江南造船(集团)有限责任公司 上海 201913
摘要:本文旨在研究浮式再气化单元(以下简称“FRU”)船桩柱抱箍系统的受力方式,并就其抱箍的装焊技术进行研究,保证抱箍的安装符合精度要求、焊接质量能够达到其受力要求,最终高质量完成施工现场的装焊作业。
关键词 FRU 抱箍 装焊技术
FRU船全称是28000立方米LNG浮式再气化装置(概念图如下图1-1),无主推进/锅炉系统,与常规船舶采用缆绳系泊不同,FRU采用了桩柱式系泊方式——“固定垂直桩柱抱箍系泊”,在它的左舷外板上共有6 个抱箍,靠岸的时候,6根抱箍套入海底的直径达2.5米的垂直桩,保证在系泊海域最恶劣的工况下,FRU能够承受波浪引起的垂向运动。单个抱箍由三个钢结构片体组成,通过高强度螺栓连接成整体,与舷侧外板角焊连接,单个抱箍重量约为32吨。抱箍系统安装为某公司首次设计、制作及安装,难度较高,存在一定风险。作为施工方,针对其现场安装制定专项策划研究。
图1-1 FRU船概念图
由于某公司首次承接此类项目,桩柱抱箍系统也从未接触,故主要的难点有:
1)设计图纸需进行结构有限元分析及疲劳计算分析,并送审船东船检。
2)单个抱箍受力近500T,对结构设计和连接形式要求较高。
3)因抱箍结构较大,现场安装部门首次施工,无相关经验,施工风险较大。
1)舷侧分段总组施工时,左舷半宽向内加放一定的反变形量,以防止抱箍吊装后半宽增大;如半宽数据不好,增加保距梁,以保证船体半宽。
2)总组时注意前后相邻分段接头区域肋位间距±5mm,总段合拢30A、30B环缝肋距±8mm;上述分段外板垂直度±10mm,焊前最好为正值,抱箍基座安装区域的垂直度±4mm。内部距基7200处构架在定位过程中需控制在±4mm。
3)抱箍与船体外板连接片体增加临时吊马,方便吊装;请工法协助,估算重心,增加临时支撑。
4)施工前检验施工区域外板平整度,要求<5mm,必要时予以矫正。
5)抱箍吊装前,将支撑提前吊装到位,

图3-1
1)在底部分段总组完成后,检验左舷外板平整度,重新修正实际半宽线,并在地上做好标记。
2)根据修正后的高度,在外板上划出7180mm水线,并做好检验线。
3)在船体外板上划出F23 、F33+400、F44、F77、F87+400、F98号肋位线,即抱箍前后位置线。
图3-2
4)抱箍吊装前,支撑提前吊装到位(如图3-3),摆放在各抱箍中心肋位,距外板约4700mm处;并在外板7180mm线以下,焊接临时支撑靠排,方便定位。

