上亦有多道加强肋,根据方案要求采用道路运输,此节点全部在加工厂完成无法运输,同时根据设计对构件的分段要求,需要将此类型节点分为三段,以达到设计及运输要求。节点加工需要根据加工工艺,将节点整体拼装加工,达到运输条件后进行拆分运输。注意加工过程的组装和焊接顺序,存在隐蔽焊缝的需要注意焊接,另外本项目要求内外均需要作防腐涂装,需要在组装前对隐蔽部分零件板做好防腐喷涂作业。
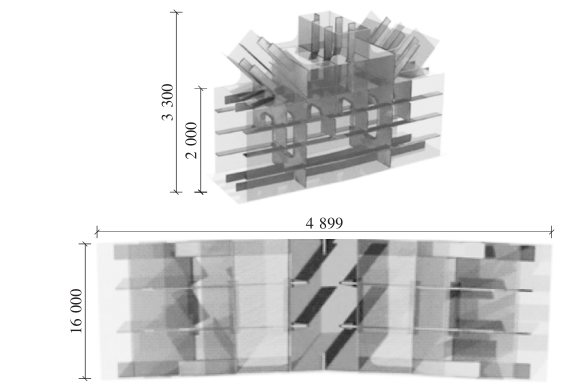
图1节点ER3示意图(单位:mm)
3钢结构焊接质量
本项目为桥梁工程,焊缝超声波探伤范围和检验等级应符合JTG/TF5—0211公路桥涵施工技术规范的规定。对接焊缝除应用超声波探伤外,尚须用射线抽探其数量的20%(并不得少于一个接头),探伤范围及相关技术要求按JTG/TF5—0211公路桥涵施工技术规范。用射线和超声波两种方法检验的焊缝,必须达到各自的质量要求,该焊缝方可认可。
4防腐涂装要求
桥梁设计规范对防腐防火涂装油漆比民建钢结构高,一般采用热喷铝锌要求,但此工艺对环境污染较大,工期慢,成本高,专业厂家资源少等较多的缺点,所以交通运输部新出台了JT/T1266—2019桥梁钢结构冷喷锌防腐技术条件行业规范,可以与设计院沟通修改为冷喷锌防腐涂装,此工艺基本等同于普通油漆涂装;还可以节约工期和施工成本等。
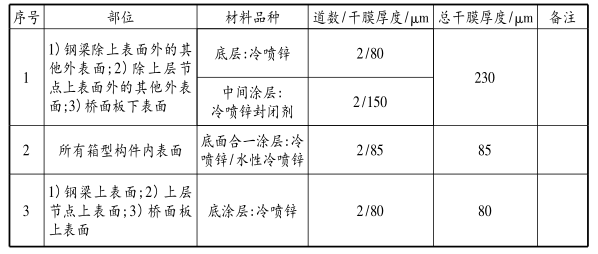
按照JT/T1266—2019桥梁钢结构冷喷锌防腐技术条件的要求,外表面采用ZD10,内表面采用封闭环境未配置抽湿机的体系,桥面板采用常规直接铺装沥青或沥青混凝土的体系。为避免产生误解,根据加工具体分工等要求,再次明确加工厂喷涂要求具体见表1。
表1防腐涂装要求表
5加工关键技术
5.1典型构件装配工艺流程
本项目典型构件主要为节点构件见图2,重难点主要在装配顺序上,本节以此典型构件为例简述其装配工艺流程:底板上胎就位→装配通长纵隔板并用刚性支撑固定→装配中间及外部的水平纵隔板→装配外侧内部隔板→装配腹杆部分水平纵隔板→装配最外侧壁板→装配完成并检查
整体几何尺寸。
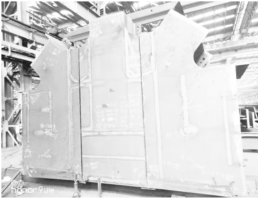
图2装配完成图

图3累积循环预拼装实景
构件加工成型后,因运输、吊装过程容易产生现场对接口偏差,箱型对接口端部四片本板组装焊缝距离端口的200mm暂时不焊接,待安装完成后再进行焊接。
整体弧形是在节点位置通过折弯形成,加工过程一定要特别注意折弯部位和节点各端部的几何尺寸,并通过局部采用全站仪测量控制三维坐标控制加工几何尺寸精度,以保证加工质量。
5.2累积循环预拼装技术
为保证构件整体加工几何尺寸,同时根据本项目为大跨度折弧型钢桁梁桥,此结构为三维空间异型结构,需要对关键节点构件进行预拼装,但此类构件整体几何尺寸较大,无法采用完整的预拼装,所以本项目预拼装采用累计连续预拼装技术,即在胎架上根据顺序依次进行预拼装,待本次预拼装完成后留下公共部分的构建按参与后续构件的预拼装,多次循环直至完成全部需要预拼装构件。过程中必须采用全站仪对构件的控制点进行测量,见图3。
结束语
通过在大跨度弧型桁梁桥加工前充分分析加工重难点,提前做好加工的各项准备工作,合理进行各项工序,保证了加工质量,取得了预期的社会效益和经济效益。本文主要阐述大跨度弧型桁梁桥加工关键技术应用,有助于钢结构加工质量的保证,同时可以提高施工效率,并为今后类似项目施工提供经验与借鉴。
参考文献:
[1]GB50017—2017,钢结构设计标准[S].
[2]JTG/TF5—0211,公路桥涵施工技术规范[S].
[3]JT/T1266—2019,桥梁钢结构冷喷锌防腐技术条件[S].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



