中国石化青岛炼油化工有限责任公司,青岛 266500
摘 要:文中分析了影响硫磺回收装置烟气中SO2排放的因素,针对某炼厂22万吨/年硫磺回收装置烟气SO2排放量较高的实际情况,采取了相应的减排措施,目前烟气SO2排放浓度稳定在30mg/m3以下。着重对液硫脱气废气改造、新装置运行及尾气碱洗部分等进行分析总结。
关键词:硫磺回收;烟气减排;碱洗;SO2
目前我国城市大气污染严重,SO2是大气污染物中数量大、分布广,影响严重的气态污染物之一。SO2气体对人以及动植物造成巨大的伤害,也对社会环境产生很大压力。2015年4月16日国家环保部发布了《石油炼制工业污染物排放标准{GB 31570-2015}》,新标准要求:现有酸性气回收装置自2017年7月1日起,一般地区SO2排放限值400mg/m3,特别地区排放值为100 mg/m3[1];2019年11月山东省发布最新大气污染物排放标准,重点区域烟气SO2排放限值为50 mg/m3。因此如何降低硫磺回收装置尾气SO2排放值,是炼厂必须面对和解决的问题,本文结合某炼厂降低尾气SO2排放的实际经验,提出了可行性的建议和改进措施。
概况
22万吨/年硫磺回收装置于2008年5月投产,采用意大利KTI公司的技术,通过克劳斯与RAR(还原、吸收、循环)工艺,回收酸性气中所含的硫,其中硫回收单元由两列相同克劳斯制硫组成,每列设计规模为11万吨/年,RAR、液硫脱气及尾气焚烧部分为单列设计。装置硫回收能力600吨/日,硫回收率99.9%,烟气SO2含量约为510mg/m3。
根据环保部新标准的要求及油品升级的需要,2015年8月大检修时,将液硫废气改至反应炉,改造后,烟气中SO2含量下降了40~50 mg/m3;2016年7月建成投产了一套10万吨/年硫磺回收装置,SO2总排放量降至300 mg/m3以下;2016年12月将酸性气大罐罐顶气经过脱臭处理后,又增设了水洗脱氨、胺洗脱硫,烟气中SO2含量减少了20~40 mg/m3;2017年7月1日,要求现有企业克劳斯尾气SO2排放小于400 mg/m3,重点地区小于100 mg/m3。通过增设一套碱洗系统,满足了烟气排放量小于100 mg/m3的指标要求。
影响SO2排放的因素
影响SO2排放浓度因素主要有以下三部分:一是克劳斯制硫部分的转化率和硫回收率;二是尾气加氢反应还原转化率和尾气吸收塔的吸收率;三是阀门腐蚀内漏。
克劳斯反应炉和转化器的转化率、硫回收率的影响分析
反应炉温度
