
1. 中车长春轨道客车股份有限公司 吉林长春 130062
长春中车长客模具有限公司 吉林长春 130062
3.中车长春轨道客车股份有限公司 吉林长春 130062
第一作者姓名:王瑞馥,汉,吉林省长春市,1987年6月,研究方向:转向架数控加工,工作单位:中车长春轨道客车股份有限公司 吉林长春 130062
第二作者姓名:于立强,汉,吉林省吉林市,1989年5月,研究方向:铝型材数控加工,工作单位:长春中车长客模具有限公司 吉林长春 130062
第三作者姓名:李冰,汉,辽宁省沈阳市,1990年12月,研究方向:转向架装配,工作单位:中车长春轨道客车股份有限公司 吉林长春 130062
摘要:随着轨道交通的发展,城铁A型车构架产能持续增加,本文从工艺角度介绍了城铁A型车构架加工提能的方法,包含电机下部吊座结构统型、侧梁端头优化、转臂定位座结构方法优化等。在不影响产品质量的前提下,提升城铁A型车构架加工效率。
关键词:设计结构统型、加工方法优化
背景
转向架是机车车辆最重要的组成部件之一,其结构是否合格直接影响机车车辆的运行品质、动力性能和型车安全。高速列车在全世界各地的疾速奔驰,现代城铁车辆的飞速发展,无一不与转向架技术的进步发展息息相关。长客的转向架根据既有产品及未来产品发展,构建了300公里、200公里、铁路客车、A型车、B型车和特种车型六大转向架平台,在平台基础上实现了产品模块化、系列化。其中A型车转向架分为轮盘制动钢簧、踏面制度和轮盘制动橡胶簧三类,主要供应北京、上海、武汉和深圳等国内一线城市。根据客户的要求和供应商的接口关系不同,每个项目的转向架大致相同,但略有区别。
转向架是车辆运行安全的核心部件,而构架是转向架的骨架,它将转向架的各个零部件组成一个整体,并承受和传递各种力,它包括侧梁、横梁,以及各种相关设备的安装或悬挂支座等。构架的加工具有极高的制造精度要求和质量等级要求,质量控制程序严格,整体制造过程中运用的工艺资源和工艺方法多种多样。在保证质量不变的前提下,通过优化设计结构和工艺方法减少城铁A型车构架加工时间,是本文的研究方向。
二、电机下部吊座优化
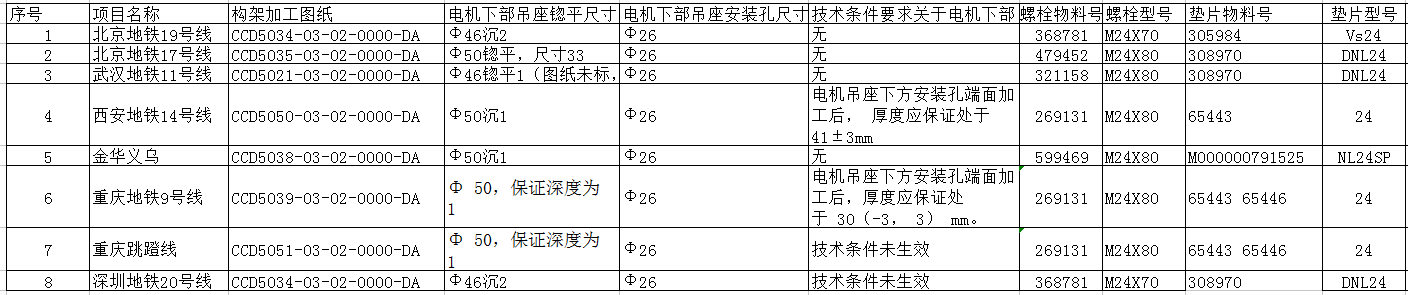
转向架城铁A型车电机下部吊座Ф26孔的锪平尺寸不统一,北京地铁19号线、深圳地铁20号线、武汉地铁11号线项目Ф46;北京地铁17号线、西安地铁14号线、金华义乌、重庆地铁9号线、重庆跳蹬线Ф50。车间多种A型车并行生产,经常需要调整锪平直径,反锪的刀杆为螺杆加白钢条结构,调整的尺寸不确定,需要经常用卡尺测量。
经分析,此处反锪为安装垫片和螺栓使用,垫片及螺栓为电机供应商提供,不同的供应商配套的螺栓、垫片的规格不一,导致反锪的尺寸不同(见下表)。Ф48尺寸既可以保证所有的螺栓、垫片安装,又可以保证安装过程中套筒的正常使用。
经预测,A型车电机下部吊座统一结构后,每个转向架可节省反锪刀杆调整时间5min,按2021年生产计划,可节约工时
10260分钟。
三、侧梁端头优化
A型城铁车的编组形式一般为TA+TB+(DA+DB)*6+TB+TA形式,在构架加工过程中,每个构架都侧梁端头都需要加工面和孔,但后工序使用时,只有TA车需要用端面和孔安装障碍物检测装置和轮缘润滑装置;DA车安装轮缘润滑装置;TB和DB车端头不安装任何装置。如TB和DB车取消端头孔和面的加工,每个构架可节省划线时间8分钟,构架加工时间38分钟,共计节省46分钟,每列城铁车节省644分钟,按2021年生产计划,可节约工时47196分钟。
四、转臂定位座加工方法优化
A型车转臂定位座结构的外立面,内里面和下平面均需要在构架组焊后,整体进行加工。目前加工外立面工艺使用的φ200面铣刀,每次加工1.5mm,转速400r/min,进给速度200mm/min,分6次加工,总共为9mm加工深度。使用Φ200面铣刀加工弊病如下:
(1)由于焊接的转臂定位座尺寸不一,第一刀切削极可能切削量过大或没切到构架表面,导致面铣刀刀片磨损快,粗加工留量不均匀的情况发生,每加工1-2个构架就要更换一次刀片。
(2)受构架结构影响,转臂定位座加工过程震动较大,会使刀具连接处松动,影响刀具长度,造成加工部位尺寸超差。
经分析,优化方式如下:使用直角头配合φ80飞碟铣刀加工,转速995r/min,进给5000mm/min,采用螺旋进给方式加工,吃刀量平均为0.5mm,加工深度15mm,进给比原来快25倍,且螺旋进给方式一刀完成加工,中间没有直线插补顿刀退刀的时间损耗。使用飞碟铣刀,刀片较面铣刀片更加耐用。使用飞碟刀可保证3-5个构架更换一次刀片,降低劳动强度,节约生产成本。且由于吃刀量为0.5mm,震动很小,并且飞碟刀的连接方式比面铣刀更不易松动,不会造成刀具尺寸的变化,影响加工精度,提高产品质量。经改善,每个构架可节约加工时间21分钟,按2021年生产计划,可节约工时41040分钟。
参考文献:
[1] 鲍维先《机车总体及转向架》,北京:中国铁道出版社,2010.10,ISBN 978-7-113-11774-0
[2] 张卫华《动车组总体与转向架》,北京:中国铁道出版社,2011.3,ISBN 978-7-113-12459-5
[3] 成大先 《机械设计手册》第六版,北京:化学工业出版社,2016.4,ISBN 22000730000002
[4] 王文静、金新灿、韩同样《动车组转向架》,北京:北京交通大学出版社,2012.6,ISBN 978-7-5121-1027-4
[5] 王伯铭《高速动车组总体及转向架》第2版,成都:西南交通大学出版社,2014.1,ISBN978-7-5643-2761-3
|
|

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



