中交海洋建设开发有限公司 天津 300457
摘要:文章主要介绍“浮坞106”船舶上滩后,压载舱的船体底板更换及骨架结构更换等维修的主要程序和工艺等内容。
关键词:船体、维修、船底板、焊接、检测
“浮坞106”船舶总长52m,型宽35m,型深(至主甲板)4.1m。船体共有8个舱室船底板及纵骨、壁板等需要不同程度的维修。
根据前期勘验结果,“浮坞106”船体维修的项目主要集中在1#-4#压载舱、13#-16#压载舱,其,1#压载舱损坏较严重,单舱室船底板及结构大部分需更换,其余舱室或更换板材或更换、调整结构。
“浮坞106”船体维修分船舶上滩前后两阶段进行,上滩前主要进行测量、预制等准备工作,上滩后进行实质性的船体修换等工作。
3.1船舶上滩前
人员分组分别进行各压载舱结构失效部位的详细勘查测量,确定修换部位及详细规格数量清单,修换材料的放样、下料,结构件的预制,耳板的安装等工作。同时,在船舶上滩后的预定位置,提前将新船底板铺设就位,以避免钢板在狭窄空间内大距离有支墩障碍的情况下水平运输。
3.2船舶上滩后
船舶上滩支撑稳定后,进行压载舱破损处修换,海底阀的维修、船体外部喷砂除锈、防腐以及船体外板穴蚀补焊等主要工作。
4.1压载舱失效结构实测
对每一个压载舱结构失效处的船底外板、舱壁板、强肋骨、纵骨等,进行实地勘查,根据失效程度,分别详细确定每一处结构是修是换,确定切割部位并在结构上明确标记,精确测绘修换结构的相关尺寸,将需修换的船板及结构件分类进行统计汇总,以便提前预制加工。
4.2压载舱维修方案
船舶在钢支墩支撑稳固后进行船体底板及结构件的的修换工作。根据前期勘察结果将压载舱的维修方案分为两类,第一类为船底板以及与船底板相焊接的纵骨、强肋骨需更换,部分强横梁及垂直桁也需更换;第二类为只需更换船底板或只更换结构件。
4.3 1#压载舱的维修
1#压载舱损坏较严重,属于上述维修方案的第一类,现以压载舱1#舱为例,简述“浮坞106”船体底板等具体维修程序和工艺。
1#压载舱修换主要工程量
序号 | 维修项目 | 数量 |
1 | 25#-20#强肋骨、强横梁、垂直桁(T14*150/12*600)换新 | 67.5米 |
2 | 15#-22#,25#-27#船底纵骨L200*125*14换新 | 106米 |
3 | 25#-20#纵向T型材与旁纵壁板间船底板换新 24#-21#右舷侧板边线向船舯方向2M船底板换新 | 72㎡ |
4 | 肘板 12*300*300换新 | 104件 |
5 | 23#异型H型钢换新 | 1米 |
(1)1#压载船底板平面布置如下图所示
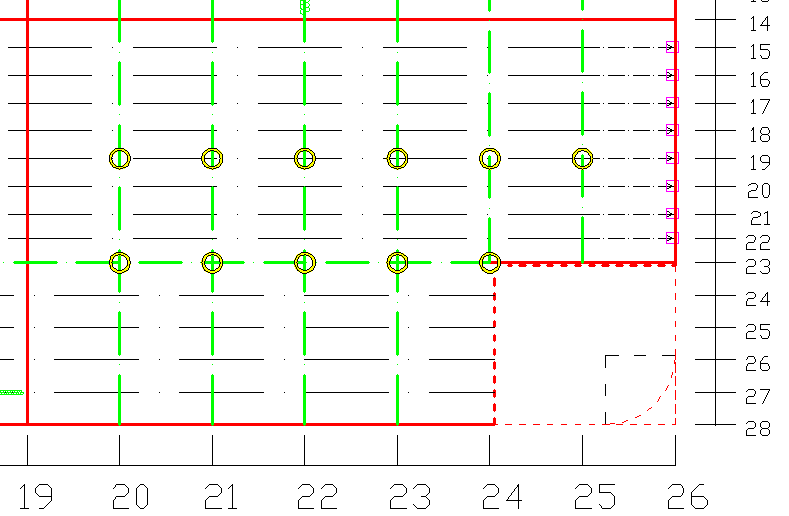
图1 1#压载舱船底板平面图
