中航西安飞机工业集团股份有限公司 陕西省西安市 710089
摘要:飞机几何外形即整机装配质量,直接影响整体装备的气动性能、隐身性能以及结构性能。为更加准确、高效、全面地评价飞机整机装配质量,本文提出了基于固定式测量站的飞机整机装配质量评价方法。首先介绍了整机固定式测量站的架构,对其包含的基站、激光扫描系统、自动化设备和系统软件进行了简要的介绍,并对各系统之间的关系进行了阐述。然后,对测量设备的测量原理、系统标定方法和坐标系配准方法进行了分析。
关键词:飞机;整机装配;数字化测量
引言
当前,航空制造业朝着高精度、高效率、低成本、柔性化的方向快速发展,产品零部件越来越大且精度要求越来越高,尤其是其中的关键特性,如流体型面的轮廓度、对接同轴度、装配孔位置度、连接面的间隙等。制造与装配过程中关键特性的微小偏差或波动会严重影响产品性能、降低效率并造成能源的大量消耗。作为评价飞机整机装配质量的关键特性,飞机几何外形直接影响整体装备的气动性能、隐身性能以及结构性能,因此,大型飞机整机几何外形的精确三维检测对于航空航天领域高端装备制造具有重要意义。
随着激光跟踪仪、激光雷达、iGPS等高精度数字化测量系统的发展,飞机制造和装配过程中的测量精度和测量效率有了极大提升。但对于飞机整机装配质量的检测,由于测量状态复杂、测量精度及效率要求高、数据量巨大等问题,我国航空制造业仍普遍以部分特征点坐标值来表征飞机整机装配质量的水平测量法。
1整机固定式测量站架构
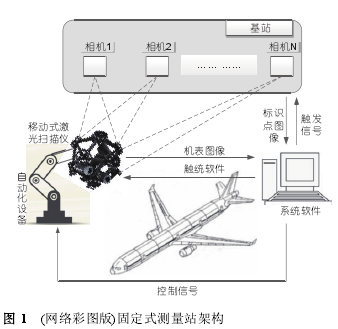
整机固定式测量站主要包含基站、移动式激光扫描仪、自动化设备、系统软件四部分,如图1所示。以安装在自动化设备上的移动激光扫描仪作为近距离终端测量设备,完成分区域精密点云测量;利用基站建立全局测量坐标系,并完成移动式扫描仪位姿的定位跟踪;通过全局标定完成局部测量数据向全局测量坐标系的统一转换,实现不同位姿下局部测量数据的拼接,各组成部分的具体功能如下。
1.1基站
基站由一系列分布在整个测量空间内的工业测量相机组成,用于实时定位激光扫描仪的空间姿态。测量相机采用郑州辰维公司研发的MPS/M系列工业摄影测量系统。相机分辨率为6600×4400,最大采样频率达到5Hz,视场角(fieldofview,FOV)达到80°×50°。为能够测量被动标识点,同时减少测量区域内照明等因素的影响,每个相机配备了色温为5500K的闪光灯。
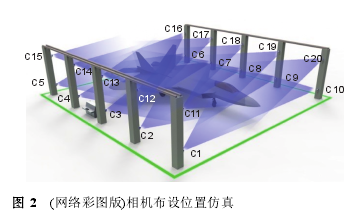
每个相机可实时跟踪测量空间内的多个标识点目标,相机数量可根据测量对象的尺寸和工作空间进行调整,各个相机的布设位置需覆盖被测目标的包络空间,同时需保证分布在测量区域的每一个标识点都至少有两台相机可以拍摄到,如图2所示,在30m×20m×5m范围内布置20个相机,有效工作空间可达到25m×16m×4.5m。经过可视性分析之后,相机的空间位置可固定下来,形成基站。通过三角测量法,可对测量空间内扫描仪上的标识点进行跟踪,实时计算标识点的三维坐标值进而得到激光扫描仪的空间位姿。
1.2移动式激光扫描仪
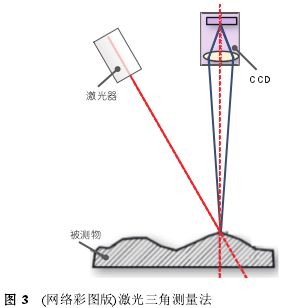
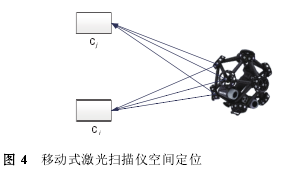
移动式激光扫描仪测量原理为激光三角测量法,其工作原理如图3所示。激光光源作为测量的指示光源,将调制后的网状线激光投射在被测表面上,同时又被CCD相机捕获,通过几何光学计算方法即可求解到被测表面的点云数据。同时,在移动式激光扫描仪上,按照一定的空间位姿关系,分布了一系列标识点。如图4所示,在测量过程中,当激光扫描仪上的至少3个标识点被两个相机(Ci与Cj表示测量站中可测量到扫描仪标识点的相机)拍摄到时,即可确定激光跟踪仪在全局坐标系下的空间姿态。移动激光扫描仪,使其扫描范围覆盖整个飞机,即可利用相机提供的空间位姿信息,完成测量数据的融合。
