淄博孚瑞特热能科技有限公司
摘要:原油开采过程中,油管的防偏磨、耐腐蚀、防结垢等问题一直是困扰人们的世界性难题。随着开采技术的不断提升,近些年人们发明了内衬超高分子聚乙烯油管,用以解决偏磨、腐蚀、结垢等问题,在一定程度上取得了很好的效果,油管的使用周期基本可以提升三倍以上。但是在使用过程中也发现了许多的内衬油管失效的问题,现对出现的问题进行失效分析,同时提出相应解决思路。
关键词:超高分子聚乙烯油管;失效;
随着我国原油开采技术的不断提升,目前越来越多的油田开始使用内衬超高分子聚乙烯油管。超高分子聚乙烯以其独特稳定的特性在注水井、抽油井、输送管道、高H2S和CO2井等得到了很好的应用。
抗滑动摩擦能力强。超高分子量聚乙烯管耐磨性高于一般的钢管4-7倍,不锈钢的27.3倍。是酚醛树脂的17.9倍,尼龙六的6倍,聚乙烯的4倍,年磨损率平均值0.58㎜ ,提高了管道的使用寿命。
在现有的工程塑料中超高分子量聚乙烯的冲击韧性值最高,其抗冲击强度常温下是PE100的10倍以上。随着环境温度的降低,其抗冲击性能越强。
能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,超高分子量聚乙烯可以在浓度小于80%的浓盐酸中应用,在浓度小于75%的硫酸、浓度小于20%的硝酸中性能相当稳定。
自身滑动性能优于用油润滑的钢或黄铜。在环境恶劣、粉尘、泥沙多的地方,超高分子量聚乙烯管自身干润滑性能更好。能运动自如,保护相关工件不磨损或拉伤。摩擦系数只有0.07~0.12,是普通PE的1/5,新钢管的1/6,橡胶的1/20。
超高分子量聚乙烯材料是国家已认证的环保材料,无毒无味、防污抗蛀新型热塑性工程塑料。美国食品与药品管理局(FDA)和美国农业部(USDA)允许它用于与食品和药品接触的场合。中国许多城市的主供排水道管都改用超高分子量聚乙烯管。
超高分子量聚乙烯管可长期在-269℃到105℃的温度下工作,由于分子链中不饱和分子团很少,分子量大,稳定性高,老化速度特别缓慢,使用寿命加长。
超高分子量聚乙烯管由于摩擦系数小和无极性,具有表面非附着性。
超高分子量聚乙烯管通过拉伸试验证明,它具有100~400%的延伸率,在承受巨大的外压和内压时或者是弯曲应力也能保持一定的变形而不断裂。
内衬超高分子聚乙烯油管就是以满足API SPEC 5CT标准的油管作为基管,通过对超高分子聚乙烯衬管进行缩径、穿管、自然时效、热时效、翻边、定型等工序将两种管体整合成一个整体管柱。这个管柱就叫内衬超高分子聚乙烯油管。
造成两管体脱开的因素非常多,具体分析主要存在以下几个方面:
超高分子聚乙烯本身成分问题可以造成二者脱开,超高分子聚乙烯配方调整过程中添加材料过多会造成衬管承拉力降低,由于无法承受拉力而脱开;
2.2.1.2翻边成型不好会造成端部无法承受管体应力变形时产生的拉力而产生拉脱现象;
2.2.1.3基体油管内径过大,会造成衬管与油管内壁结合力不够,所有应力变形产生的拉力全部集中的端部而产生拉脱现象;
2.2.1.4温差变化大造成拉脱现象。由于基管与衬管的材料不同,二者的收缩、膨胀率不一样,温度发生较大变化时,就会发生拉脱或者内管伸出基管的现象;
2.2.1.5内衬管端部在下井前发生重大磕碰情况。由于磕碰而造成衬管翻边处承载力不够而发生拉脱现象;
