湖北工业大学,湖北武汉, 430000
摘要:为提高职业院校学生的编程能力,提升职业院校学生就业的核心竞争力,将“机电一体化设备安装与调试”设备应用到比赛和教学中来。在比赛和教学中,如何教授学生设计出符合任务书要求的PLC的程序,是教学中的关键,也是训练过程中的重点和难点。本文以“机电一体化安装与调试”设备中分拣机构为例,对分拣机构的编程逻辑处理这一难点进行了分析,同时总结了分拣机构中需求以及优先的编程方法。
关键词:技能大赛 智能分拣机构 程序
1 引言
在“机电一体化设备安装与调试”各类技能比赛中,如何又快又好的设计出符合比赛任务书要求的PLC的程序,是比赛取得好成绩的关键,也是日常训练过程中的重点和难点。同时,在机电设备安装与调试的课程中,如何提高学生的编程能力,也是笔者一直探究的方向。YL-235A设备是集机械安装、PLC技术与应用、变频器技术、气动传动技术、触摸屏技术和传感器技术于一体的实训设备,这套设备正好符合机电类专业的教学的要求。本文以YL-235A设备中的智能分拣机构控制要求为例,分析其程序设计方法。
2 智能分拣机构的设计
2.1 智能分拣机构的控制要求
有一条生产线,有甲、乙两个成品装配工位,均可将A和B两种零件按A-B、B-A、A-A或B-B装配成成品。根据订单和生产工艺要求在设备生产时两个工位装配方式可以任选,且每个工位均可指定装配多少套成品后进行包装;还可以指定A和B来料时优先进入哪个工位(必须指定)。分拣过程中如出现来料甲、乙工位都不满足的送入废料仓。
2.2 硬件系统组成
