江苏省 盐城技师学院 江苏盐城 224002
[摘要]文章详细阐述仰位单面焊双面成形操作工艺,用“眼精、手稳、心静、气匀”八个字操作技术,以板板对接12 mm的板厚V形坡口仰位打底层焊道为例。并在学生技能大赛训练和社会化高技能培训中的实际运用,使此焊接技术防止焊接缺陷产生.并能提高了学生实际焊接技能。
[关键词] 操作工艺;单面焊双面成形;灭弧法;焊接工艺参数;
在焊条电弧焊焊接生产过程中常采用单面焊双面成形操作工艺,单面焊双面成形技术应用在焊工技能鉴定、锅炉压力容器培训考试、焊工技能大赛、各类管道焊接、大型货物船体建造和焊接中。单面焊双面成形操作技术的主要适用在焊条电弧焊打底层焊接中,分别用于板状对接接头、管状对接接头、骑座式管板接头,根据接头位置不同可进行平位、立位、横位和仰位等位置打底层焊接。我校焊接专业学生在进行焊接技能训练的过程中,质量要求焊缝完全焊透,以满足学生技能鉴定的质量要求。但由于单面焊双面成形操作技术对焊工的熟练程度和操作技能要求高,容易在操作焊接时产生焊缝熔孔大小不一、焊缝余高高低不一致、未熔合、内凹、未焊透,咬边和焊瘤等缺陷,不能满足焊接质量的要求。通过在教学训练中反复实践,总结出对单面焊双面成形操作工艺的关键技能。下面简单探讨在焊接使用单面焊双面成形操作手法和操作过程。能够解决焊接缺陷。
在单面焊双面成形焊接中,应从“眼精、手稳、心静、气匀”八个字进行简要分析。
眼精:就是在焊接过程中,焊工的眼睛要时刻注意观察焊接熔池的变化情况,注意“熔孔”的大小,每个焊点与前一个焊点重合面积的应在此1/2~2/3,熔池中熔化金属与熔渣的分离等情况。
手稳:是指焊接中的眼睛看到哪儿,焊条就应该按选用的灭弧或连弧方法、弧长控制在0.5~1mm倍的焊条直径、准确无误地送到坡口根部,使电弧的2/3压住熔池,1/3作用在熔池前方,用来熔化和击穿坡口根部形成熔池。保证正、背两面焊缝表面成形良好。
心静:在焊接过程中,专心焊接,别无他想,任何与焊接无关的私心杂念都会使焊工分心,会在运条、断弧频率、焊接速度等方面出现差错,从而导致焊缝会产生各种焊接缺陷。
气匀:在操作过程中,无论是站位焊接、蹲位焊接还是躺位焊接,都要求焊工能保持呼吸自然通畅,既不要憋住气,以免焊工因缺氧而烦躁,影响发挥焊接技能;也不要大喘气,在焊接过程中,这种呼吸方法会使焊工身体因上下料动而影响身稳和手稳。
前面八个字是我焊工经多年实践总结而得到的经验,指导焊工进行单面焊双面成形操作时收益较大。“心静”,“气匀”是前提,这是对焊工思想素质上的要求,在操作岗位上,每一个焊工都要专心从事焊接工作,做到“一心不可二用”,否则,不仅影响焊接质量,而且容易出现安全事故。只有做到“心静”,“气匀”,焊工的“眼精”、“手稳”才能发挥作用。所以,这八个字,既有各自独立的特性,又有相互依托的共性,需要焊工在焊接中仔细体会其中的奥秘。
以下以板厚12 mm的V形坡口对接仰位焊为例.详细阐述了单面焊双面成形的焊接方法要点与操作技能。
一、焊接要点
(一) 仰位单面焊双面成形操作技术主要采用E5015 (J507)焊条,因此焊工必须首先克服焊条不容易引弧和焊接时适焊条容易产生粘弧、偏弧的现象。
(二)仰位时,由于焊件处在仰焊位置,与其他焊接位置相比操作较困难.熔滴是靠电弧的吹力和熔化金属的表面张力,将其过渡到熔池中。由于熔池倒悬在焊件下面,受重力作用而下坠,同时熔滴自身的重力又不利于熔滴过渡,并且熔池温度若升高,表面张力会减小,很容易在焊件正面出现焊瘤,焊件背面出现凹陷,焊缝成形较为困难。相对于其他焊接位置,操作难度最大