克劳斯反应炉的温度与原料酸性气中H2S含量和配风量,进炉酸性气和空气温度等因素有关。在克劳斯燃烧炉内的温度越高越有利于热力学平衡转化率,根据操作经验,反应炉温一般控制在1250~1400℃之间,当反应炉温度高过1360℃时炉内转化率可达到74%,而且在有烃类和CO2杂质存在时, COS、CS2的生成量也随温度升高而减少,有利于提高硫回收率、减少尾气中SO2排放量。
配风比
配风比的大小直接影响硫转化率及炉温,所以配风比是硫总转化率的关键因素,也是减少SO2的排放量的关键因素之一。
H2S氧化制硫反应式:
H2S+0.5O2→H2O+0.5S2
H2S+1.5O2→H2O+SO2
2H2S+SO2→2H2O+1.5S2
从上述反应式得出,在适当的配风比下,经反应炉出来的过程气中H2S和SO2的比例为2:1时,生成单质硫的转化率最高。但实际生产中配风比为2:1时,总转化率不一定最大。在克劳斯氧化制硫过程中,空气量不足或过剩均会降低转化率,但空气不足比空气过剩对硫转化率的影响更大。配风比的适当加大能提高炉内温度,有利于提高热平衡转化率、减少CS2 、COS的生成。
转化器的温度
H2S催化制硫反应式:
2H2S+SO2→2H2O+1.5S2
该反应为平衡反应,低温(210~350℃)有利于转化率的提高,但温度低于露点时反应速度降低,特别在露点下反应时生成的硫,会集聚在催化剂表面,使催化剂活性中心被破坏,降低了转化率。
考虑到COS、CS2水解反应的需要,就要提高一级转化器入口温度,使床层出口温度控制在300~320℃之间,弥补升温损失的转化率。压力在20KPa时,硫露点温度在200℃左右,根据经验二级转化器入口温度比露点温度高15~20℃,出口温度控制在235~250℃,能保证硫不集聚在催化剂表面破坏活性中心,有较大的转化率。
过程气温度及捕集器效率
过程气温度高,液硫气化量大,引起硫蒸汽导致硫回收损失率增大,要提高硫回收率应尽可能降低离开末级硫冷凝器的尾气温度,硫损失率与温度的关系如图2-1,由图中可以看出,末级硫冷凝器温度控制在125℃~130℃时,硫损失率较低
[2]。
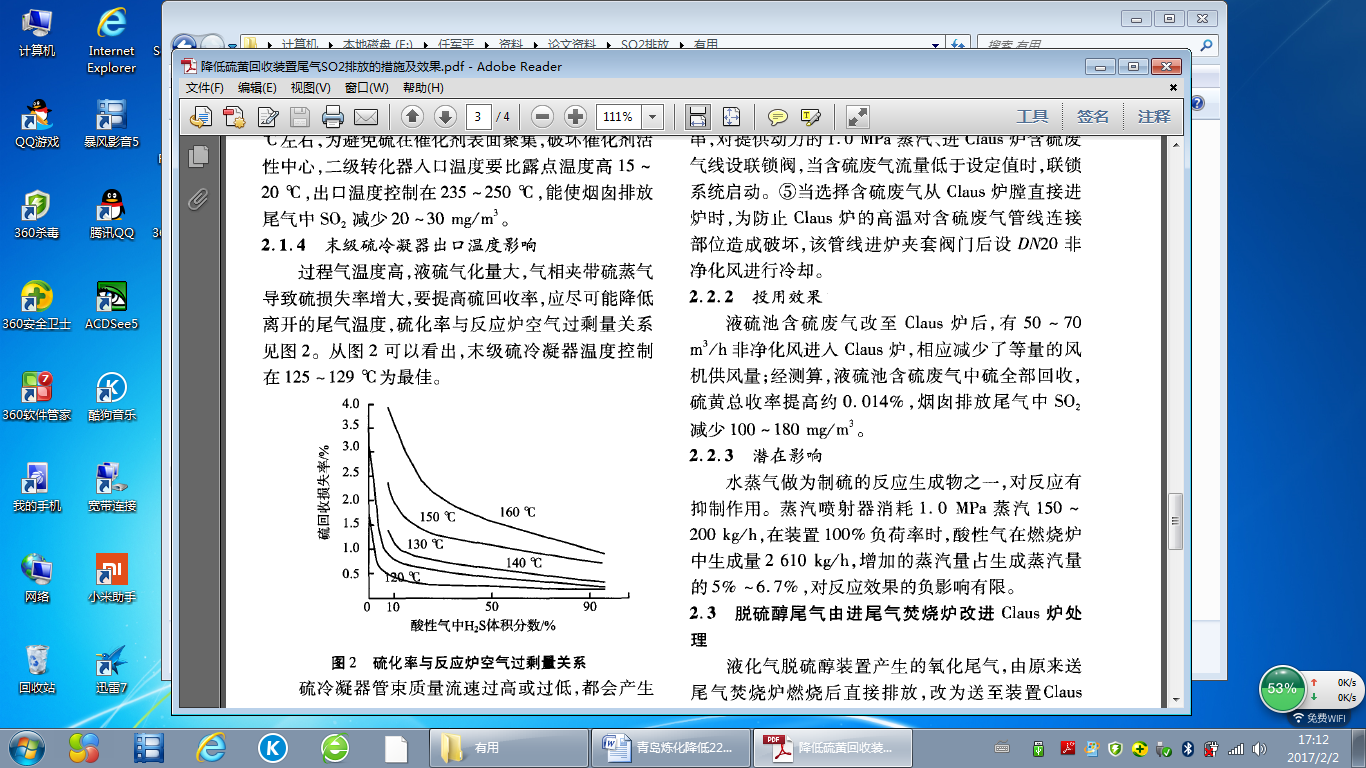
图2-1 硫损失率与温度的关系
加氢还原反应及尾气吸收部分影响因素分析
加氢反应部分影响因素主要是反应器床层温度,尾气原料中的SO2含量的多少决定了床温变化,另外配氢量也直接影响到床层温度。当克劳斯反应炉配风比值较好时,加氢反应器床层温升变化小,通过调节反应器入口氢气流量与温度,使急冷塔后尾气中氢浓度不小于3%,确保SX、SO2有足够氢量被还原。另外提高温度能使COS、CS2水解率达到最高,因此随着加氢催化剂的使用年限,可以逐步提高反应器入口温度,从而提高转化率。使用高温度催化剂时控制310~340℃之间,使用低温催化剂时控制层温度在240~280℃之间转化率较高[4]。
