宁夏哈纳斯燃气集团有限公司,宁夏 银川 750001
摘 要:本文通过银川市金凤区金凤花园府邸室内天然气管道安装工程作为案例,介绍埋地铜质管道作为室内埋地低压天然气输送用管道的应用。借助铜质管道质地坚硬、埋地敷设不易腐蚀的特点,确保了室内埋地低压天然气管道系统的长期安全稳定运行。为保证铜管安装质量,本文将从铜管的焊接与无损检测技术两个方面,介绍本工程所采取的质量保证技术手段。通过焊接技术的实际应用,表明室内埋地铜制低压管道具备良好的性能优势。
关键词:室内埋地管道系统;铜管焊接
1 引言
本文通过我公司的金凤花园府邸室内天然气管道安装工程的室内内地管道焊接介绍室内埋地铜制管道焊接与无损检测。室内厨房环境复杂,铜质燃气管道具有坚固、耐腐蚀,适合用于室内复杂环境的低压天然气管道系统。为保证金凤花园府邸室内天然气管道施工安装的高水平、高规格、高质量,公司采用了铜质管道作为室内燃气管道。利用磷脱氧铜管道质地坚硬、不易腐蚀的优良特点,施工完成后的室内燃气管道满足了设计的要求。
金凤花园府邸室内天然气管道工程室内管道系统的平面图,如图1所示:
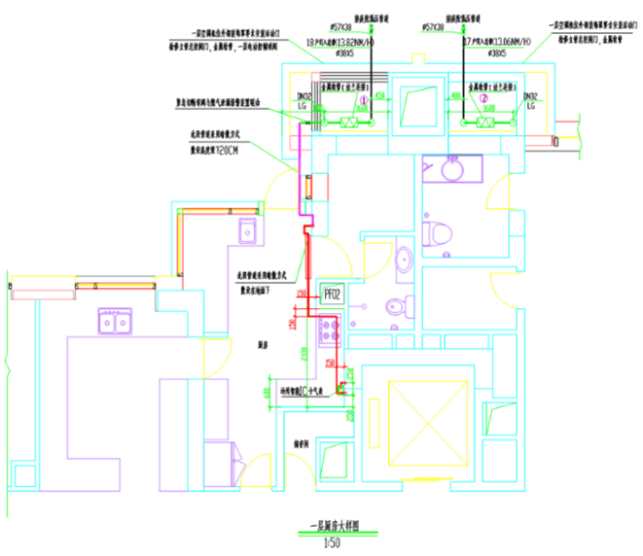
图1 金凤花园府邸室内天然气管道工程平面图
2 铜管焊接
2.1 焊接方式
本工程采用是钎焊法的对接焊铜管,室内埋地铜制管道的焊接与无损检验质量直接影响着室内管道系统的稳定性与安全性。铜制管道的焊接接头必须要达到母材机械性能指标,不能出现焊接缺陷。
2.2 焊接管材与焊料
2.2.1 铜管
本工程铜管采用磷脱氧铜材质的管道,GB/T18033-C12200 H80-Φ22×1.2,铜管化学成分见表1。
表1 磷脱氧铜化学成分
分类 | 代号 | 型号 | 化学成分(质量分数)/% | |
Cu+Ag (最小值) | P | |||
磷脱氧铜 | 12200 | TP2 | 99.9 | 0.015~0.040 |
2.2.2 焊接钎料
本工程使用银铜磷环保钎料,材质符合GB/T 6418-B Cu91PAg,(含2%的银基焊料)。钎料化学成分见表2。
表2 银铜磷钎料化学成分

2.3 焊接工具
本工程使用的焊接工具有焊炬、氧气瓶、乙炔瓶、减压器、回火保险器。
本工程使用的氧气瓶容积为40L,工作压力15MPa,外表天蓝色,黑漆“氧气”。使用的乙炔瓶容积为40L,工作压力1.5MPa,外表白色,红漆“乙炔”、“不可近火”。
2.4管道焊接坡口的处理
本工程铜管氧乙炔焊采用对口焊接的方式,焊接接口的处理方式见图2所示,焊口坡脚为90°,坡口宽度c=0~2mm。

