中交第三航务工程局有限公司厦门分公司 福建厦门 361006
摘要:为促进和规范珠海桂山海上风电场示范项目34台整机安装风力发电机组的组装施工作业,确保设备吊装作业安全有序进行,同时保证整个工程施工质量、效益和工程施工进度,对此项目进行组织以指导工程施工作业。本项目为海上风机整体吊装,在风场附近寻找合适的预拼装码头尤为重要,在选择有限的情况下,针对如何采取措施利用现有条件满足需要,具有一定借鉴作用。
关键词:海上风电 整体吊装 风机预拼装
1、概况
1.1工程概况
珠海桂山海上风电项目不仅是国家级示范项目,更是国际首个海上风电与海岛新能源智能微电网应用研究整合项目,将为广东省后续海上风电项目开发提供经验和示范。对促进海上风电设备国产化、海上风机基础选型及施工技术创新、解决珠海万山区海岛供电难题,促进地方经济发展等方面都有着十分重要的意义。
项目总规划装机容量为 198MW,首期装机容量为 120MW。本标段主要针对首批次规划安装 34台明阳集团 MY3.0-112 系列的风机,本施工组织主要针对中山临海明阳叶片厂交货码头的组装拼装工作。
1.2自然条件
桂山海上风电场位于珠江口的伶仃洋海域,位于香港、珠海、澳门之间的桂山岛附近,离桂山岛约6~13km,场区外围分布有万山区青洲岛、三角岛、大碌岛、细碌岛、大头洲岛与赤滩岛六个岛屿,场区海域面积约33km2,装机容量102MW。
珠海桂山海上风电场近场场区海底地貌形态简单,海底地层自上而下依次为:淤泥层、淤泥质土层、粉质粘土层、粉砂层、粗砂层、粉质粘土层、粉砂层、强风化花岗岩、中风化花岗岩、微风化花岗岩层。 本海域由于近场区分布有大大小小多个岛屿,造成海底地层的岩面起伏大,对工程设计造成不利影响。
场地海洋水文条件 桂山场址所在海域为南海北部沿岸珠江口,是西北太平洋和南海热带气旋活动和登陆的主要地区之一,场址的水位变化较大,波浪较高,水深介于 6~12m 之间的海域,50 年重新期的波浪波高达到 8.4m。对海洋运输驳船抗风性和稳定性要求较高。
1.3施工条件
本工程处于外海无掩护遮蔽海域,受风浪、涌浪影响较大,且4-9月为热带风暴活动季节,尤其7-9月活动频繁。现场施工船舶、渔船较多,容易相互干扰,进而形成安全隐患,同时也影响工作效率,协调工作繁重。而工期为2017年6月初至2018年2月底,约8个月内将34台风机及其附属设备吊装完成,施工内容繁重,施工工期甚为紧张。
2、预拼装场地的选址
考虑到自然条件和施工条件,可通过尽量减少海上作业工序和施工时间来规避其不利影响,本工程采用风机整体陆上拼装,并由风机运输驳运输到现场,再完成整体吊装工作。因此需另寻拼装基地进行风机的整体拼装与落驳工作。
经过业主介绍与我方勘察,现将拼装基地定于中山马鞍港区的中铁大桥局第九工程有限公司中山预制场码头(坐标:22°33.90′N,113°37.10′E)毗邻的河道,而明阳叶片厂自有空地可作为预拼装场地,故不用考虑叶片的堆放场地问题,仅需在需要拼装时从叶片车间运到场地组对即可。经后期建设,使其满足靠泊风机运输船的需要,风机拼装基地距施工现场32.5海里,风机运输驳需经过港珠澳隧道段抵达施工现场。