1.3自动化设备
在整机数据采集执行时,移动式激光扫描仪由自动化设备控制其空间姿态,其中,升降机构、工业机器人负责控制飞机上半部分机背的数据采集的激光扫描仪姿态,升降机构的下端可安装工业机器人,通过滑块可沿横梁上的导轨左右移动,横梁通过两端的滑块可沿前后移动床身上的导轨前后移动,从而实现工业机器人三个方向的平移运动。由工业机器人和AGV小车带动的激光扫描仪,分别负责左右两侧机腹、机翼下表面的数据采集工作。
1.4系统软件
控制模块。测量过程中,将飞机整机划分为若干个区域,每个区域由不同的扫描仪进行数据的采集.控制模块发送指令给AGV和升降机构,使其移动到规划好的测量站位,然后发送控制指令给工业机器人,变换机器人末端姿态从而控制三维扫描仪的运动,完成该区域的图像采集。数据采集模块。在不同站位时,系统软件发送数据采集指令,完成对机表图像的采集,同时软件发送同步触发命令至基站,使基站内的相机同时触发,完成扫描仪上标识点的图像采集,从而实现扫描仪在测量空间内的位姿计算。数据处理模块。三维扫描仪和基站采集的图像,首先通过软件进行三维重建,得到点的三维坐标值。然后,根据三维扫描仪上标识点的三维坐标值进行坐标系配准,使不同测量位姿三维扫描仪得到的点云数据融合到全局坐标系下,完成数据的融合处理.最终,通过测量值与飞机机表理论值的对比,完成飞机几何外形的评价,并输出飞机整机装配质量评价报告。
2系统工作流程
准备阶段
这个阶段主要包括整机测量前期的准备工作。在测量之前,首先要进行系统的标定,确定基站内所有相机的外部参数,系统标定时需对标定结果进行评价,使其满足整机测量的精度要求。然后将飞机移动至测量位置并按三点支撑或托架支撑的方式进行定位支撑。
同时,根据飞机数模进行测量规划,分配每个扫描仪的测量区域并生成对应的测量路径控制指令。上述工作就绪之后,系统进行初始化,进行通讯接口的自检,并将自动化测量设备移动至初始位置。
数据获取阶段
准备工作就绪后,按照规划的测量路径,将各自动化设备运动至其设定的站位点,然后对该站位点覆盖的区域进行扫描测量。同时,系统软件同步发送相机触发指令,基站对扫描仪的姿态进行实时测量和跟踪。当所有区域完成数据扫描之后,自动化设备恢复至初始位姿,数据采集完毕。
数据处理阶段
基站采集的参考点图像和扫描仪采集的机表点云图像,首先经过三维重建,分别生成参考点和机表点的三维坐标,然后利用基于随机抽样一致性和奇异值分解的坐标系配准方法,将不同测量站位下的点云数据统一至全局坐标系下,并进行整机装配质量的评价。
3结论
飞机几何外形即整机装配质量,直接影响整体装备的气动性能、隐身性能以及结构性能。为了更准确、高效、全面评价飞机整机装配质量,本文对基于整机测量站的飞机整机装配质量评价方法进行了研究.需要指出的是,同一套固定式测量站,如果采用不同的测量规划方案,测量结果的一致性较差。因此,未来需要通过对整机测量规划方案的研究,获取综合精度和效率最优的测量规划方案,在满足测量精度的前提下,提高测量效率。
参考文献
陈洪宇,朱绪胜,陈雪梅,王顺龙,吕传景.基于数字化测量技术的装配阶差间隙预测方法[J].制造技术与机床,2021(01):101-107。
李本军,易元,朱绪胜.基于数字化测量的飞机扩口导管闭环制造方法[J].制造技术与机床,2020(10):105-110。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