影响尾气吸收塔吸收效果的因素分析
吸收塔温度低时,MDEA碱性强,贫液中的酸性气平衡分压降低,有利于气体吸收。胺液循环量与浓度对脱硫效果有直接影响,在胺液浓度稳定的条件下,增加胺液循环量,有利于脱硫,但若循环量过大,就会增加能耗,造成浪费。在胺液循环量一定的条件下,提高胺液的浓度能提高脱硫效果。
阀门腐蚀内漏
阀门内漏主要表现在:反应器开工跨线、制硫尾气旁路管线及急冷塔顶气跨线上的阀门内漏。此时,会有少量的硫化物未经过硫冷凝器捕集、RAR处理直接进入焚烧炉焚烧,增加了烟气中SO2的排放量。
装置烟气排放的现状及技改措施
工艺方面
液硫脱气废气线改造
传统的克劳斯制硫工艺生产的液硫,每克硫磺中含有250~300μg硫化物(H2S、H2SX和SO2),随着温度的升高,H2S的质量分数还会增加。所以液硫脱气无论对于硫磺质量和运输安全,还是对烟气SO2排放都有直接影响[4]。改造前的脱气废气,从塔顶去焚烧炉焚烧,然后排至烟囱,烟气SO2含量约为500 mg/m3。2015年8月大检修时,增设一台罗茨风机,将脱气废气改至反应炉(风机风入炉处),改造后,烟气中SO2含量下降了40~50 mg/m3。液硫脱气废气改造流程如图3-1所示:
图3-1液硫脱气废气改造流程图
新建一套10万吨/年硫磺回收装置
近年来,油品质量持续恶化、为配合公司油品升级,酸性气处理量由原来的22000Nm3/h增加为26000Nm3/h以上(超过了设计负荷),SO2排放也面临巨大的压力。
2016年6月建成投产一套10万吨/年硫磺回收装置,采用山东三维石化有限公司的无在线炉硫磺回收及尾气处理工艺,回收酸性气中所含的硫,包括硫磺回收、尾气处理、溶剂再生三部分。装置硫回收能力270吨/日,硫回收率99.98%, SO2含量不大于100 mg/m3,低于国家环保排放新标准。
7月份新装置开工后,硫磺联合装置负荷降至78%,加上新硫磺尾气处理部分采用贫液-半贫液两段溶剂吸收,使得联合装置SO2排放量降低了约140 mg/m3,由图3-2可以看出。但由于22万吨/年硫磺回收装置设计硫回收率较低,且新老装置共用一个烟囱,因此联合装置烟气SO2排放仅降至300 mg/m3。
图3-2 SO2排放量走势图
酸性水储罐罐顶气改造
2016年12月之前,230t/h酸性水汽提装置的5个5000m3的酸性水储罐罐顶气经过脱臭处理后直接排至硫磺烟囱。12月份,车间将罐顶脱臭气进行水洗脱氨、胺洗脱硫后,排至低瓦。图3-2可以看出,改造后烟气SO2排放降低了约20~40 mg/m3。罐顶气改造流程图如图3-3所示。