3、预拼装场地的建设
3.1平面布置规划
本项目场地规划主要有以下几点:
a. 施工现场临建实施规划:包括生活区、办公区、临时堆场、库房如何合理规划,尽可能利用原有的设施。
b. 主吊机组装场地规划:为减少场地处理面积和费用,主吊机组装区域利用原有厂区道路,尽可能减少临时征地,降低施工成本,道路表面进行平整压实。
c. 叶轮组装区域规划:此次叶轮吊装方式采用地面组装后,再整体吊装,现场需规划叶轮摆放以及辅助吊车的站位。
3.2码头建设
a.为了便于风机运输驳靠泊,现增设施打φ800×10mm的钢管桩,要求打入持力层2米以上,确保其满足靠泊需要,如图3.2—1所示:
如
靠船桩
钢板φ900×20
φ400×10钢管
φ800×10钢管桩
图3.2—1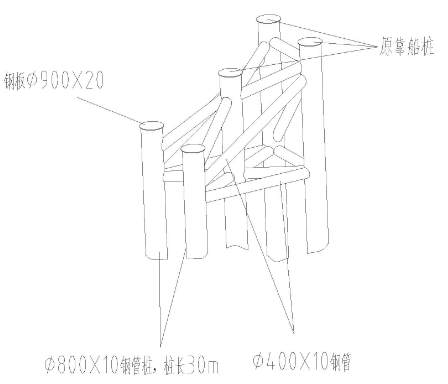
b. 防止受台风影响造成设施倾覆,场地应做好预紧力锚栓点,以便进行揽风设置。
c. 主吊车站位场地必须平整压实(高度差不能大于 10cm),主吊车吊装区域地耐力需达到25t/m2。
3.3场地建设
在保证预拼装顺利进行和充分考虑场地利用的前提下,主吊机组装区域利用原有厂区道路(仅在陆地组装叶轮会利用厂区道路),减少场地处理面积和临时征地,降低施工成本,但在拼装叶轮时,需设置路障,如图3.3—1 平面布置图所示。
图3.3—1
平面布置图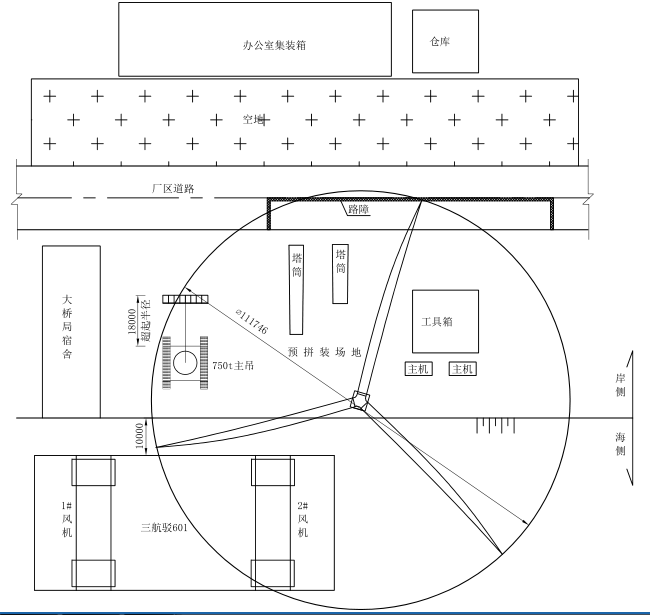
4、预拼装施工组织
4.1工序流程
a.施工准备。包括:风机运输驳进场就位、吊机进场组装及试吊、人员进场;
b.风机组件卸货,同时检查是否有外观缺陷和损坏,检查组件是否齐全、厂家配备的吊索具及螺栓的相应合格材料是否完备,如果有任何疑点,应及时向厂家提出;
c.先后将两台机位的底塔筒从塔筒运货车上卸货,经过外观检查合格后,直接将其吊至风机运输驳上的工装底法兰上,通过螺栓连接完成安装;
d.先后完成两台机位的氮气缓冲装置(下部就位)与底塔筒的拼装;
e. 先后将两台机位的中塔筒从塔筒运货车上卸货,经过外观检查合格后,直接吊至底塔筒法兰上,通过螺栓连接完成安装;
f. 先后安装两台机位的平衡梁;
g. 先后将两台机位的中塔筒从塔筒运货车上卸货,经过外观检查合格后,直接吊至中塔筒法兰上,通过螺栓连接完成安装;
h. 先后将两台机位的主机,吊装至顶塔筒法兰对接完成,通过螺栓连接完成安装;
i. 在陆上将一个机位的三个叶片组装到轮毂,再将叶轮整体与主机对接,施打螺栓完成安装。叶轮先装远离叶轮陆地组队位置的机位,再安装靠近组队位置的机位,防止已拼装的叶轮对在拼装时对后装叶轮造成干扰。
j. 主机机舱偏航至零位,叶轮盘车成倒“Y”形,锁定叶轮。
4.2船机设备的组织
4.2.1起重机的选用
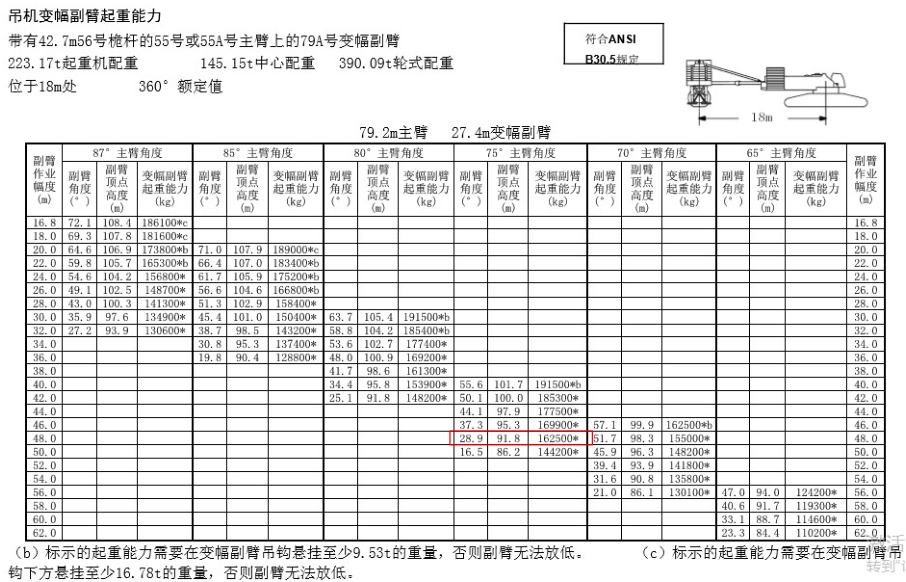
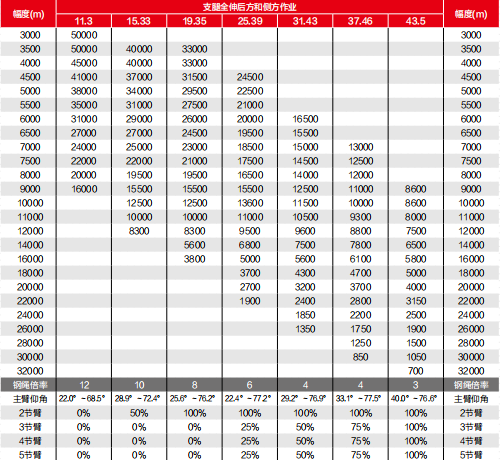
