辽宁大唐国际沈东热电有限责任公司
摘要:某火电厂锅炉在定期检验过程中,发现再热热段管道水压堵阀存在裂纹。热段水压堵阀作为管道的承压部件,位于炉侧12.6米平台上方,且临近安全通道,运行中一旦发生阀体泄漏或开裂事故,对人身和设备安全具有较大的危害。通过宏观检查、表面无损探伤、化学成分缝隙、力学性能分析等手段对该裂纹产生原因进行分析,结果表明该开裂根本原因是制造工艺不良,形成裂纹源,运行一段时间后,内应力和工作压力的影响、壁厚较厚形成温差应力的影响,促进裂纹的产生和原始微小缺陷的增长与延伸,同时制造检验规范和检验工艺不完善使得热段管道质量安全不能得到保证。针对该类水压堵阀开裂问题提出了相关的建议。
关键词:热段水压堵阀;裂纹;制造工艺不良;应力
1 引言
某火电厂锅炉在定期检验过程中,发现再热热段管道水压堵阀存在裂纹。该锅炉采用哈尔滨锅炉厂生产的亚临界参数、一次中间再热、自然循环汽包炉,采用平衡通风、四角切圆燃烧方式,设计燃料为烟煤。型号为HG-1170/17.46-YM1型锅炉,锅炉额定蒸发量为1170t/h,于2001年12月投产,运行约9.5万小时。
该锅炉再热热段水压堵阀位于炉侧12.6米平台上方,临近安全通道,距离机炉分隔墙约7m,堵阀两侧1m处均布置恒力吊架。堵阀为哈尔滨锅炉厂制造,采用铸造阀体,典型水压堵阀结构(GBT 29462-2012)。
表2 1号机组热段再热水压堵阀
序号 | 名称 | 型号 | 管道规格 | 重量(kg) | 安装时间 |
1 | 热再水压试验堵阀 | DN850 PW554.51 阀体材质SA-217 WC9 | Φ882*40 材质P22 | 6875 | 2004.7 |
| |||||
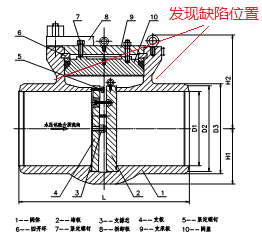
图1 水压堵阀结构 | |||||
该厂在锅炉检测期间,渗透检测发现再热热段水压堵阀(水压试验门)肩部存在裂纹缺陷,位置如图2所示。在水压堵阀两侧肩部R过渡区部分共存在7道裂纹,最长裂纹长度55mm。
|
图2 |
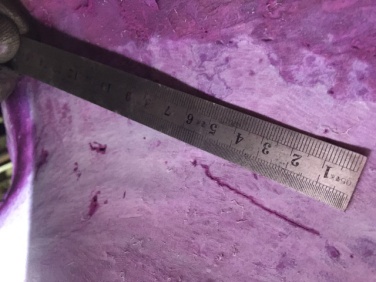
对炉侧12.6米平台上方再热热段水压堵阀进行表面渗透检测时,发现水压堵阀门体存在7条裂纹,最长裂纹为55mm,如图3。在消缺过程中,发现内部存在夹渣缺陷,如图4所示。同时对主蒸汽水压堵阀进行检测,发现主蒸汽水压堵阀门体表面存在微小裂纹缺陷3条,其中两处见图5所示,经磨削处理后消除。
| |
图3 | 图4 |
| |
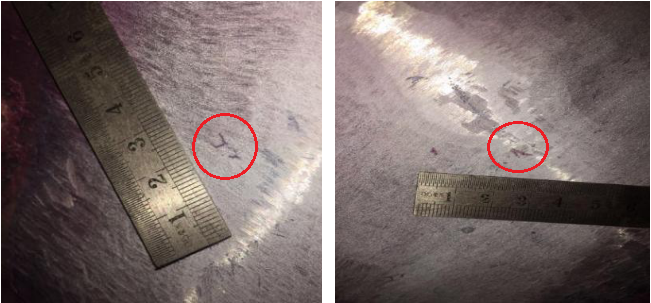
图5 主蒸汽水压堵阀缺陷 | |
表面渗透检验炉侧12.6米平台上方再热冷段水压堵阀时发现存在龟裂缺陷,如图6所示。
|
图6 再热冷段水压堵阀缺陷 |
现场人员将主蒸汽水压堵阀及再热冷段堵阀打开后,对内部检验。发现主蒸汽水压堵阀内部存在补焊痕迹,且发现裂纹缺陷,如图7所示;再热冷段水压堵阀内部存在气孔缺陷。如图8所示。
| |
图7 主蒸汽水压堵阀内部缺陷图片 | 图8 再热冷段水压堵阀内部缺陷图片 |
再热热段水压堵阀材质为SA-217 WC9,为2.25Cr型铸钢,采用NITON手持光谱仪对材质进行检测,检测结果表3所示。合金元素含量合格。
