天津渤海职业技术学院 ,天津, 300402
摘要:随着科技发展和PLC技术的日益成熟,PLC技术在化工制氢方面的应用极大程度地推动了化工制氢领域的发展,在提升生产效率、降低生产成本、减少安全事故、保证生产安全方面优势巨大,因此对PLC技术在化工制氢自动化上的实际运用进行深入研究是非常有必要的。
关键词:PLC技术;化工制氢;应用
引言
化工厂设备种类繁多、架构复杂,在以往工作模式中需要大量人工来进行控制,带来较大成本,但人工控制依旧存在控制不及时、控制不完善等问题,因此现代化工厂积极对设备进行改造,改造方向为“自动化控制”。其中,化工厂非常重视PLC控制系统,该系统可作为控制终端,将化工厂所有设备连接在一起,依照相关控制逻辑来执行控制工作,同时兼顾人工操控模式,具有良好的可调节性与灵活性表现。PLC控制系统主要由三个部分组成,即硬件层、通信层、软件层,可与多个设备连接,实现远程自动化控制。在大型化工厂设备改造当中就有必要使用PLC控制系统,此举可以大幅降低设备控制负担,同时保障设备控制合理性,提高化工厂生产安全水平、效率水平等,具有较高的应用价值。
1 PLC简介及发展
可编程逻辑控制器(Programmable Logic Controller,PLC),是一种为在工业环境下使用而专门研发、内置有微型处理器的自动化控制的数字运算操作电子系统,能够将控制指令即时写入内存进行存储和运行。PLC大都由CPU、电源、指令和数据RAM、input/output电路、AD等功能单元组成。从20世纪60年代到21世纪的今天,经过半个多世纪的发展,PLC的发展越来越适应于现代工业化的需求。在世界各工业大国的研发下,PLC家族的大型机和微型机面世,同时还出现了种类繁多的特殊功能单元和功能各异的可拓展模块,发明了各种人机交换界面单元、信息交换单元。PLC的技术发展和完善以及丰富的周边配套设施,使得PLC技术在工业控制设备广泛运用,同时使设备操控越发简单。
2 PLC技术特点
PLC技术不仅能够编程,还能够存储程序实现逻辑运算的功能,所以说,相比于传统的控制技术来说,PLC技术的应用具有更强的灵活性,能够满足不同控制需求,因此能够有效提高工业生产的质量和效率。除此之外,PLC技术还具有较强的适应性,在面对复杂的施工环境时,具备一定的抗干扰和抗冲击能力,而且还能够全方位监控设备的有效信息,及时发现和诊断系统运行的故障,确保系统能够稳定地运行,所以更加可靠和安全。最后,PLC技术的操作更加便捷、维护也更加简单,由此可见,PLC控制系统在石油化工生产中有着非常可观的应用前景。
3 PLC技术在化工制氢自动化的应用
3.1 PLC技术在工业制氢的应用实现
以下以一个实例来说明PLC技术在工业制氢的应用。图1是某制氢系统原理图,包括以下部件:反应箱A、反应箱B、水箱2、换热器3,4、气液分离器5、活性炭吸附装置6、氢气泵7、氢气储存罐8,9、隔膜泵10,11、加热缓存罐12、循环离心泵13、管带式风冷器14、膨胀壶15、水流量计16、水流量计17、侧路进水阀18、阻火器19。系统中反应釜1A、1B内有压力传感器,水箱2中有液位传感器。系统装填物料后开始运行,由PLC控制开启隔膜泵11,加水到加热缓存罐12加热到90℃停止加热,再开启进水管路上的隔膜泵和电磁阀,实行首次加水。待反应物与水反应使反应釜压力上升到0.01MPa时,判断为已反应,开启系统的自动模式。出氢速率可以根据加水的速率来调节,当反应箱压力上到0.01MPa时,开始出氢,同时检测出氢温度,当出氢温度高于30℃时,由PLC
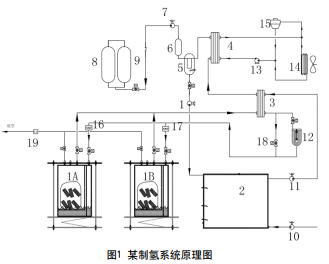
