湖州锐格物流科技有限公司, 313000
摘要:本文主要分析了食用菌高效智能码垛设备的开发,通过合理的机械设计结构加上智能的PLC控制软件,集成了触摸屏人机界面系统,给用户提供了更加直观便捷的操作方式。通过自主研发的R-SIS物流管理系统,将设备的操作界面通过触摸屏来进行选择和控制。该设备具有较大市场优势,项目可以完成预定的技术、经济指标。
关键词:食用菌高效智能码垛设备;开发;产业化
一、目前食用菌工厂化的水平
目前,我国在食用菌行业已能够生产出设备较先进的自动化生产流水线,如山东力扬工贸机械有限公司、上海星路机械设备有限公司、昌高机械(上海)有限公司等,产品涵盖了自动拌料生产设备、培养料自动装瓶设备、自动接种生产设备、挠菌机自动生产设备等,品种也较齐全。但通过调研与资料查新可知,大部分食用菌生产厂家将接种瓶放入保温库的过程中,由于没有先进的设备,只能雇用大量的人工来完成实罐的码垛、棉塞封口等卸跺作业,这不仅增加生产成本,也影响生产速度,接种瓶型越小问题越突出。
有部分规模较大的食用菌生产厂家使用了国外进口的接种后码垛机,但进口设备售价昂贵,同时存在零配件更换困难、售后服务不及时、服务维修不方便等缺点,只有少数龙头企业才有实力投资,95%的国内厂家还是靠大量的人力来完成食用菌框的码垛工作。其次进口的码垛机的支撑立柱是双立柱的,如果一次夹起三个装满培养基的塑料框,其安全系数不是很高,所以有待改进。同时,国外食用菌码垛机的机械手效率在每小时260抓左右,总体抓取效率不高,无法满足高速发展的市场需求。
二、食用菌码垛机的结构特点
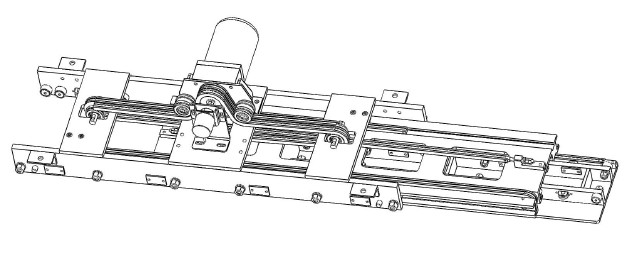
1、主要组成
由抓手装置、升降装置、外框及软件控制系统等组成。
2、工作原理
置于顶部的升降电机通过链条带动驱动轴,驱动轴经中件改向传动轮机构将动力传到另一驱动轴,驱动轴的两端各有一个链轮,四条升降链条分别绕过驱动轴边侧的链轮,链条的两端与升降架的调节杆连接,调节升降架的调节杆使两侧框架保持高度一致。抓取装置安装在升降架上,可随升降架一起运动。电机及传动轴机构装配在升降架上,电机通过链条带动直线滑块机构使抓取装置伸缩,抓取装置在气缸的驱动下,完成抓手的夹紧和松开动作。
3、创新点
(1)自主设计食用菌培育框的数量识别系统和夹取装置,可一次识别3个培育框,大大提高了码垛效率,达到360抓/小时。
码垛机一次要抓取3个塑料框,只有当识别到3个塑料框后,抓取装置才会工作。通过漫反射式光电开关来进行塑料筐的数量检测,并实时将检测结果反馈给PLC,由PLC下达执行命令。机械手每次操作可以抓取3个塑料框,每小时可以完成360抓,保证了最大的抓取效率。采用的夹取装置与塑料框的外框相匹配,抓取装置由气缸带动连杆机构,通过夹具来实现,以达到抓取的平稳性。
(2)开发了双向高速水平移动机构——三节式伸缩货叉,实现了码垛机水平和垂直抓取运动高精度、高准确性的目的,保证了设备整体平稳的运行。
在采用码垛机器人的时候,真空抓手是最常见的机械臂臂端工具(EOAT)。但是在一些特定的应用中,真空抓手也会遇到问题,例如表面多孔的基质,内容物为液体的软包装,或者表面不平整的包装等等。
为解决上述问题,本产品的水平移动机构采取的是三节式双向快速伸缩货叉机构,用于实现左、右两侧的抓取。
(3)自动码垛机的伸缩货叉使用直线滑块作为线性导引,通过旋转编码器和极限位保护光电开关来完成定位检测,具有定位精度高,摩擦损耗小,能长时间维持精度等特点。