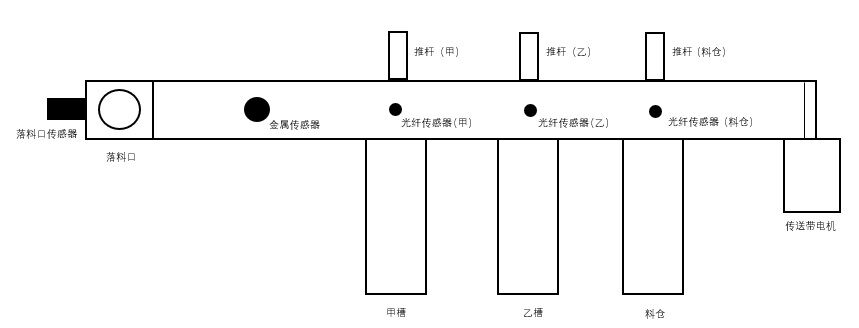
按照生产要求设A零件为金属工件,B零件为白色塑料工件,在一条传送带上各工件依次由落料口(安装一传感器)经金属传感器后到达两个工位,两工位前均安装光纤传感器识别工件到来,另在料仓位置以光纤传感器识别不需要的工件到来。设备在在两个装配工位和料仓位置前安装气压推杆用以分拣。
控制部分采用三菱FX3U-48MR型号PLC作核心控制器,接收落料口传感器、金属传感器、工位传感器和料仓传感器信号,并控制变频器带动皮带电机;控制气压推杆电磁阀进行分拣。
生产工艺的设定和设备状态的监控采用MCGS-TPC7062TX人机界面通过编程口与PLC连接。
2.3 设备平面图
2.4 调试程序设计
2.4.1程序设计流程
跟任务的要求,来料判断两种材料可以用一下流程判断物料的路径。以A为例,若甲工位需要此材料表示为“甲需要”,若设定该材料优先进入甲工位表示为“甲优先”,其他类同,程序分拣流程表示如下:
对于甲工位是否需要A工件的判断主要依据甲工位设定的安装种类而定,分为四种情况:
安装种类 | 条件一 | 条件二 |
A-A | 小于设定装配套数时 | 无 |
A-B | 首个需要(若设定数量大于0) | 小于设定装配套数且前一个为B工件时 |
B-A | 小于设定装配套数且前一个为B工件时 | |
B-B | 始终无需 | |
以上四种安装种类中,前三种只要满足条件一或者条件二则判定甲工位需要A工件。甲工位是否需要B工件以及乙工位的需求判定可由此类推。
2.4.2 人机互动的设计