主吊机械最小作业半径在40〜48m范围内,同时考虑吊装物件高度约70m,结合现有吊装机械资源及工况,本着经济、合理及安全施工原则,初选主吊机械为一台马尼托瓦克18000型750t履带吊。主臂长度为79.2m(主臂夹角75度),副臂长度27.4m,作业半径为48m时,超起配重390.09t, 超起半径为18m,吊机的有效起升高度为90.47m (含吊钩限位高度),起重机的额定起重量为162.5t。
吊装计算过程如下:
根据“风机组件参数表”和吊机参数性能表(见附录),故以MY3.0型中机舱为本次吊装设备相对较重和就位标高相对最高的设备,以吊装机舱来核算起重机的起升高度和起重机负荷率,即可满足风机所有部件的吊装要求,在此不再对风机其他部件吊装参数详细计算。主吊在现场组装完毕后,需进行试吊,合格后方可投入运行。
a.机舱吊装高度验算
MY3.0型风力发电机组发电机主吊装机械为马尼托瓦克18000型750t履带式起重机,选用固定主臂+副臂加超起,主臂长度为79.2m(主臂角度为75°),副臂长度27.4m,作业半径为48m时,超起配重390.09t,超起半径为18m,吊机的有效起升高度为90.47m (含吊钩限位高度),起重机的额定起重量为162.5t。
主机整机吊装起升高度计算:
选用公式:H=hi+h2+h3+h4+h5+h6
式中:H—机舱吊装起升高度,单位m;
hi—运输驳船临时基础环距离吊装平台的距离约为2.000m;
h2—机舱安装高度为70.000m;
h3—安全高度,取0.500m;
h4—机舱净高度为3.935m;
h5—吊索具净高度,取3.200m;
h6—吊钩限位高度,取3.500m
即 H=2.000+70.000+0.500+3.935+3.200+3.500=83.135<90.47m,故起重机最大吊装高度满足主机吊装提升高度的要求。
b.机舱吊装时起重机负荷率校核起重机负荷率计算:
起重机吊装载荷计算选用公式:G=ki (G1+G2+G3)
式中:G—吊装计算载荷,单位t;
k1一动载荷系数,取1.05;
G1—主机组件重量为82t;
G2—吊装索具重量为2.3t;
G3—吊钩重量为4.10t;
即计算载荷:G=1.1x(82+2.30+4.10)=97.24t,故起重机的负荷率W=97.24/162.5=59.84%,该履带式起重机在此工况下满足机舱吊装要求。
4.2.2 风机运输驳的选用
风机运输驳拟采用我司自有船舶“三航驳601”,经改造后,其装载风机的自身稳性、拖航稳性已经过相关专业单位的计算,并通过了中国船级社的审批。
4.3班组的组建
4.3.1项目组织机构
项
项目经理
目经理
项目副经理
项目总工


工程部
安全部
物资部
财务部
经营部
技术部
综合部
测量部
4.3.1-1 项目组织机构图
项目经理部设项目经理、项目总工、生产副经理等,对项目实行全过程、全方位管理,并针对工程的特点,配备相应资质管理、专业技术人员,合理分工组成精干的组织机构,实施严密的管理,运用先进的施工技术,全面实施本项目的各项管理工作,保证工程的顺利完成。如图4.3.1-1 项目组织机构图所示。