表3 再热热段水压堵阀材质检测
序号 | Cr | Mo | Mn | 序号 | Cr | Mo | Mn | 序号 | Cr | Mo | Mn |
1 | 2.54 | 1.03 | 0.65 | 2 | 2.58 | 1.04 | 0.69 | 3 | 2.58 | 1.02 | 0.58 |
现场采用便携里氏硬度计对再热热段阀门进行硬度校核,检测结果见表4,平均硬度138~140HBHLD,接近于硬度下限。SA-217 WC9为2.25Cr型铸钢,类似于国产ZG15Cr2Mo1,参考DL/T438-2016,硬度合格范围为140~220HB。
表4 硬度检测结果
序号 | 硬度值HBHLD | 硬度平均值HBHLD |
1 | 142、136、139 | 139 |
2 | 140、140、139 | 140 |
3 | 135、138、142 | 138 |
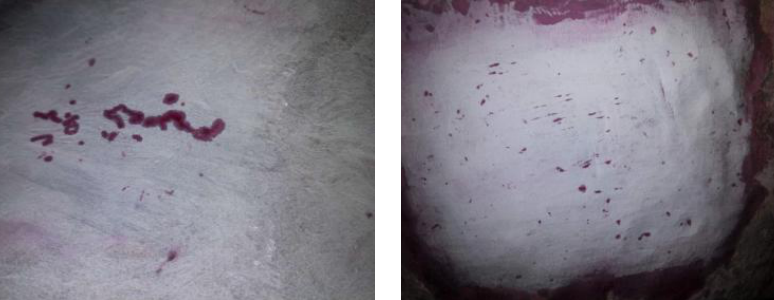
金属液在铸型内凝固收缩过程中 ,表面和内部冷却速度不同会产生很大的铸造应力 ,当该应力超过金属强度极限时,铸件便产生破裂。根据破裂时温度的高低又分为热裂纹和冷裂纹两种 。热裂纹约1200℃到1400 ℃高温下产生,并在最后凝固区或应力集中区出现 ,一般是沿晶扩展 ,呈很浅的网状裂纹,亦称龟裂 ,如图6再热冷段水压堵阀缺陷。铸造冷裂纹约在200℃到400℃低温下产生。低温时由于铸钢的塑性变坏,在巨大的热应力和组织应力的共同作用下产生冷裂纹 ,一般分布在铸钢件截面尺寸突变的部位,如夹角、圆角、沟槽、凹角、缺口的周围等部位。这种裂纹一般穿晶扩 展,有一定的角度,一般为断续或连续的线条 ,如图3再热热段裂纹缺陷所示。
锅炉运行中堵阀承受较高的工作压力,随着锅炉的运行,堵阀阀体内应力得到释放,组织内部小的缺陷进一步扩展形成裂纹,如再热热段水压堵阀阀体内存在夹渣缺陷,见图4。随着运行时间的增长,裂纹长度和深度增加。 运行中承受压力的变化,在工件截面突变部位也会产生新的应力集中,进一步引起工件表面裂纹产生和扩展。
堵阀内介质是有着较高温度的过热蒸汽,在锅炉运行及启停过程中,由于阀体较厚,导致内外壁产生较大的温差应力,由于铸件传热性较差,工件在生产中产生的一些小缺陷,在运行中进一步扩展形成小裂纹,因阀体表面温度低,塑性差,所以在温差应力作用下易于形成表面裂纹,如图5主蒸汽水压堵阀缺陷。
经过调查,本次再热热段水压堵阀开裂根本原因是制造工艺不良,机体内部存在夹渣、气孔等裂纹源;运行一段时间后,内应力和工作压力的影响、壁厚较厚形成温差应力的影响,促进裂纹的产生和原始微小缺陷的增长与延伸;同时制造检验规范和检验工艺不完善使得热段管道质量安全不能得到保证。
6.1 对再热热段水压堵阀肩部裂纹缺陷进行消除。若该缺陷为贯穿性裂纹,据JB/T3595-2002《电站阀门一般要求》,应予以报废。若非贯穿性裂纹,应在裂纹磨削消除后,进行补焊处理。
6.2 再热冷段水压堵阀气孔缺陷密集,涉及面广,若消缺过程中无法彻底消缺干净,据JB/T3595-2002《电站阀门一般要求》,应予以报废。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号