(1)I/O分配表
作用 | 软元件 | 作用 | 软元件 |
落料口传感器(红外) | X0 | 电动机正转 | Y0 |
金属传感器(电感式) | X1 | 电动机反转 | Y1 |
光纤传感器(甲工位) | X2 | 甲工位推杆 | Y2 |
光纤传感器(乙工位) | X3 | 乙工位推杆 | Y3 |
光纤传感器(料仓) | X4 | 料仓推杆 | Y4 |
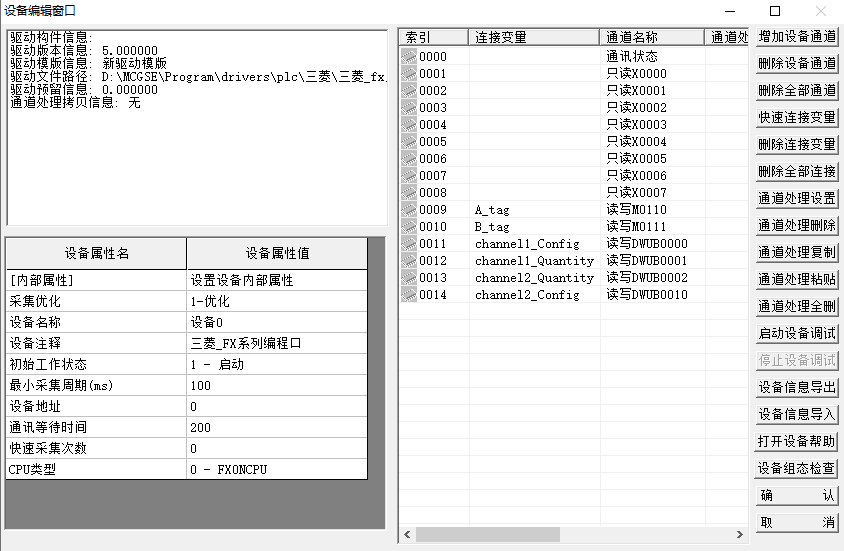
(2)HMI组态
根据系统设计需求、硬件组成及匹配PLC程序的需要,相应通道及变量组态如下:
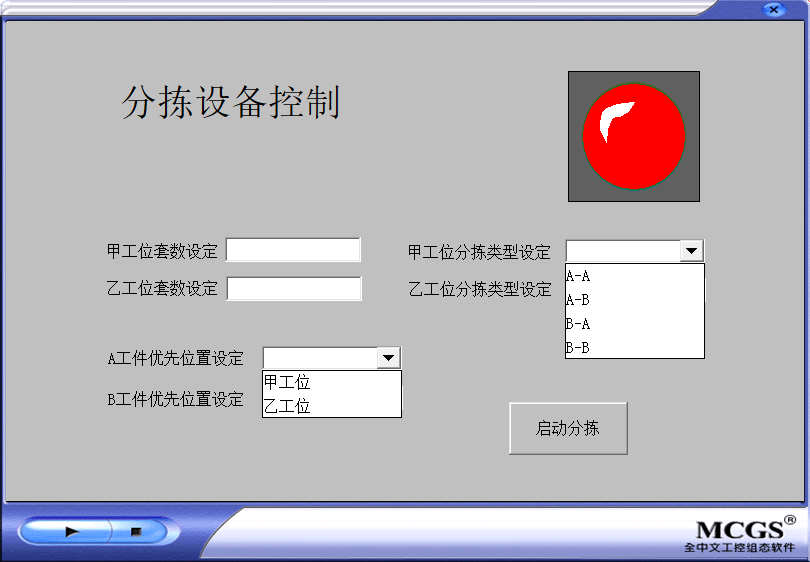
(3)HMI控制画面
2.5 运行程序设计
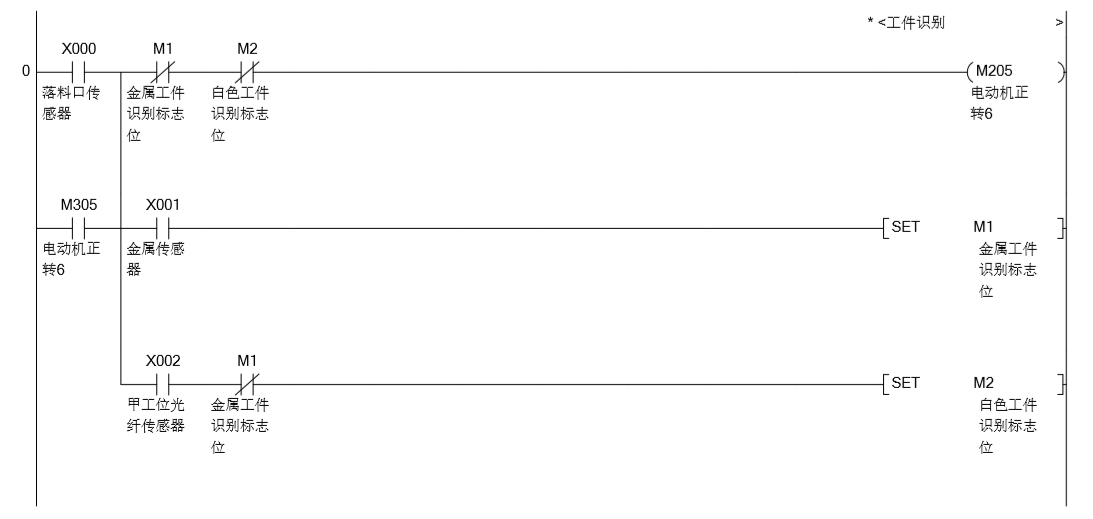
2.5.1 工件识别程序的设计
在编写运行程序前,需要先编写工件识别的程序,通过物料检测传感器检测判断出物料的性质(即A或B),列出工件的标志位为后续的任务需求做好准备,设计的示例程序,如图所示:
2.5.2 工件进料后判断甲、乙料仓是否需要料的程序设计
根据分装要求编写甲、乙料仓是否需要程序,编写这部分程序是整个运行程序的难点。需要对条件判别的逻辑分析和对寄存器内部数据的算法来完成程序设计。实现的方法有多种,这里主要介绍如何使用触点比较指令实现。我们需要用触摸屏选择相应的套数以及分拣方式:A-A、A-B、B-A、B-B,设定D0寄存器来关联分拣方式,D1寄存器关联选择的套数,用D13、D16来记录工件的个数,运用运算指令来计算出关联的D11、D14对应的套数。以A物料进料后判断甲、乙料仓是否需要料的梯形图程序示例如下:
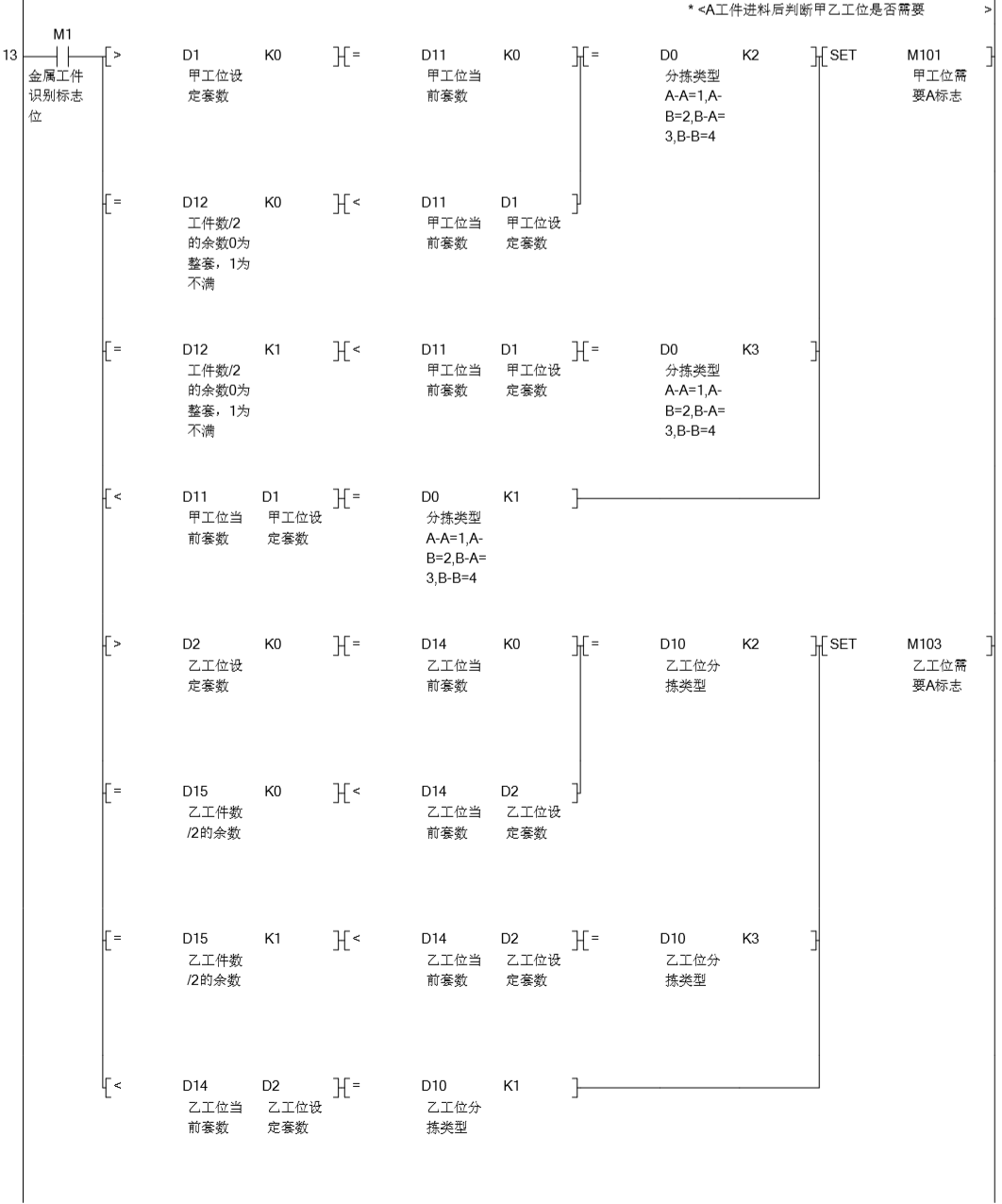
需求判断程序
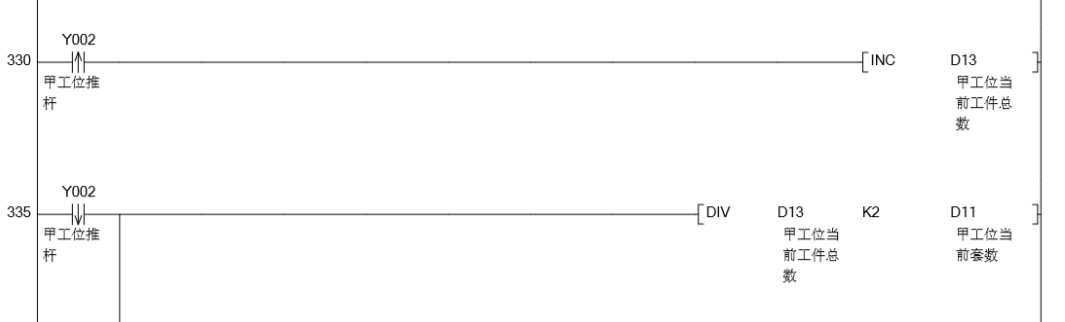
D13、D16的运算程序
用同样的方法写出A物料进料后判断甲、乙料仓是否需要料的梯形图程序。
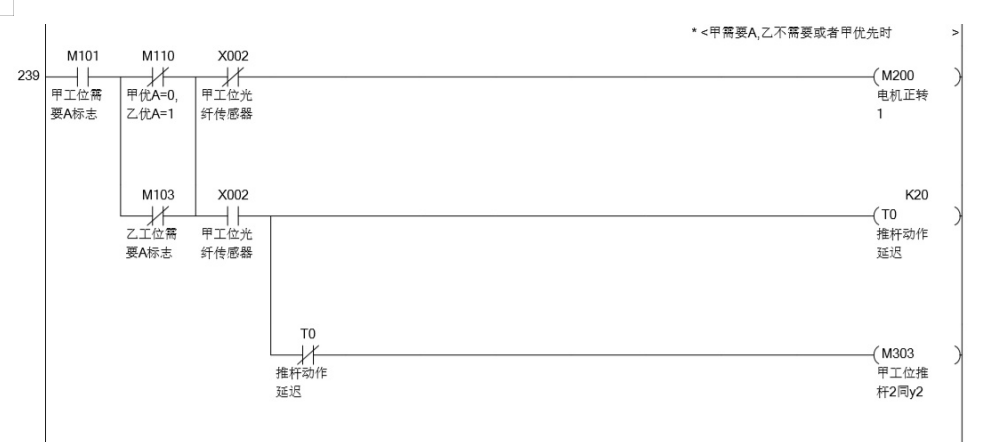
2.5.3 工件料仓需求优先判断程序
对于优先判断的过程较为简单,分为以下五种情况:甲需要A乙不需要或者甲优先、甲需要B乙不需要或甲优先、乙需要A甲不需要或者乙优先、乙需要B甲不需要或者乙优先、甲乙均不需要进废料仓。以甲需要A乙不需要或者甲优先编写示例程序如下:
3结语
以上就是以机电一体化设备为载体对设备中智能分拣机构的程序设计作出的分析,按照设备安装图将对应的设备安装调试好,对应以上部分示例程序,完成主程序,该程序即能实现智能分拣的功能。以此为基础,在后续指导学生竞赛训练和日常的教学过程中,只要不断的总结程序中的重点和难点,就能提高学生综合编程的能力,也只有这样才能在各类竞赛中取得好成绩,才能在完成每堂课所设计的教学目标。
作者简介:
罗贤(1985.02-),男,汉族,湖北武汉人,中级技师,在职研究生,机电一体化方向

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



