山东泰开重工机械有限公司,山东省泰安市, 271000 ,
摘要:分装式旋变作为同步随动系统和轴角编码的反馈元件,需要和结构系统一体化安装,其安装结构设计和装配精度直接影响系统的精度。装配精度的不足,容易引起电气误差的积累。本文从结构设计和装配的角度出发,着重分析引起装配误差的主要因素,针对性的提出改善措施,为减少装配误差影响、提高装配质量提供了基础。
关键词: 装配精度;累积误差;包容性
引言:分装式旋变广泛应用于高精度的同步随动系统和轴角编码系统,如船舶导航、无线电望远镜、射击瞄准、雷达跟踪系统。分装式旋变采用定子和转子分体安装的结构形式,其结构设计和装配精度直接影响系统的精度,装配精度的不足,容易引起电气误差的积累,造成系统故障。分装式旋变安装的内外座同轴度公差0.05mm,垂直度公差在0.05mm,装配超差容易出现5.625°的电气误差。为了保证系统运行的可靠性,必须对分装式旋变的装配精度进行有效控制。
1.设计对装配精度的因素
提高加工误差的包容度有利于选取合适装配工艺,进而降低加工的难度,减轻装配工艺的复杂程度。选择合适的零件指标可以有效的提高装配质量,保证系统有效运行。
1.1.加工误差包容度
分装式旋变装配具有单件小批量生产、装配精度高的特点。零部件生产数量较少,可以适当采用调整等装配方法来保证装配精度。设计时应具备足够的加工误差包容度,主要体现如下:
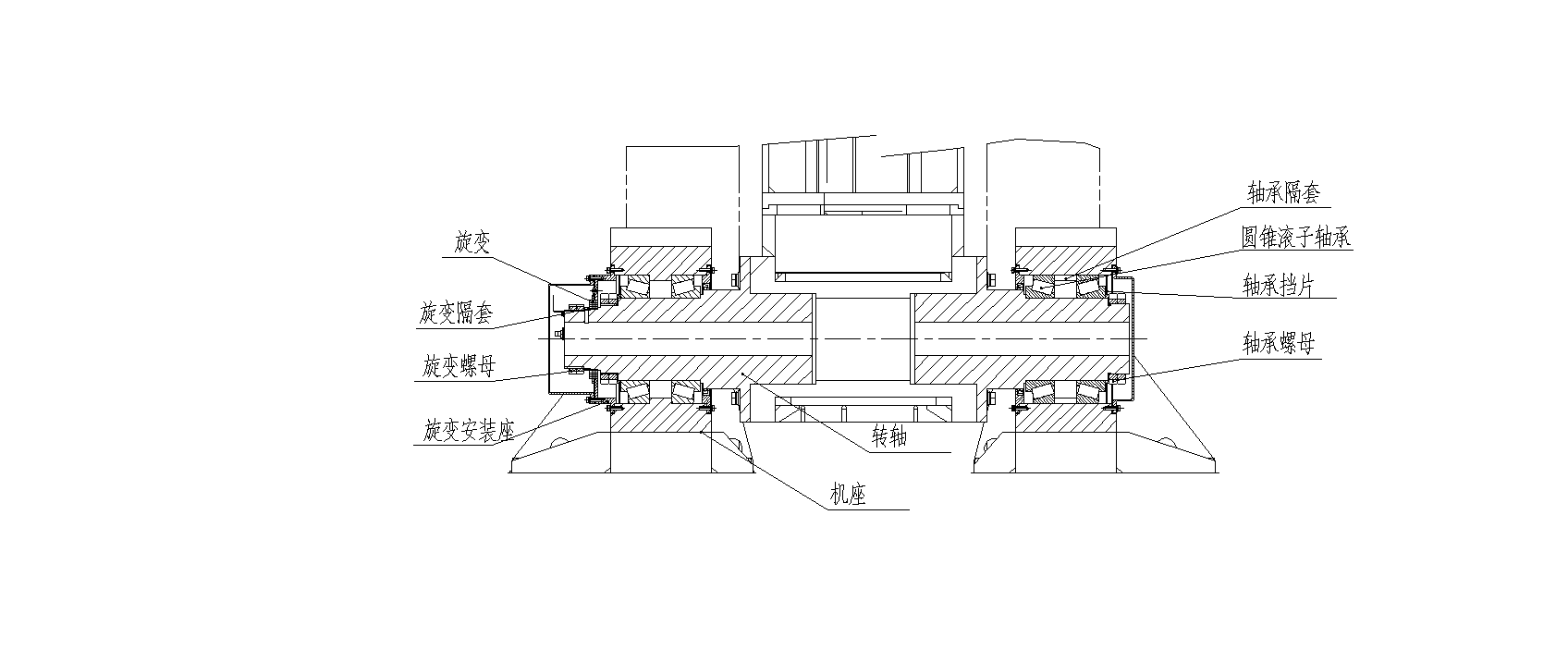
(1)轴向尺寸误差:为了保证分装式旋变装配具有较高的回转精度,设计采用四个高精度圆锥滚子轴承背对背安装形式。考虑到转轴和机座设备均为固定式结构,安装时轴向尺寸链封闭,为了包容轴向加工误差,支承一端使用两个高精度圆锥滚子轴承背对背安装及固定式轴挡,用来限制轴承的轴向位移。另一端采用两个高精度圆锥滚子轴承背对背安装及浮动式轴挡,用来包容轴向尺寸误差。背对背安装形式可以使转轴承受径向和横向的联合载荷。通过调整轴承螺母使轴承达到预期的游隙或预紧量。为了防止定子和转子不出现轴向错位,设计时加装旋变隔套可以通过旋变隔套弥补轴向错位。
(2)径向同轴度误差:分装式旋变定子通过后期装配方式固定安装到机座上,由于加装了旋变安装座,定子相对于机座的径向误差会造成比较大的累积,为了对定子径向的累积误差进行包容,采用后期垫铜皮的调整装配的方法保证其相对于机座的同轴度。
(3)螺母紧固的误差:旋变螺母、轴承螺母与转轴采用螺纹结构连接,螺母与转轴装配时,存在同轴度和垂直度误差,且由于旋转压紧,螺母与轴承和分装式旋变之间会产生相对摩擦,造成不必要的外部干扰。为了对螺母安装误差进行包容,设置了轴承挡板及旋变隔套进行补偿。