4.3.2 劳动力资源计划表
序号 | 人员分类 | 按工程施工阶段投入劳动力情况(单位:人) | ||||||||||||
2017年 | 2018年 | |||||||||||||
3月 | 4月 | 5月 | 6月 | 7月 | 8月 | 9月 | 10月 | 11月 | 12月 | 1月 | 2月 | |||
一 | 项目部管理人员 | | | | | | | | | | | | | |
| 项目经理 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 项目总工 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 项目副经理 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 项目书记 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 施工员 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| 质量员 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| 测量员 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| 安全监督员 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| 材料员 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| 财务人员 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 后勤人员 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 驾驶员 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
二 | 操作人员 | | | | | | | | | | | | | |
| 普工 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | |
| 起重工 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
| 电工 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | |
| 钳工 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | |
| 合计 | 38 | 38 | 38 | 38 | 38 | 38 | 38 | 38 | 38 | 38 | 38 | 38 | |
5.1风机设备陆上组装吊装施工步骤
5.1.1塔筒安装
>临时基础检查:第一段塔筒的安装,应在基础上法兰面水平度经测量满足<3mm的设计要求后方可进行;
>塔筒吊装前检查:采用专用清洗剂清理塔筒内外表面的灰尘油污,对于塔筒内外有防腐层破损处按防腐要求补漆,要求法兰面清洁无油污。
>塔筒吊具的安装:在第一节塔筒下法兰面12点钟位置安装塔筒溜尾辅助吊板,在第一节塔筒上法兰面3点和9点钟位置安装塔筒主吊吊座;将1根6m钢丝绳通过卸扣连接到塔筒溜尾辅助吊板上,将两根10m钢丝绳分别通过 卸扣连接到塔筒吊座上;
>待主吊和溜尾索具连接完成后,750t履带吊和75t汽车吊开始同时缓慢起钩,当塔筒离地高度约1m时,停止起钩,安装人员再次对吊装索具、吊装机械站位区 域以及受力部件进行检查,同时塔筒补漆人员应及时清理塔筒表面灰尘杂质,并对磨损表面进行补漆;
>当清理完成后,主吊机继续缓慢起钩,辅助吊机通过回转变幅配合主吊机完成塔筒的翻转竖立;
>当塔筒处于竖立状态后,拆除塔筒底部吊具,并在塔筒下法兰端面系上两根溜绳,用来调整塔筒下落时方向的控制;
>当塔筒底部离基础环上方约300mm时,用溜绳控制塔筒对好位置(塔筒门方向),并引导塔筒缓慢下落,下落至距基础环上法兰一定位置后,拆除揽风溜绳;
>用事先准备好的螺栓、平垫圈从下往上套入两个法兰面螺栓孔,缓慢旋转塔筒,使塔筒与基础环法兰面侧的接地螺栓柱对齐,并对准螺栓;
>待塔筒落在基础环上,用电动冲击扳手或液压力矩扳手十字交叉对称初步打紧所有螺栓,打紧之后摘除主吊索具;
>再采用液压扳手以规定力矩值的一半按十字交叉对称紧固所有螺栓,然后检查塔筒法兰内侧的间隙,如果4个螺栓间的吧法兰间隙超过0.5mm,则需要使用填隙片(不锈钢片)填充;
>最后采用液压扳手以规定力矩值最终紧固所有螺栓,并使用防水记号笔在垫片、螺母、螺栓上划出连续的明显的防松标记。
>第二段、第三段塔筒吊装:吊装方式同前,吊装前,需在前一节塔筒上涂上密封胶。使两节塔筒法兰内圆侧面上0°、90°、180°、270°方位线对齐。连接螺栓紧固力矩分两次进行,第一次紧固力矩未终紧力矩值的50%,第二次紧固力矩为终紧力矩值。螺栓润滑方式为全润滑。
注意:安装塔筒前,需时刻监控施工现场气象条件以及主吊上测风仪的显示值,当平均风速超过10m/s(轮毂高度10min平均值)或者阵风超过12m/s(轮毂高度2s平均值)时,切勿安装塔筒。第三节塔筒与主机若不能在同一吊装完成时,应控制好施工节奏,确保其在同一天吊装就位。
5.1.2机舱组对与吊装
>主机吊装索具挂置:组装主机吊具,将主机横梁、卸扣和吊带组装完成,并安装主机前端卸扣、主机后端卸扣及吊座。
>拆除主机顶部散热装置两侧保护盖板,将主机吊具安装在主机上,由于主机有5°向上的倾斜角度,风轮锁定盘上主机吊带长度为3760mm,SCD吊座上主机吊带长度 4600mm。
> 750t履带吊吊装主机还没起钩,试吊过程中注意检查吊具吊带是否绑扎牢固,同时拆除运输工装。