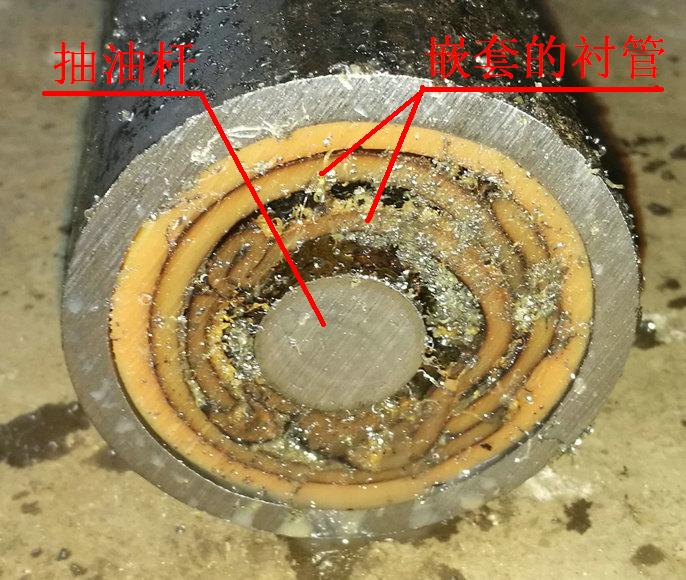
超高分子聚乙烯材料具有很好的耐磨性能,但是最怕尖角的剐蹭。如果抽油杆接箍带毛刺或者尖角将会不断剐蹭内衬管的内壁,这些剐蹭下来的细条不断积聚在抽油杆接箍处,随着时间推移,越聚越多,最终会把抽油杆卡死,从而造成拉断内衬管、抽油杆甚至是基管的情况。


有时正常使用的管柱在更换抽油杆后发生新的抽油杆无法下井或者作业受阻的情况。这可能是在进行抽油杆的起出作业时,由于速度过快而在管柱内形成负压。负压压力足够大时致使内衬管产生褶皱、鼓包甚至是拉脱的情况。这将导致新更换后的抽油杆无法正常进行作业。
衬管管端应形状完好,没有磕碰、开裂等损伤;衬管转运过程中,不得造成管端的磕碰,任何磕碰都可能造成衬管的损伤,从而造成产品的报废。
使用过程中,不得使用撬杠等工具插入管体内,进行搬动,此类行为会对衬管表面造成损伤,从而影响产品寿命,严重的会造成产品报废。
3.1.3使用前,检查所有抽油杆接箍两端的倒角是否完整,出现尖锐尖角的应及时更换;检查管体内壁,不得有砂砾等坚硬、锋利的杂物,防止使用过程中对衬管内壁造成切割与刮擦损伤。
3.1.4所有油管,排放时均应在螺纹部位带上螺纹保护器,且不能放在有石头、沙子或污泥的台架上,若不慎将油管托入泥土中,应重新清洗螺纹并进行处理后再使用。
3.1.5油管第一次下井前,应当用通径规进行全长通径检验,通径规尺寸见附录。
3.1.6应使用不挤坏油管的卡盘、卡瓦。
3.1.7在油管管体上应使用不挤坏油管的油管钳,油管管钳牙应当装配合适,并与油管曲率一致。
在洗井过程中杜绝使用高温高压的蒸汽进行冲刷,建议使用80℃以内的热水。
3.2基管油管螺纹的准备措施:
油管下井前,从管端和接箍端卸下螺纹保护器,并彻底清洗螺纹;
3.2.2检查螺纹,若发现螺纹有损坏,则应停止使用;
3.2.3在清洗过的螺纹上带上干净的螺纹保护器;
3.2.4检查每个接箍是否上紧,若接箍松动,则应按推荐机紧扭矩上紧;
3.2.5管子对扣前,接箍内螺纹表面应涂上干净的螺纹脂(螺纹脂应满足或高于API RP 5A3《套管、油管和管线管螺纹脂》最新版本的要求)。
3.3对扣、上紧和下放。
对扣前,卸下螺纹保护器,用干净的刷子或用具在螺纹表面涂上螺纹脂。
对好扣后,开始用手工或油管钳缓慢上紧,上紧速度应小于25转/分,上紧扭矩应符合推荐机紧扭矩的要求(参照API RP 5C1(18TH)《套管和油管的维护与使用推荐作法》)。
油管应缓慢下放。
3.4油管及抽油杆的起出。
卸扣时,油管钳应靠近接箍,若扣太紧,可用不损坏油管的方法和工具在接箍中间及四周轻敲。
3.4.2井架上的油管应排放在坚固的木架上,并且不戴螺纹保护器,为防止过度弯曲,应适当支撑。
3.4.3油管被拉出井架前应先戴上螺纹保护器,拉出井架后,应摆放在管架或不损坏油管的支撑架上,清洗所有螺纹,并进行检查,在存储前应涂上防腐材料并戴上干净的螺纹保护器。
3.4.4起出抽油杆时应尽量降低起出速度,原则上不大于3米/min。
参考文献
[1]王东、白冶红等的《中国石油化工集团公司企业标准Q/SHCG 18010—2016》,2016,1-15
[3]王荣《失效分析应用技术》,2019,1-31

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