传统的滑动导引,无可避免的会因油腻逆流作用造成平台运动精度不良,且因运动时润滑不充分,导致运行轨道接触面的磨损,严重影响精度。
为解决上述问题,设计并采用了使用直线滑块作为线性导引的伸缩货叉,由于直线滑块的摩擦方式为滚动摩擦,不仅摩擦系数降低至滑动导引的1/50,磨耗非常小,动摩擦力与静摩擦力的差距大幅度缩小。因此当活动架运行时,不会有打滑的现象发生,定位精度高,摩擦损耗小,能长时间维持精度。
伸缩货叉的定位检测通过1组旋转编码器(增量式编码器)和1组极限位保护光电开关来完成。光电式旋转编码器通过光电转换,将电机输出轴的角速度等机械量转换成伸缩货叉移动相应的电脉冲以数字量输出(REP)。通过旋转编码器可以精确定位货叉伸出位置以及方向。在货叉运行速度40m/min的时候,货叉的定位精度为±2mm。而极限位保护光电开关则是为了减少不必要的设备损耗,在编码器失效时使货叉暂停运行,具有制动功能。
(4)通过槽型开关定位技术,保证了码垛机垂直升降的定位精度。
传统的升降定位通常采用的是检测距离为8mm的接近开关或行程开关,其缺点是:一方面对设备安装精度要求非常高,因为接近式检测开关只有8mm的检测距离,二是定位精度不够,接近开关的接通时间为50ms,容易造成定位不精准而降低设备的使用性能。
为解决上述问题,本结构中采用的是通过槽型开关定位技术来保证其定位的精准。在垂直升降中,码垛机要完成的是每托盘装9层、每层2列,每列3框的码垛任务。也就是说,夹取装置每次码垛卸下塑料框时,其存放的位置必然要有所差异,这就需要码垛机能根据托盘上已有的塑料框情况自动进行检测与分析,通过自动识别以及槽型检测系统,精确地对每次抓取的3个塑料框在托盘上的位置进行定位。槽型检测光电的接通时间为5ms,定位精度远超市场同类产品。并且控制软件通过高等设计技巧使投光光束集中在小光点,提供了其高辨别率。槽型检测光电的测量无需与被测量对象接触,不会对被测量轴形成额外的负载,以升降速度为40米/分钟计算,槽型光电的响应时间是5ms,加上PLC等的反馈时间5ms,计算得升降定位精度仅为6mm,因此,光电转速传感器的测量误差更小,精度更高,提高了码垛机的运行效率。
(5)项目采用工业级PLC为核心,以工业触摸屏为人机交换媒介,具有动态运行显示、产品信息的自动记录、故障报警等功能,提高了生产效率,实现了自动化码垛作业。同时为企业提供最基础的数据,帮助企业改进工艺,实现产品信息的可追溯。
本产品通过合理的机械设计结构加上智能的PLC控制软件,集成了触摸屏人机界面系统,给用户提供了更加直观便捷的操作方式。通过自主研发的R-SIS物流管理系统,将设备的操作界面通过触摸屏来进行选择和控制。
因此,项目产品市场前景广阔,加上我们单位已在食用菌工厂化、自动化产生设备方面已进行了技术、市场方面积淀,已与山东荣丰食用菌有限公司、上海丰科生物科技股份有限公司等下流用户单位建立了广泛合作,具有较大市场优势,项目可以完成预定的技术、经济指标。
参考文献:
[1]王三祥, 朱士新. 一种食用菌箱自动码垛运输装置及其运输方法:, 2019.
[2]赵瑞琳. 食用菌资源开发和高效加工关键技术研究[J]. 中国科技成果, 2018(13):9-11.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