>利用水平尺检查偏航轴承面的水平度,使主机有5°向上的仰角,避免主机发生前倾。
>主机吊装:安装作业人员攀登至第三段塔筒上平台,清洁上法兰面,清除锈迹毛刺,750t主吊机吊装机舱至离地面约1.5m高度,清理底部法兰面的杂质和锈迹,将84个双头螺柱M36x445旋转到偏航轴承内圈(螺纹短的一端旋入,旋入端可涂抹二硫化钼)。
>将机舱提升至超过第三段塔筒的上法兰面后,高空指挥人员指挥主吊通过回转变幅的方式调整机舱位置,待机舱下法兰面位于第三段塔筒上法兰面的正上方时,对准螺栓的安装孔位置,缓慢落钩。
>待机舱完全与塔筒对接后(但主吊机还要保持一半主机吃重,将所有螺栓拧紧,螺栓紧固工艺要求:用液压拉伸器分两次紧固螺栓,第一次255kN,第二次515kN), 达到螺栓规定的预紧力515kN后卸掉吊机载荷,最后采用拉伸器用规定预紧力检验所有螺栓。
>主机吊装完成,安装人员进入主机顶部,拆卸SCD吊座。拆卸引导绳。降下引导绳前,必须保证塔筒附近无人逗留,确保安全。
5.1.3叶轮组装及安装
>确定叶轮组装位置,确保叶片安装后可以有绕轴线旋转360度的空间。
>清除叶片上的污迹及油污,打磨掉叶片法兰上的毛刺,清理法兰面,将双头螺柱套入三个密封圈后短螺纹朝内旋入叶根法兰,调整叶片螺栓到叶片法兰面的距离为大约463mm,分别在叶片法兰盘内、外侧离外边缘10mm处均匀地涂上一圈密封胶。
>利用主机吊梁、扁平吊带组装成叶片吊具,然后分别挂在叶片吊点位置和吊机吊钩上,起吊叶片,两个人扶住叶根部位,保证叶片处于平稳状态,准备起吊叶片。
>拆除叶片工装,更换叶片工装处的8根螺栓,安装叶片螺栓,短螺纹侧朝里拧入,每根叶片螺栓穿入三个密封圈。用14mm内六角扳手将所有叶片螺拧紧,叶片螺 栓到叶片法兰面的距离为大约463mm。注意叶片后缘零位标识位置,平稳移动吊机,使叶片靠近轮毂系统。
> 将叶片零位对好后,缓慢将叶片插入变桨轴承内圈上,保证T型螺栓的螺纹不受 损坏,旋入螺母。手动拧紧所有的螺母,用吊带将叶片托住;并使用液压拉伸器分两次交叉对称紧固叶片螺栓至440KN(第一次220kN,第二次440kN),对所有 螺栓440KN检验一遍。
>依照上述要求安装另外两片叶片,安装完后,用记号笔对所有叶片螺栓螺母划防松标记。
>叶轮吊装:采用750t主吊吊装,50t汽车吊溜尾(31.43米主臂,工作半径为10米)
>安装叶轮系统吊具安装2个轮毂吊座,并用合适的卸扣和吊带与主吊相连;将一 条扁平吊带固定到朝下的叶片叶尖处,再将吊带连接到辅吊机吊钩上。主吊和辅吊连接叶轮的整体如图所示。
>将两根引导绳穿过叶尖保护套的安装孔,和不带辅吊的叶尖相连,两个风绳的长度至少大于轮毂高度+叶片长度+10米;
>起吊叶轮,到一定高度后,主吊继续起升,辅吊控制的吊带缓慢上升(上升的速 度慢于主吊机),整个过程要保持叶片离开地面。同时,引导绳控制叶轮不随风晃动。待叶轮系统吊至直立位置时,卸掉辅助吊机的吊带,撤离辅助吊车。