(2)施工顺序
甲板开设临时人孔等→强肋骨(强横梁、垂直桁)修换→船底纵骨修换→换船底板→焊接→焊缝检测→防腐
①甲板开设临时人孔
在1#压载舱横向22#-23#、纵向17#-18#位置处开设椭圆形人孔,人孔尺寸450×600mm,人孔长轴方向平行于船长方向,并居于相邻两个纵骨中间位置。
②强肋骨(强横梁、垂直桁)修换
a. 强肋骨修换顺序自25#向20#依次进行,修换一根完成后再进行下一根的修换;
b. 以25#强肋骨纵向中心为基准左右各偏移100mm画出切割线,如下图所示;
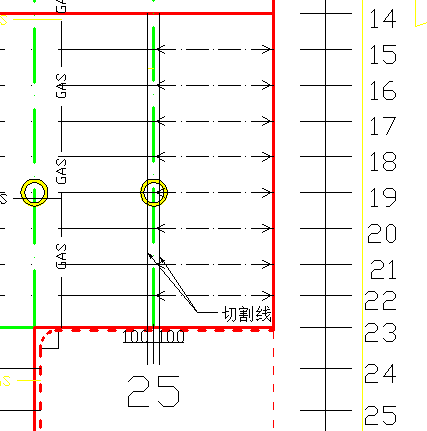
图2、切割线示意图
c. 在切割线外边使用构件进行临时加固,构件两端与舱壁板焊接,底部与船底纵骨间断焊(如下图所示)。
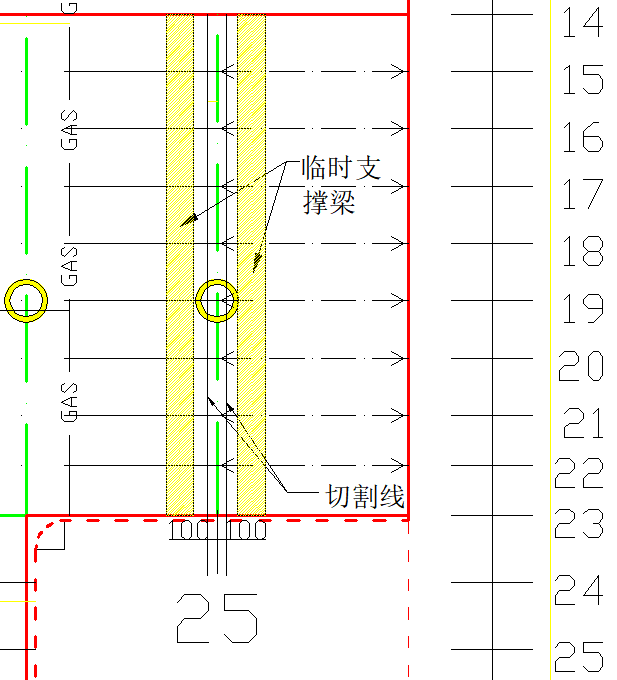
图3、临时支撑示意图
d. 在25#强横梁上焊接临时吊耳,使用3T手拉葫芦钩住底部强肋骨,所有安全保护措施确认无误后,沿切割线切割船底板以及船底纵骨,在强肋骨两端头拐角处,沿垂直方向切割整段强肋骨,强肋骨腹板和翼板的切割需错开200mm以上;支撑柱与强肋骨分离切割时,沿H型钢支撑柱底部切割,将强肋骨与H型钢之间分割开,整段强肋骨以及底部船底板与船体完全分离后通过手拉葫芦将强肋骨卸至地面上。
e. 使用手拉葫芦将新制的强肋骨吊装至25#肋位,调节强肋骨与强横梁之间间距、强肋骨与垂直桁对接间隙符合图纸及工艺要求后点焊固定,然后焊接强肋骨两端对接接头、H型钢支柱与强肋骨间角焊缝。
f. 依次更换24#至20#强肋骨及个别肋位的强横梁和垂直桁,更换工艺与上述25#强肋骨相同。
③船底纵骨修换
船底纵骨修换顺序自15#向27#依次进行,修换采用隔一换一的工艺;
沿15#船底纵骨纵向方向整根(约10m)带船底板切除,切除前使用临时耳板及手拉葫芦钩住纵骨,切除完成后导入新制船底纵骨,调节纵骨与甲板下部的纵横梁之间的间距符合要求后点焊固定,焊接两端头对接接头。
按照隔一换一的工艺依次更换17#、19#等船底纵骨。
④换船底板
1#压载舱船底结构更换完成后,需更换的船底板已同步全部切除,(25#-20#)纵向T型材与旁纵壁板间的船底板,使用现场2m*10m板幅钢板共3张更换,(24#-21#)右舷侧板边线向船舯方向2M区域内的船底板,使用单张钢板(2m*10m)裁成2m*6m板幅更换。原则上所有新换钢板的轧制方向应与船体纵向平行。
4.4 船底板、舱壁板维修相关注意事项
(1)换板应采用分批割换工艺,一次切割面积宽不得超过一列板,切割长度不得超过一张板的长度,切割时为防止船体变形应采用临时加强措施。