(4)紧固对旋变的误差:定子和转子安装倾斜时,可能存在螺钉压紧变形,设计时采用旋变隔套来保证均匀压紧,有效避免旋变变形。定子和转子安装时仅依靠端面受力,定子和转子不承受径向力。
1.2零件设计指标
分装式旋变装配精度主要依靠转轴与机座等主要零件的精度来保证,对零件指标具有有较高的要求。主要体现如下:
(1)刚度因素:在指标允许的情况下,适当提高分装式旋变回转轴和机座刚度。零件刚度的提高可以有效减小回旋变形,有利于保证回转的平稳性,进而保证产品装配精度。
(2)轴承等级:分装式旋变回转轴承选用P5精密级的圆锥滚子轴承,可以满足特别高的工作精度和运转平稳的支承。
(3)公差等级:分装式旋变要求具有较高的回转精度,为了消除弹性变形和振动的影响,与轴承配合的轴采用公差等级IT5制造,机座轴孔采用公差等级IT7制造。
(4)几何形状精度:为了保证轴承具有良好的回转精度,轴承的配合面需要具有良好的几何形状精度。转轴与轴承配合面的圆柱度公差按照公差等级IT4制造,机座与轴承配合面的圆柱度公差按照公差等级IT5制造
(5)位置精度:如机座轴承孔的同轴度,转轴旋变安装面和轴承安装面的同轴度,转轴轴向定位轴肩的垂直度等。左右转轴轴承结合面和转轴与轴承配合面的圆柱度公差按照公差等级IT3制造,左右机座的同轴度公差按照公差等级IT4制造
(6)表面粗糙度:轴承与机座、轴承与转轴等两两配合表面的表面粗糙度按照不大于Ra3.2进行设计。
(7)时效性:为了减小零件时效变形,零件加工过程中需要进行时效处理。
1.3指标可测性
分装式旋变主要配件的装配精度可以在装配过程中较方便的进行测量,在装配过程进行测量,避免到装配结束阶段才发现不合适造成返工及二次装配。
2.装配精度控制
分装式旋变安装时精度控制主要取决于零件精度和装配施工工艺的可靠性,并且具有足够的检测及识别机制。
2.1.零件精度决定装配精度:装配前必须进行尺寸检查,安装技术图样复查零件的配合尺寸,避免在装配过程中采用锉、配修,修磨等工艺修复。
2.2.装配顺序:按照工艺文件进行,合理安排装配顺序和装配方法,良好的装配顺序和装配方法可以方便的借用零件的装配基准,有利于提高加工精度,减轻劳动强度。
2.3.调整装配:识别装配中可以进行调整的零件,通过调整可以有效的提高装配精度。旋变安装座安装时应对安装面的垂直度进行复校调整,保证在允许公差范围内。
2.4.拧紧力矩:定子和转子的受力变形直接影响旋变误差,一定要注意定子和转子的装配施工。定子和转子对正后装配并保证装配结合面上无异物。为了将压紧变形控制在合理范围内,螺钉的拧紧力矩控制在8kg.cm,防止拧紧力矩过大导致旋变变形。
5.5.避免暴力装配:在装配过程中,难免发生装配不顺利地方,应认真分析,发现问题的源头,优先选用更改装配工艺或者调整装配的方法,慎重考虑使用修配的方式去处理。