图2 铜管氧乙炔焊的坡口形式及尺寸(T=1.5mm)
2.5 焊接要求
为防止待焊接管道内壁高温氧化,在铜制管道焊接时,管内应通低流速的氮气。为防止带焊接管道外表面氧化,乙炔气通过无氧化焊接发生器输出。
焊接时,首先对待焊接铜质管道预热。在铜管受热至紫红色时,移开火焰后将焊料靠在焊口处,使焊料熔化后流入焊接的铜质管道焊缝中,受热后的温度通过铜的颜色来反映温度的高低。氧乙炔火焰不得直接加热焊条。对于高温条件下易变形、损坏的部件本工程采用了相应保护措施。铜质管道焊接结束后需要进行退火操作,退火温度不应低于300℃(铜管呈现暗红色)。
焊接工作完成后,待管道充分冷却后,本工程使用干燥氮气对管道进行了吹扫。
2.6 补焊
在试压过程中发现焊接有渗漏的地方应进行补焊,补焊时要将系统试压的氮气放掉,焊后要重新试压。补焊前用纱布擦净表面的氧化层。补焊后,清除干净氧化皮,在水中淬火后,烘干铜管,确保不存在水滴。
3 铜管焊接质量检测
3.1 检测方式
对铜质管道焊缝检查是保证管道安装工程高质量完成的重要措施。因此,铜质管道在焊接完成后应根据相关技术要求对焊缝开展宏观检查与无损检测。管道焊接质量的检验包括宏观检查与无损探伤。其中室内埋地低压天然气管道需要对焊接接口100%内部质量检查。
3.2 外观检查
外观检查以肉眼观察为主,使用5~20倍的放大镜进行观察。通过外观检查,焊接铜质管道焊接接口没有发现表面缺陷。焊缝的外形尺寸采用了焊缝尺进行测量,满足设计要求。
3.3无损检测技术的比较
金属管道的无损检测是在不损坏检验对象的前提下,对检测对象的内部的结构、性质或状态进行检查和测试。目前常用的无损检测方法是射线检测、超声波检测、磁粉检测与渗透检测。
每一种无损检测手段都有适用范围与局限性。射线检验是利用高能射线的穿透能力对焊缝透射,根据投射投影在底片上的成像判断投射部位是否有缺陷、确定缺陷的数量与结构。但是由于本次工程室内施工的特点,考虑到X射线检测周期长,对现场人员存在损害身体的风险。故本工程铜管焊接采用超声波无损检测技术。
3.4 超声波无损检测技术的应用
本工程采用的是超声波无损检测技术,超声波无损检测铜只管道的基本原理如图2所示。
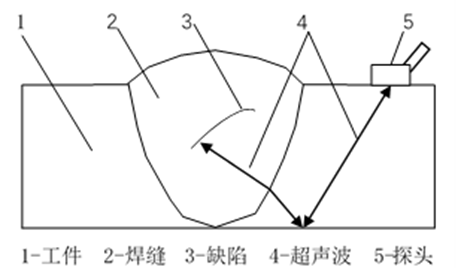
图3 超声波探伤原理示意图
超声波束由探头发出,在铜管管壁传播,当超声波束传到铜管壁与焊缝交界面时,发生折射。如果传播中的超声波遇到焊缝中的缺陷,就会发生反射现象,反射超声波沿原路径返回到超声波探头就可以被接收。通过检测仪的计算机设备分析数据就可以在液晶屏上显示反射声波。通过比较反射声波的波形变异,就可以确定焊缝中缺陷的位置与结构信息。
经超声波无损检测,本工程所有焊接管道接口超声波检测合格。
4 结论
金凤花园府邸室内天然气管道工程的施工,采用了本文中所使用的铜管焊接与焊接质量检查技术,高质量的完成了该室内天然气管道安装工程。
通过本文可以了解到,到在室内天然气管道安装过程中,管道的焊接工艺与无损检测的高质量完成为工程高标准的完成奠定了基础,确保了室内管道系统的安全性。
参考文献
[1] 国家标准 GB 50236-2011《现场设备、工业管道焊接工程施工规范》
[2] 国家标准 GB/T 18033-2017《无缝铜水管和铜气管》
[3] 国家标准 GB/T 6418-2008《铜基钎料》
[4] 赵凤兰. 异型紫铜管对接焊缝超声波检测[J]. 无损检测, 1997.8:232-235
[5] 国家能源行业标准. NB/T 47013《承压设备无损检测》

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



