中车青岛四方机车车辆股份有限公司 山东青岛 266000
摘要 高速动车组制动系统中存在大量管路及管接件,采用车上安装方式费时、费力,难以满足生产节拍要求,且在车上安装时易造成管材表面磨损,影响产品质量。本文通过对高速动车组螺纹管路组装过程中出现的问题进行分析,提出合理、有效的解决措施。
关键词:螺纹管路;模块化;工艺装备;管接头
1、管路装配工艺分析
1.1无螺纹管装配
无螺纹管路连接时通常对应管接头为压紧式管接头和卡套式管接头,采用压紧式管接头组装时将管接头上六角螺母、卡簧拆下后套入管路上,调整管路对中后使用扳手通过作用于接头上六角螺母进行紧固;而采用卡套式管接头组装时,通常将卡套式管接头上卡套、螺母使用卡套压装设备提前压装在管路上,组装时将管接头中间体与螺母连接后使用扳手拧紧螺母即可,如图1所示。
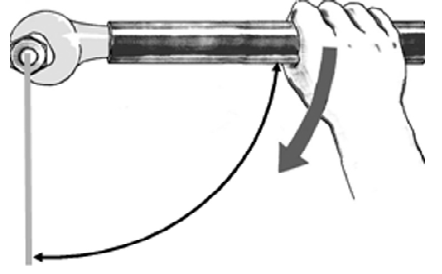
图1压紧式及卡套式管接头装配方式
1.2螺纹管路装配
螺纹管路对应的连接接头通常为螺纹管接头,其中管路上端部带有外螺纹,管接头带有内螺纹,链接时通过管路和接头上螺纹进行连接完成装配,在安装过程中需要使用管钳拧紧,如图2所示,管路与接头间通过螺纹配合使得安装时需在管路上施加拧紧力,而管钳上夹紧位置为齿型结构,用管钳夹紧管路拧紧时易受外界因素(人员、夹紧力等)影响,常常会损坏管壁(见图3),影响产品质量,而高速动车组制动系统中存在大量管路,每根管路都需在车上进行安装,使得工作量巨大,无法满足现场实际生产节拍要求。

图2螺纹管接头装配方式
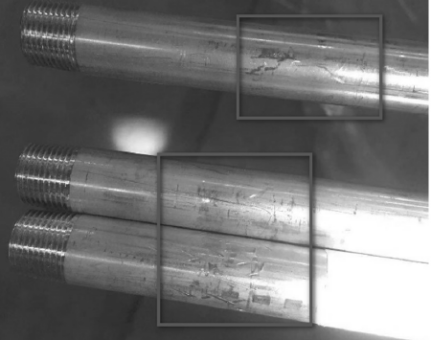
图3螺纹管路管壁损坏
2、螺纹管路装配难点及问题分析
结合上述分析,可见对于无螺纹管路的连接方式,无须对管路进行操作,组装时仅需拧紧管接头即可,且操作方法简便,受操作空间影响较小,而螺纹管路在组装时需对管路和管接头同时进行操作,操作过程复杂,组装质量受外界因素影响较大。
因此,高速动车组制动系统管路在组装过程中主要存在以下问题:(1)系统中管路数量多,若采用传统车上安装方式,则无法满足生产节拍要求;(2)螺纹管路安装时用管钳拧紧的步骤受操作空间影响较大,部分位置较难操作;(3)受人员及拧紧时管钳夹紧力等外界因素影响,有损坏、划伤管路风险。
针对以上实际组装过程中存在的问题进行如下处理:(1)因高速动车组制动系统中管路较多,车上安装无法满足节拍要求,可考虑将部分管路移至车下进行预组安装;(2)对于部分操作空间较小的位置,可以考虑将此部分管路在车下组装完成后,再拿到车上进行安装;(3)对于受外界因素影响较大的管路,可改善工艺方法降低不良品产生。综上所述,采用模块化思想,即将管路以模块的形式在车下进行预组,完成后在车上进行安装,从而提高工作效率;对于管路上夹紧力矩不均的情况,可运用工艺装备夹紧管路统一夹紧力从而降低不合格品的产生概率。
3、螺纹管路安装方案实施
3.1管路模块化预组
