中国石油四川石化有限责任公司,四川 成都市 611930
摘要:加氢装置临氢系统由于长期处于高压临氢工作环境,出现泄漏事件对人员和装置造成较大安全隐患,造成一定的经济损失,加强对临氢系统从设计、施工、检验、运行、维护等环节的管理尤为重要,本文针对柴油加氢装置小接管开裂原因进行分析,为同类事件提供参考。
1 概述
柴油加氢装置在大检修后开工高温硫化阶段,反应器床层320℃恒温,操作压力7.35MPa,循环氢中硫化氢浓度为36000ppm。检查发现循环氢脱硫塔入口分液罐的顶部压力表引线阀前小接管泄漏,紧急停工处理硫化期间阀门为打开状态。泄漏接管在管线中的位置(见图1),失效接管原始开工投用运行至第一次大检修,检修期间检查无异常。
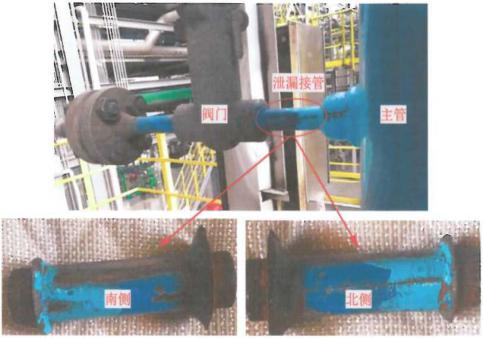
图1 小接管泄漏开裂位置
2.1 宏观检查
检查未见有明显的塑性变形(见图2),小接管上共有两条轴向穿透裂纹,基本呈180度南北对称分布,北侧裂纹较直,南侧裂纹有一折线。实测裂纹长度北侧外壁裂纹长约80mm(编号1),南侧外壁裂纹长约54mm(编号2)沿着裂纹打开后其内壁的结垢物较多(见图3)。
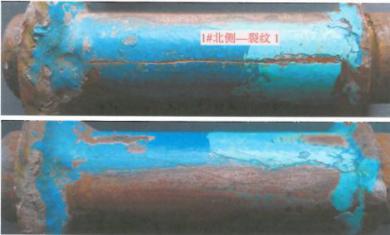

图2小接管外观形貌 图3 小接管内壁宏观形貌
对材料进行化学成分分析,分析结果见表2。由分析结果表明,样品化学成分不满足ASME SA106GrB中对SA106B钢管的要求,与设计选材不符。但满足ASME SA337中对P22钢管的要求。
表2化学成分分析结果(wt%)
元素 | C | Si | Mn | P | S | Cr | Mo | V | Ni | Cu |
样品分析 | 0.136 | 0.260 | 0.500 | 0.018 | 0.0074 | 2.24 | 0.97 | 0.026 | 0.012 | 0.079 |
ASME A106 GrB | ≤0.30 | ≥0.10 | 0.29~ 1.06 | ≤0.035 | ≤0.035 | ≤0.40 | ≤0.15 | ≤0.08 | ≤0.40 | ≤0.40 |
ASME A335 P22 | 0.05 〜 0.15 | ≤0.50 | 0.30- 0.60 | ≤0.025 | ≤0.025 | 1.90〜 2.60 | 0.87〜 1.13 | / | / | / |
对小接管常态和热处理(正火950℃×0.75h,回火720℃×0.75h)状态进行金相组织分析。分析结果常态的金相组织为马氏体+贝氏体,经热处理后其组织为回火贝氏体。
对金相试样进行硬度测试,测试部位见图9,测试结果见表3。常态硬度较高(315. 7HV-382. 5HV),而经重新热处理后硬度属正常(203. 7HV-210. 5HV)。
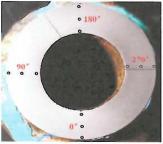
图9 硬度测点位置示意图
表3 硬度结果
测试部位 | 硬度值/HV(10) | ||
常态(见图9) | 外壁 内壁 | 0° | 371.0、382.5、377.9 |
90° | 347.1、360.3、368.0 | ||
180° | 315.7、322.1、326.3 | ||
270° | 356.3、367.9. 375.5 | ||
热处理状态 | 206.2、207.1、203.7、209.1、210.5 | ||
小接管开裂原因分析
接管未见有明显的塑性变形现象,裂纹沿接管轴向扩展,在断口上可观察到人字纹形貌,具有较典型的脆断特征;接管的材质不满足ASME SA106中对SA106B钢管的要求,与设计选材不符,实际材质为P22;接管为淬火态,硬度高达HV315.7-HV382.5;裂纹启裂部位位于角焊缝附近的接管内壁侧,启裂部位未见有明显可见的缺陷, 断口上可见有氢致二次裂纹,整个断口均为脆性断裂特征。
开裂的小接管位于循环氢脱硫塔顶部,此部位在开工至检修期间运行环境不存在湿硫化氢环境,但是检修后反应系统在硫化期会产生一定量的液相水,被循环油携带到循环系统中,形成局部湿硫化氢环境。由于小接管为高硬度的P22,金相组织中存在淬硬马氏体,对SSCC非常敏感,在内压作用下,小接管内壁萌生应力腐蚀裂纹(轴向)。裂纹启裂后沿短管轴向以较快的速度扩展并最终导致泄漏。
本文中小接管开裂主要由于装置安装施工过程中材料使用错误,停工后再次开工硫化时产生湿硫化氢条件,在系统高压的作用下产生氢致裂纹开裂。
小接管在装置流程中占有较大的数量,在施工安装过程中易被忽略疏于管控,施工质量无法完全保证,在运行过程中小接管的检查手段有限,需要生产运行中加强巡检检查,定期进行无损检测。
参考文献
[1]胡永.压力管道小接管隐患分析及管理对策[J].广东化工,2016(3).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