(三)焊前准备
1.试件材料Q345。
2.试件尺寸300mm×100mm×12mm,每组两块,坡口形式及尺寸如图V形坡口对接仰焊试件图所示。
3.焊接要求单面焊双面成形。
4.焊接材料E5015型焊条,焊条烘焙温度为350~400℃,并恒温1~2h,随用随取。
5.焊接设备ZX7-400ST型弧焊整流器。
(五)试件装配
钝边为0.5~1mm,无毛刺;将坡口及坡口上下表面两侧20 mm范围内的铁锈、油污、油漆、水和氧化物等污物清除干净至金属光泽;装配间隙为始端为3.2 mm,终端为4.0 mm如图3板试件装配间隙图所示,错边量≤0.5 mm;定位焊点在坡口两端内,定位为两点,焊缝长度为10~15 mm,定位时用的焊条与焊接时相同。定位点要求无焊接缺陷,打磨呈斜坡状如图4板试件定位焊缝图;预置反变形角度3°~4°;试件固定在焊接支架上,距离水平地面800~900 mm右左,试件水平固定,坡口面向下,间隙较大的始端位于远处,人蹲在焊件下面由远到近焊接。
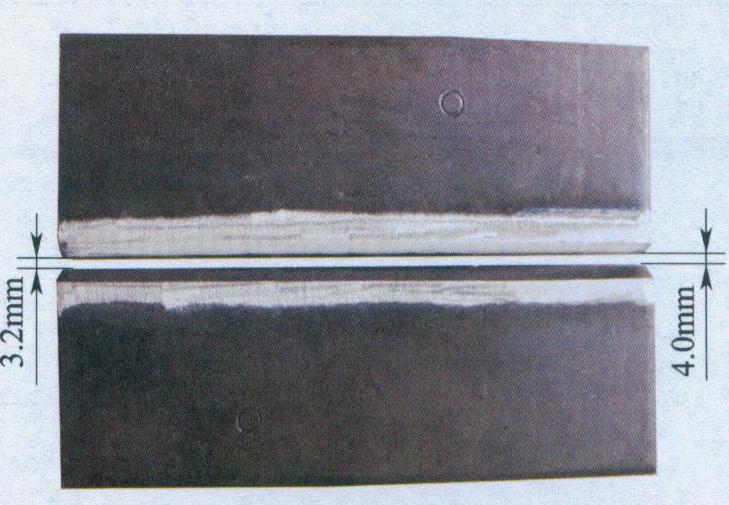
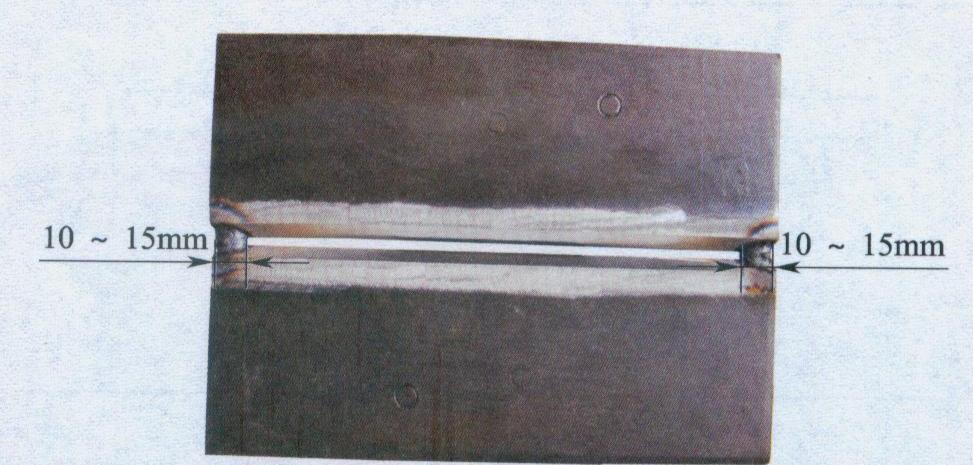
图3 板试件装配间隙图 图4 板试件定位焊缝图
(4)焊接工艺参数
60°V形坡口对接仰焊焊接工艺参数选择见下表
焊接工艺参数表:
焊接层数 | 焊条直径(㎜) | 焊接电流(A) | 极性 | 运条方法 | 焊条型号 |
打底层⑴ | φ3.2 | 120 | 直流正接 | 单点击穿灭弧法 | E5015 |
二、打底层焊操作要点及注意事项
(一)打底层焊操作要点
打底层焊接可采用连弧法和灭弧击穿法。本文主要介绍灭弧击穿手法操作方法:
1.引弧:在定位焊缝上引弧,然后焊条在始焊部位坡口内作轻微快速横向摆动,当焊至定位焊尾部时,应稍作预热并将焊条向上顶一下,听到试板上面“噗噗”声后,表明坡口根部已焊透。
2.焊条角度:焊条与焊接方向夹角为60°~70°。
(二)注意事项
采用“一点击穿”,坡口左右两侧钝边应完全融合,并深入两侧母材各0.5~1.0 mm。灭弧动作要快干净利落,使焊条总是向上伸并保持电弧长度的2/3在背面燃烧,利用电弧吹力有效防止背面焊缝内凹。在操作过程中如出现焊条粘结,应及时将焊缝根部用錾子或手工锯清除夹渣和气孔。灭弧与接弧时间要短,灭弧频率为40~60次/分钟,每次接弧位置要准确覆盖熔池前约1/2~2/3,且焊条中心要对准熔池前端交界处。
在学生技能大赛训练中严格按单面焊双面成形操作工艺进行操作,能够克服和减少焊缝熔孔大小不一、焊缝余高高低不一致、未熔合、内凹、未焊透,咬边和焊瘤等缺陷,在江苏省第一届焊工技能状元大赛中板对接内部质量用X光射线拍片,符合Ⅰ级片要求并荣获第一名状元,在江苏省第二、三、四届焊工技能状元大赛中荣获第二、四名;在社会化焊工技师、高级技师培训中采用单面焊双面成形操作工艺进行练习,技能鉴定管管对接内部质量用X光射线拍片,大部分符合Ⅰ级片要求合格率100%。此操作工艺可行,建议推广。
参考文献:
[1]张士相,国家职业资格培训教程[M]焊工中国劳动社会保障出版社2002
[2]冯明河、米光明,全国中等职业技术机械类教材[M]焊工技能训练中国劳动社会保障出版社,2014

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