2.6.良好的装配环境:嘈杂、脏乱的的装配环境条件不利于操作者保持高度注意力,会影响装配的稳定性。不合适的装夹及固定会导致零件变形,导致后期调试困难。
2.7.检测:在装配过程中,应进行必要的中间过程检测,如发现装配超差应及时进行分析并采取必要措施进行处理,防止盲目的返工。二次装配会产生不必要的刮痕,进而影响精度,所以要重视装配过程中检查。
3.关键装配方法
3.1.轴承装配
大型轴承,压入时需要很大的力,很难压入,因此轴承装配选择热装方式装配。在油中将轴承内环加热,使之膨胀,然后装到轴上。在机座上使用加热带的方法加热,将轴承外环安装到机座上。热装配不会造成轴承承受不当的力。热装作业需要注意:
(a)加热温度应控制在120℃以下;
(b)应保证轴承受热均匀,防止因为不均匀受热导致轴承异常变形;
(c)适当缩短作业时间,防止操作过程中发生工件变冷,难于安装;
(d)安装后,轴承冷却下来,宽度方向也收缩,所以要用轴承螺母紧固,以防内圈与轴承挡肩之间产生缝隙。
3.2.游隙的调整
分装式旋变采用4对高精度圆锥滚子轴承背对背安装,通过调整轴承螺母使轴承达到预期的游隙或预紧量,调整后转轴相对于机座的径向跳动量在30~50μm以下。
3.3.分装式旋变转子的安装
操作时将分装式旋变转子采用手动旋入方式装配。装配时,提前涂油进行润滑,可采用木锤或者橡皮锤进行辅助操作,切不可用金属敲击的方式进行装配,装配时应避免产生压痕、压伤。
分装式旋变转子安装到位应保证与轴承轴肩可靠固定,这就需要采用旋变隔套进行配合调整防止出现偏斜情况。
3.4.分装式旋变定子
分装式旋变定子安装时预留了径向调整余量,采用调整装配方式施工,具体方法为在旋变安装座和机座结合面位置垫铜皮。利用可调节零件的方式来调整,可以有效提高装配的准确性,节省后期修复的时间。
结语
分装式旋变作为伺服控制的闭环反馈装置,在控制领域占有重要的地位,而装配精度的控制无疑是其使用的一个难点。无论在设计还是装配阶段都需要进行必要的控制,在保证零件精度的前提条件,对装配工艺进行规定,采用积极有效的控制措施和补偿机制,来保证装配精度的可靠,最终保证产品质量的稳定。
参考文献
[1]席亚妮,王晓庆,刘学东.机械零件的检测及误差分析[J].机械研究与应用,2017,30(04):145-147.
[2]吴涵.机械零件的检测及误差原因的研究[J].科技与企业,2013(03):310.
[3]刘飞,贺东波.浅谈机械零件的检测与误差原因[J].科技创新与应用,2012(05):50.
作者简介:李卫华(1983年2月),男,山东省德州市,汉,本科,工程师,汽车制造

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



