陕西化建工程有限责任公司 陕西 咸阳 712100
【摘要】立式圆筒形钢制储罐是石油化工行业不可或缺的大型设备作为一种钢制容器设备,在石油化工、冶金等领域被广泛应用。由于其存储的都是易燃品,所以对其严密性要求极高;同时,对其结构要求也十分苛刻。因此,现场组对焊接时存在较大的施工难度,对焊接过程的控制尤为重要。本文结合恒力石化(大连)炼化有限公司 2000 万吨/年炼化一体化项目中间罐区1万立方立式圆筒形钢制储油罐所采用的施工方法,对1万立方立式圆筒形钢制储罐焊接施工要点进行了总结。
关键词:储罐;焊接;施工方法
1.工程概况
恒力石化(大连)炼化有限公司 2000 万吨/年炼化一体化项目中间罐组六包含 1 万立方立式圆筒形钢制储罐 30210-TK-601A~L,共 12 台,单台储罐由八圈壁板组成,壁板材质为Q345R、Q235B,自下而上壁厚为23mm,20mm, 18mm,15mm,12mm,10mm,8mm, 8mm。中幅板材质为Q235B,厚度为10mm,边缘板材质为Q345R,厚度16mm。
焊接施工前准备
(1)焊接设备应满足焊接工艺和材料的要求,计量器具准备齐全,且进行校验合格。
(2)焊接材料应设专人负责保管并经过项目部培训合格后上岗,焊材烘干、发放、回收及焊材库房的设置管理应符合行业标准《焊接材料质量管理规程》JB/T3223 的有关规定。
(3)焊工进场进行焊工考试,合格后方可施焊,所有焊工按照其合格证所包含的项目进行施焊,设置焊工管理台帐,建立焊接管理制度。
(4)技术人员及施工班组熟悉图纸、排板图、规范及设计要求,根据施工方案对作业班组进行焊接专项技术交底。
(5)焊接工艺评定已按照相关要求经过报验且符合施工要求。
3.储罐焊接施工技术要点
3.1整体焊接顺序
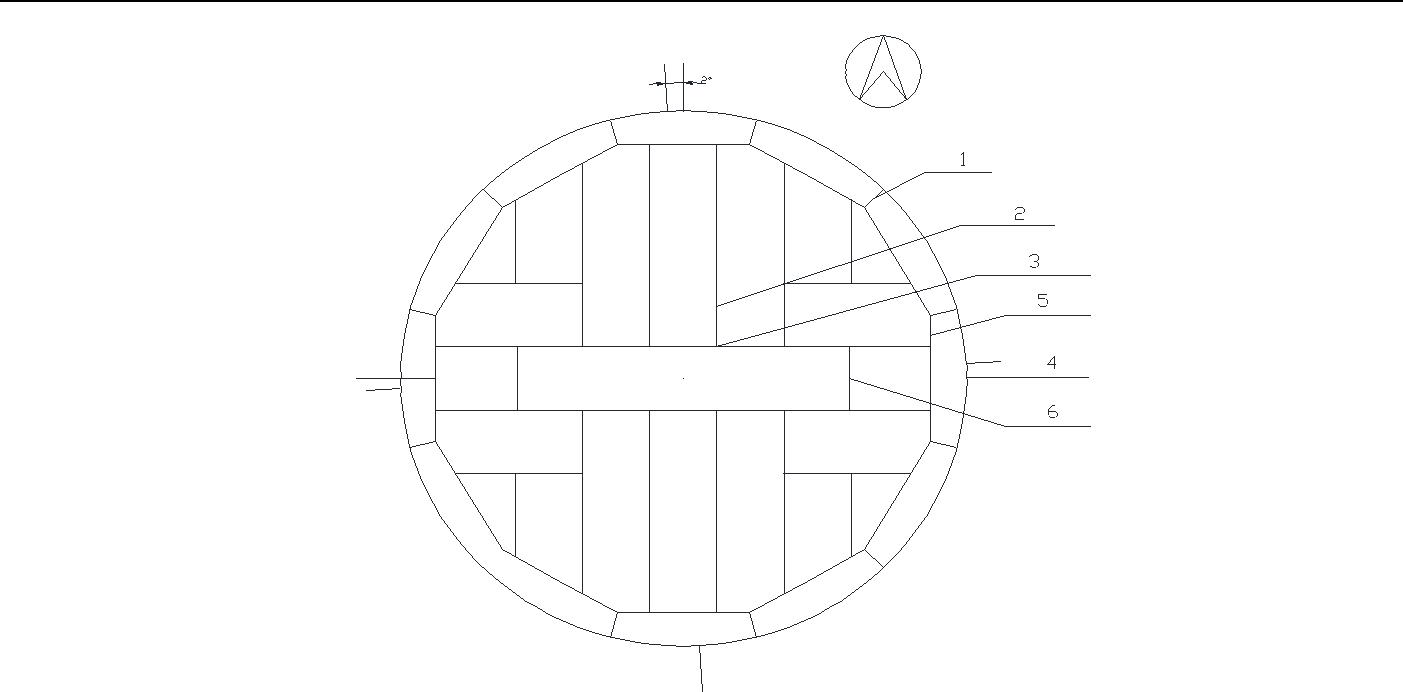
说明:序号1-6为焊接部位编号。其中序号1为边缘板靠外缘300mm范围的纵向焊缝;序号2为中幅板长焊缝;序号3为中幅板横竖对接焊缝;序号4为底圈壁板与底板间的 T 型角焊缝;序号5中幅板留的收缩焊缝;序号6为中幅板的短焊缝。焊接顺序 1→6→2→3→4→5。
3.2 固定顶顶板焊接
拱顶板定位焊后,宜先焊内侧焊缝,后焊外侧焊缝。径向的长焊缝宜采用隔缝对称施焊方法,并由中心向外分段退焊;顶板与包边角钢或抗拉环、抗压环焊接时,焊工宜对称均匀分布,并沿同一方向分段退焊。每块顶板应在胎具上与加强肋拼装成型,焊接时应采取防变形措施。拱顶板与包边角钢间仅在外侧有连续焊焊接接头,焊脚高度不得大于3.5mm,焊工应对称均匀分布,并应沿同一方向分段退焊。环向肋板的角接接头应为双面满焊,肋板不得与包边角钢或壁板焊接。
3.3中幅板焊接
中幅板焊接时,先焊短焊缝,后焊长焊缝,最后焊通长缝;初层焊道及埋弧盖面采用分段退焊或跳焊法。定位焊采用 CHE427R 焊条,定位焊长度100mm,间隔300mm,点焊应使垫板与边缘板、中幅板贴紧,其间隙不得大于1mm;焊接分两次成型,打底用气体保护焊,第二层用填充碎焊丝的埋弧自动焊;底板丁字焊缝采用焊条电弧焊。焊缝应进行外观检查,检查前应将熔渣、飞溅清理干净;焊缝的表面不得有裂纹、气孔、夹渣和弧坑等缺陷;焊道上下两侧熔合良好,焊缝表面过渡圆滑均匀,不应有凸起现象;底板局部凹凸变形的深度不得大于变形长度的2%,且不应大于50mm;焊缝盖面后进行真空试验,试验负压不得低于53kPa,无渗漏为合格。