(2)与船底外板相连的骨架切割时,应注意同时割去的数量不可太多,现场采用隔一换一的方法进行。
(3)割换板缝的位置尽量选在原板缝处。
(4)旧板缝在"十"字或"T"字形处须延长割开,割开长度应不小于150mm。
(5)对接缝之间的平行距离应不小于100mm,并且应避免夹角相交。板的对接缝与最邻近的板与构件的角接缝之间的距离不得小于50mm。
(6)当新换板的边接缝和端接缝不在原板缝上时,新板的角隅应开成圆弧形,圆弧半径不小于10t(t为板厚),且不小于100mm,换板尺寸长度需大于300mm、宽度需大于300mm。
(7)安装时应注意新板与旧板对接间隙控制在4~5mm,使其紧密接触,另外,为了使焊接时有收缩余地,可采用码板固定,若采用定位焊固定,则定位焊长度宜为30-50mm,间距为300-400mm。
4.5 船体骨架更换注意事项
(1)船舶骨架的变形通常是由于船板的变形而导致,对于变形较大的骨架可以更换,变形不大且可调整的可进行矫正。
(2)需更换的船底纵骨采用隔一换一的方法进行更换,与船壳板相连的纵向强力构件和横向强力构件的割换,不能伤及船壳板,即当只换骨架不换船体板时,骨架与板连接部位,采用骨架留根方式切割,待骨架移除后,板材上的骨架根茬采用砂轮磨除。
(3)船底纵骨不允许在腹板或面板的宽度方向进行挖补,须在全宽范围内换新。组合式强力构件的面板,也不允许在面板的宽度方向挖补,应在全宽范围内换新,且换新长度不小于500mm。组合式强力构件的腹板,允许其在腹板内进行局部挖补,换新宽度一般不得小于300mm。
(4)当构件在节点处穿过另一构件时,连续构件不允许在节点处割断,须在离另一构件l00mm以上处切割。
船体钢板及骨架维修中,质量严格执行CB/T 3584-1994、CB/T 3586-1994、CB/T 3587-1994、以及CCS现行制造和修理标准的各项要求(本文不再赘述),结构下料、预制、安装、焊接过程中,除锈与涂装等每道工序都要检查质量偏差,确保质量合格,满足规范要求。
船体底板及骨架结构的维修需严格执行相应规范要求,同时根据船舶受损情况采取合理的维修顺序和工艺,并不断优化,从而经济合理、安全高效的完成维修工作,可为后续类似项目提供参考。
以上是笔者在船体维修过程中的一些实践经验,不足之处,欢迎批评指正。
参考文献
[1] 《船舶焊接检验指南》(GD04-2017),
[2] 《船体焊接表面质量检验要求》(CBT 3802-1997 ),
[3] 《船壳局部嵌补及大面积割换技术要求 》(CBT 3586-1994 ),
[4] 《船体结构焊接坡口型式及尺寸 》( CBT 3190-1997 )。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