>起吊叶轮系统至主机高度后,主机中的安装人员通过对讲机与吊车保持联系,指挥吊车缓缓平移,引导绳配合吊车,叶轮起吊至主机齿轮箱法兰面的安装位置。 叶轮靠近主机时,增加叶轮和主机对接法兰面的距离确认,保证贴近主机过程中 高度不能有大的变化,并控制好风绳,风轮移动过程中保持两配合法兰面始终处于平行位置,避免叶轮靠近时叶轮法兰碰撞齿轮箱端部油管。
>叶轮与主机连接螺栓穿入轮毂调整风轮角度使所有螺栓穿入轮毂上的螺栓孔内。如轮毂不能穿入螺栓,需转动制动盘调整螺栓位置,此过程为盘车。
>待叶轮和主机对接法兰基本贴合时,将两个风轮定位销插入主机锁定法兰上的φ 80孔内,再用M64螺母固定风轮定位销将叶轮与主机锁住。此过程吊机必须 保持约82t的力不卸力。
>风轮定位销锁住叶轮,安装人员从主机进入轮毂内进行螺栓紧固。用液压拉伸器将连接螺栓预紧,交叉对称先预紧至287kN, 后预紧至574kN ,再用574kN对所有螺栓校一遍,拉伸完成后吊车卸力。叶轮与主机连接螺栓最终紧固后,用有色笔在螺栓、螺母上划出连续明显的防松标示线。
>主机卸力后,卸下轮毂吊具,移走主吊机。
>拔出风轮定位销,利用变频反拖使叶轮旋转,叶片成倒“Y”字母型。
>机舱柜上电,偏航使主机中轴线与运输驳中轴线平行,驳船准备出航。
6.结语
从施工过程来看,施工场地布局合理,满足施工需要;施工工序顺畅,有条不紊。达到了较好的组织效果。
7.附录
7.1马尼托瓦克 18000 型 750t 履带吊性能参数表
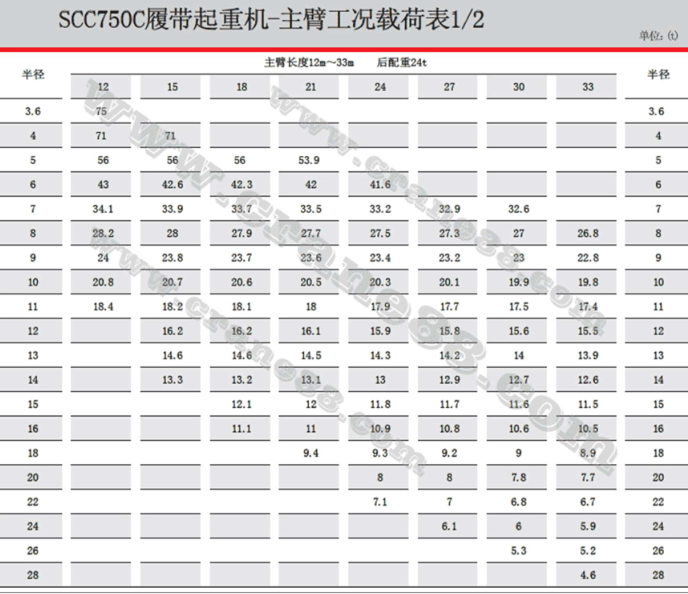
7.2 SCC750C 型 75t 履带吊性能表
7.3 STC500C 型 50t 汽车吊性能表
7.4风机组件参数表
序号 | 部件名称 | 尺寸(mm)长××宽×高 | 数量 | 设备单重量(t) |
1 | 下段塔筒 | Φ4237×Φ3885×15752 | 1 | 70.125 |
2 | 中段塔筒 | Φ3885×Φ3375×23825 | 1 | 73.709 |
3 | 上端塔筒 | Φ3375×Φ2865×28011 | 1 | 54,570 |
4 | 机舱 | 7198×3576×3935 | 1 | 87.000 |
5 | 轮毂 | 4188×3889×3074 | 1 | 37.300 |
6 | 叶片 | 54800×3150×2400 | 3 | 13.600 |
结束语
综上所述,在进行海上风机的安装过程中,需要施工人员进行合适的方法的有效选择,逐步改进和完善海上风机整体吊装码头拼装的技术,保障设备使用的安全,提高相关工作人员的效率,促进我国社会经济的可持续发展。
参考文献
[1]刘万琨,张志英,李银凤,等.风能与风力发电技术[M].北京:化学工业出版社,2017.
[2]徐荣彬.海上风电场风机基础结构形式探讨[J].建材技术与应用,2017(7):7-9.
[3]鲁进亮,张羿,任敏.海上风电重力式基础结构灌浆工艺[J].电力建设,2018,33(7):95-98.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