3.4边缘板和龟甲缝焊接
边缘板对接缝定位焊定位焊长度 100mm,间隔300mm,点焊应使垫板与边缘板、中幅板贴紧,其间隙不得大于1mm;边缘板焊接时,应首先施焊靠外缘300mm的焊缝,剩余的边缘板对接焊缝应在罐底与罐壁连接的角焊缝焊完后且龟甲缝施焊前完成焊接。边缘板对接焊缝的初焊层,宜采 用焊工均匀分布,对称施焊的方法,边缘板对接缝的第一层焊接,宜采用分段退焊法或跳焊法。龟甲缝焊接分两次成型,打底用气体保护焊,第二层用填充碎焊丝的埋弧自动焊;收缩缝和龟甲缝应在充水前用真空箱法进行气密性试验,试验负压不得低于 53kPa,无渗漏为合格。
3.5边缘板与罐壁之间的角焊缝焊接
罐底与罐壁连接的角焊缝,宜在底圈壁板纵缝焊接完毕后,由数对焊工均匀分布,分别从罐内、外沿同一方向分段焊接,宜先焊罐内侧角焊缝,后焊罐外侧角焊缝。初层焊道宜采用分段退焊或跳焊法。定位焊前先将坡口内的水分、铁锈、泥沙、油污等杂物清理干净; 定位焊在罐外侧进行,定位焊长度100mm,间隔300mm;使用和正式焊接相同的焊条,保证定位焊质量;在最后一圈壁板纵缝焊接完成后进行;正式焊接前,先检查定位焊质量,有缺陷的部位打磨掉,焊接方法采用焊条电弧焊内外角焊缝各封底一层,再用焊条电弧焊盖面。
3.6壁板环缝焊接
组对从罐内侧进行,定位焊长度不宜小于 100mm,间隔 300mm~500mm。定位焊工 艺要求与正式焊接工艺相同,且要保证焊接质量;组对时要求壁板内侧平齐,错边量不大于 1.5mm;定位焊前将坡口及坡口边缘 20mm 范围内的泥沙、铁锈、水分及油污等清除干净,并应充分预热;如果坡口间隙大于焊接工艺要求的间隙,应先用手工焊从罐内侧修整,并将焊渣打磨掉。
3.7 壁板立缝焊接
立缝组对从内侧进行,组对间隙为 2-3mm,组对好后焊上 E 型板;所有立缝均采用手工电弧焊的焊接方法;采用焊条电弧焊进行打底、盖面焊接。焊前彻底清除焊缝坡口表面及坡口两侧20mm范围内的油、锈、泥等污物;一侧焊完后用砂轮机打磨干净,必须将缺陷全部清除干净,个别熔透不好的部位,采用气刨清根后补焊。立缝焊接过程中因正常或非正常原因停止而重新起弧,会在接头处产生缺陷,此接头要将缺陷清除干净,然后用焊条电弧焊焊接填满。焊接中应保证焊道始端和终端的质量始端应采用后退引弧法,每条立缝起弧处宜从环缝坡口侧面起弧,焊后将环缝内的焊肉割掉。焊前先在壁板顶上点焊两块熄弧板。 熄弧板要求焊牢,焊条的使用同打底焊时手弧焊焊条的使用方法,终端应将弧坑填满。
结束语
综上所述,立式圆筒形钢制储罐的焊接作为储罐整体组对安装工作的重要内容,在安装时具有明确的操作步骤和工作技巧,要求工作人员在熟练掌握有关技术的基础上,才能进行实践工作。只有这样才能确保储罐的焊接质量,保证储罐整体的严密性及结构安全性。
参考文献
[1]《立式圆筒形钢制焊接储罐施工规范》(GB50128-2014)。
[2]《石油化工立式圆筒形钢制储罐施工技术规程》(SH/T3530-2011)。
[3]《恒力石化(大连)炼化有限公司 2000 万吨/年炼化一体化项目中间罐组六1万立方储罐焊接专项方案》。
第 4 页 共 4 页

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