图3-3 酸性水罐顶气改造流程图
增设一套碱洗系统
自2017年7月1日,要求现有酸性气回收装置尾气SO2排放小于400 mg/m3,重点地区小于100 mg/m3。青岛炼化公司属于重点监控地区,改造前硫黄回收尾气排放无法满足重点地区小于100 mg/m3排放指标要求。在经过改造,尾气进烟囱排放前经过钠碱洗涤,烟气SO2排放量小于100 mg/m3的指标要求。
目前炼厂涵盖22万吨/年硫黄回收装置和10万吨/年硫黄回收装置两套硫回收装置,克劳斯反应产生的制硫尾气经RAR部分加氢还原和溶剂吸收后,进入焚烧炉由瓦斯进行焚烧,两套装置焚烧炉烟气经烟气-净化气换热器换热降温后进入尾气脱硫塔,经过含30%的碱的循环液进行吸收,脱除烟气中的SO2,最后通过烟囱(1109-SK-301)达标排入大气,产生的少量的含盐污水经氧化后排入污水处理场。工艺流程如图3-4所示。
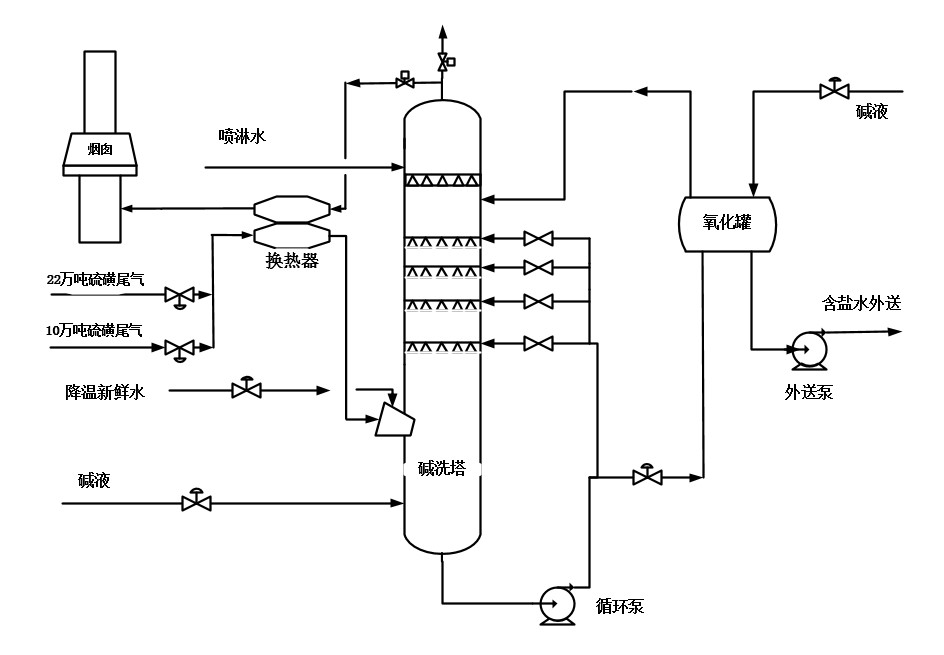
图3-4尾气碱洗流程图
2017年经过改造后,处理烟气量70500 m3/h,为设计70%左右。循环脱硫液490t/h,碱液消耗90kg/h,pH控制6.5-8。循环喷淋量为三层36个喷嘴最大流量,新鲜水喷淋量主要考虑烟气温度降低至55℃,以增强吸收效果,运行参数见表3-1。
表3-1 主要运行参数
参数 | 运行值 |
烟气量(22万吨硫磺)(Nm3/h) | 45000 |
烟气量(10万吨硫磺)(Nm3/h) | 25500 |
烟气脱硫前浓度(mg/m3) | 200 |
循环喷淋量(t/h) | 490 |
碱液量kg/h | 90 |
pH值 | 6.5-7.5 |
SO2(mg/m3) | 10 |
尾气经碱洗后,烟气中SO2浓度降低幅度很大,在运行初期尾气中SO2浓度在80mg/m3左右,经过工艺调整及在改善喷嘴雾化上的调整,保证了喷嘴雾化效果,脱硫效果明显改善,如表3-2。
表3-2烟气净化前后SO2对比表
日期 | 碱洗投用前mg/m3 | 碱洗投用后mg/m3 |
2017-4-23 | 190.9 | 88.1 |
2017-4-24 | 156.1 | 87.2 |
2017-4-25 | 185.5 | 80.9 |
装置运行两年多来,运行平稳,目前尾气排放在30mg/m3以下,平均硫回收率在99%以上,满足国家及山东省的最新排放要求。
溶剂胺液的浓度调整
溶剂浓度低于20%时,对CO2的吸收速度增加,对H2S的吸收速度会减小;溶剂浓度高于40%时,溶剂对H2S的选择性较高,但装置能耗高,不利于生产[5]。结合实际工况,由表3-3可以看出,在胺液循环量一定的条件下,胺液浓度在27~30%之间时,溶剂的脱硫效果最好。