控制开启离心泵13、管带式冷风器14,进行循环冷却。从换热器4冷却出来的气液混合物到气液分离器5分离气液两相,由PLC检测分离器5液位。活性炭吸附装置6吸附氢气中的水和杂质。当反应箱压力高于0.01MPa时PLC控制开启氢气泵7,把氢气抽到氢气缓存罐,使反应箱的压力下降到常压,关闭氢气泵,始终保证反应箱在接近常压下制氢。质量流量控制器计量出氢速率、累积量和控制出氢的速率,保证出氢速率稳定。当反应箱的反应速率过快,压力超过0.04MPa时,将开启放空阀,放空反应箱的气体,使反应箱压力下降,保证系统安全可靠。利用信息集成,并通过数据交互将系统内各参数显现在人际交换界面上,做到远程监控。
3.2传感器改造方式
首先需要根据化工设备运作情况来确认控制信息需求,结合需求展开传感器选型,如针对化工厂常见的反应釜设备,其运作依靠电能,运作质量取决于设备传热、传动、搅拌频率、密封性等多个因素,这时就要选择与各因素相符的传感器,即电能传感器,热能、动力、频率、气密传感器等,这样可以保障PLC控制系统信息获取完整。其次在设备选型完成后有必要对传感器的质量进行检测,确保传感器能够准确获取信息,这对于PLC控制系统运用能效至关重要。最后要将各类传感器安置在指定位置,如电能传感器就要安装在反应釜电机处,这样可以保障信息采集实时性,提高PLC控制系统应用价值。
3.3 PLC技术在工业制氢应用的技术分析
在该化工制氢应用中,各个装置的自动控制可由PLC技术实现,PLC在一个扫描周期内运行完成输入采样、程序执行、输出刷新三个阶段。在化工制氢系统运行期间,PLC的CPU以特定的运行速度循环不断地扫描。在该化工制氢应用中,闭环控制被普遍应用在自动控制系统中,如对运行中的氢气泵进行自动控制,又如在水加热控制系统,液位、温度、压力、流量、散热等的控制系统等等,都是采用了闭环控制系统。在该化工制氢应用中,顺序控制的应用将一个控制系统分解为几个相互之间独立的控制动作,且为了保证生产的运行正常,各独立控制动作能不出差错地按照给定的先后顺序依次执行任务。制氢系统使用顺序控制可以有效提升制氢的稳定性与效率。在该化工制氢应用中,PCL系统可以对系统的每一个部件、每一个流程进行监控,并在检测到发生故障时迅速自动停止系统运行,以防止故障导致事故,保证生产安全。观察远程监控的人机交换界面的参数,用户可以迅速判断故障的类型和位置并消除故障。
结束语
总的来说,PLC技术在化工制氢装置中的高效应用,使得化工制氢装置的自动化控制水平得到有效提升,这不但能够提高化工生产的生产效率,还能使安全生产得到相应的保证。企业想要将这些优势在实际化工生产中发挥出来,则需要对PLC技术在化工行业应用进行深入地研究,在环境控制、安装、故障处理等方面采取科学合理的应用措施,并将其落实应用到化工装置自动化控制中,使得化工行业走向自动化、智能化,促进化工制氢工业的自动化技术水平不断提升。实现了自动化控制模式,同时兼顾了人工操作需求,由此起到了提高化工厂设备运作效率、稳定性等作用。
参考文献
[1]高飞.浅析企业工商管理对经济发展的促进作用[J].现代经济信息,2019(23):89.
[2]靳罡.工商管理对经济发展的促进作用[J].产业创新研究,2019(10):100-101.
[3]周军.工商管理对经济发展的促进作用初探[J].今日财富(中国知识产权),2019(10):63-64.
[4]阳柳.机械自动化技术在化工安全生产中的运用探讨[J].湖北农机化,2019(23):80.
[5]魏君,陈晟.论PLC技术在化工装置电气自动化中的应用[J].科学技术创新,2018(24):22-23.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