在高速动车组制动系统管路作业安装图纸中将部分操作空间较小,管路数量较多的位置进行模块化组装,管路及管接件较多,包含截断塞门、管接件、管路等,且操作空间较小,安装时需用管钳将管路及接头依次安装,车上安装拧紧时管路未固定,不易操作且受操作空间影响较大,实际操作过程中费时,费力。可按照图纸并结合实际操作情况在其活接头位置处断开,将此处管路在车下进行模块化预组,组装完成后再通过活接头连接车上管路,从而大大简化操作。
3.2工艺装备的设计
在轨道车辆的管路组装过程中,按照传统管路组装工艺,管路预组时需将管子用台虎钳夹紧,以防止管子拧紧时转动,由于轨道车辆中管路众多,采用台虎钳时需人工手动夹紧,效率较低,且不同操作者使用台虎钳夹紧管子时用力大小不同,夹紧力过小则无法夹紧管路,造成无法拧紧;夹紧力过大则会造成管路损坏现象。
3.2.1工艺装备的设计思路
根据上述分析,管路紧固过程中导致表面压痕原因主要为:(1)不同人员在紧固管路时作用于管路表面夹紧力不同,使得管路紧固后出现不同程度的划痕;(2)不同管径的管路采用相同夹紧力紧固时,因管路壁厚不同,会造成压痕产生。因此装置需能够输出核定的夹紧力,并且能够对不同管径管路进行识别,自动调整夹紧力。针对不同规格的管路在组装过程中的夹紧力,需设计出一种能够为同一规格管径管路提供相同夹紧力且能够根据管径规格自动调整夹紧力的装置。
3.3.3工艺装备的实施
考虑到需适合车间生产,因此采用高压风作为驱动能源,设计风动管路夹紧装置,该装置由一个风缸及连杆,四根支撑框架,两组夹紧钳口,三个支撑平面,一个调压阀组成,夹紧钳口用来夹紧管路,调压阀用于调整风压,活塞推动钳口实现夹紧功能,通过调压阀控制使得操作过程中能够输出恒定的夹紧力,快速夹紧管路。从而大大提高工作效率并能够保证产品质量。夹紧装置通过三通阀控制风缸中压力变化,带动连杆上下移动,从而通过连杆带动面板上夹紧钳口夹紧管路;调压阀用来控制风缸中压力调节范围,满足不同规格管路夹紧所需的气压,夹紧钳口采用台虎钳钳口式齿形结构。
3.2.3工艺装备的应用
风动管路夹紧装置在使用时,应根据管路规格,通过调节装置上的调压阀限定风缸中可调压力范围,操作步骤如下:(1)首先通过软管端部的快插接头将装置与外部风源进行连接;(2)三通阀阀柄向右打开,此时风管2和风管4连接,风管4向风缸内下部充气,风管3向风缸外排气,风缸内下部压力增大,带动连杆向上运动,装置上钳口打开;(3)将待安装管路放置在钳口位置;(4)三通阀阀柄向左打开,此时风管2和风管3通气,风管3向风缸内上部充气,风管4向缸外排气,缸内上部压力增大,带动连杆向下运动,此时装置上钳口闭合,夹紧管路。(5)紧固管路参照步骤(2),使装置钳口打开,取出管路即可。
结语
通过对轨道车辆制动系统管路中常用管接头及管路组装的对比分析,采用管路模块化预组使得高速动车组制动管路安装效率大大提高,满足生产节拍要求,并且运用风动管路夹紧装置组装管路,使得夹紧力定量化从而降低了管路压痕产生率,提高了产品质量。
参考文献
[1]王冬.动车组用螺栓重复使用可行性探讨[J].城市轨道交通研究,2021,24(02):46-50.
[2]郭德超,陈红莱.螺纹铣削技术在高速动车组构架加工中的应用[J].科学技术创新,2020(20):17-18.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