图3-3
5)吊装抱箍,缓慢落在支撑与靠排上(如图3-4),用10吨的葫芦协助固定,吊运过程中可用液压车或剪叉式升降车配合吊运.
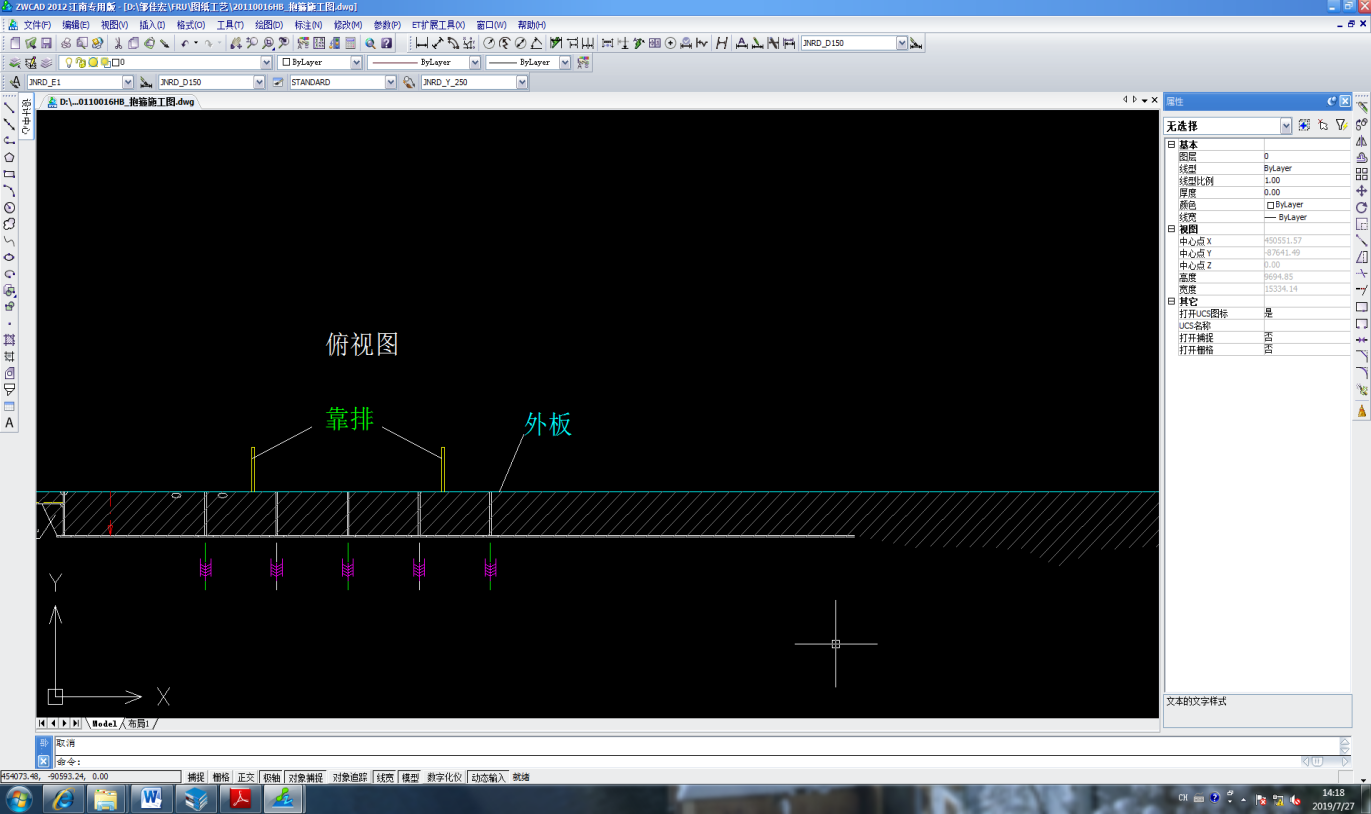
图3-4
6)吊幢结束后,搭设落地脚手及施工作业平台,3个一组搭设连续脚手,且3个基座同时施工。
7)根据7180mm水线及肋位线定位,并用全站仪监控面板四角平面(如图3-5)。
8)定位结束后,间断焊进行固定。定位焊结束后进行打磨,并需提交焊前报验。
图3-5
定位装配精度要求:
抱箍基座(无余量情况下)在安装过程中需确保基座平面垂直度±5mm,基座平面纵向绕度±5mm ,基座与外板间隙0-4mm,相邻两个基座之间的距离±8mm。
焊材选用GFL-71焊丝,单面焊双面成型焊缝贴陶瓷衬垫,为了尽量减少焊接变形,焊接顺序必须严格遵守,以单只基座为例,焊接步骤如下:
a、先对称焊接中间水平肋板;
b、再对称焊接上下两道水平肋板,同样分左右对称焊接;
c、焊接垂向加强肋板,从中间往两边依次焊接;
d、焊接其他肘板及加强筋板。
2)焊接注意事项
a、水平肋板以中间为界,两边对称,分段退焊。
b、垂向肋板先焊上后焊下,每块分两段退焊。
c、垂向肋板若双面坡口需清根焊透,先焊内侧,外侧碳刨封底。
d、水平肋板角焊缝需注意焊接质量,按全焊透要求焊缝施工。
e、由于板厚比较大,每条焊缝分数段焊接时,需一次填满坡口方可,中间不得停止,防止产生裂纹。
f、焊前需预热100℃~120℃,层间温度与预热温度相同。
g、注意焊接规范符合工艺要求(如下表3-4-1)。

表3-6
h、焊接过程中注意数据监控,偏差较大时,及时调整焊接顺序。
i、对抱箍结构与船体外板焊接处焊缝,按《船体焊缝无损探伤标准》进行无损探伤。
该项目是某公司首次设计并安装抱箍系统,通过本次研究以及对员工进行施工培训并进行现场管控,在要求的施工周期内保质保量完成了该项目的装焊,保证了船坞周期的可控。该抱箍系统的成功安装,为某公司坞内批量化造船打下了基础,也为后续产品的承接、建造施工积累了经验,丰富了公司产品业务范围,为某公司高质量发展积累了一定的工艺基础。
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