表3-3溶剂浓度与脱硫效果的关系
日期 9-28 10-10 10-18 11-2 11-5 11-9 1-7 1-18 1-24 1-30 |
MDEA,% 24.04 22.41 23.15 27.40 29.25 28.75 43.82 40.92 36.38 38.28 硫化氢,g/L 0.56 0.58 0.58 0.34 0.46 0.44 0.72 0.66 0.67 0.66 |
设备方面
为了解决管线阀门腐蚀内漏的问题,在增加双阀的基础上投用氮气隔离,根据管线压力及氮气流量可以判断阀门是否内漏,对防止SO2泄漏起到了较好的隔离效果。
仪表方面
为了确保克劳斯制硫部分的硫回收率,H2S/SO2比值仪必须正常投用。比值分析仪直接影响到配风比、硫回收率,根据经验H2S/SO2比值仪控制在2:1时,硫转化率较高;氢比值仪及急冷塔底的PH计,是检验加氢还原反应完全的标准,氢含量控制在3~5%时加氢还原转化率最佳。
小结
一系列减排措施将烟气SO2含量从510 mg/m3降至30mg/m3以下,达到了环保部规定的硫黄回收装置SO2含量排放不超100 mg/m3的新标准,同时也满足山东省最新的大气污染物SO2不超50 mg/m3的要求。由此可见,对于硫回收率设计较低的装置,通过对制硫炉温度、配风比、过程气温度及溶剂吸收等操作条件的调整,降低烟气中SO2的排放量是有限的,而通过脱气废气改造及尾气碱洗等新举措才能大幅降低烟气中SO2的排放量。
参考文献:
[1]明星,姚建,程欢,王沛.我国工业SO2排放趋势及影响因素分析[J].大气环境,2016(6)77-78.
[2]黄占修,孙宁飞,程俊芳.降低硫黄回收装置尾气SO2排放的措施及效果[J],河南化工2015(11)33-34.
[3]张义玲,殷树青,达建文.液体硫磺脱除H2S工艺进展[J].技术进展,2015(5) 27-28.
[4]刘龙军,呼晓增,LS-951T硫磺尾气加氢催化剂在辽河石化公司的工业应用[J].工业技术,2015(4) 264-265.
[5]魏志强,张冰剑,陈清林,溶剂再生装置模拟分析与用能改进[J].石油炼制与化工,2011(7) 61-65.
作者简介:
任军平,工程师,大学本科,中石化青岛炼化有限责任公司,目前从事硫磺回收工艺管理相关工作,E-mail:renjp27.qdlh@sinopec.com。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



