南宫市精强连杆有限公司 河北省、南宫市 055750
前言:
连杆是发动机的关键零部件,将活塞的往复运动通过连杆传递给曲轴变为旋转运动。连杆由连杆杆、连杆盖、螺栓、小头衬套、大头瓦等组成,发动机在运转过程中连杆承载着巨大的拉力和压力,而连杆与曲轴之间的摩擦靠瓦片支撑润滑,油膜形成的重要条件则要求有一定的油膜间隙,要求连杆大头直径的精度要求必须达到很高的水平。连杆杆盖的结合面若错偏则导致大孔失圆,从而导致油膜破坏,严重时可能导致发动机拉瓦、烧瓦,造成不可逆转的发动机失效。
现连杆杆盖结合面的定位方式:
现连杆结合面的定位方式主要分为胀断连杆和平切连杆,而平切连杆的杆盖结合面的定位方式主要为定位销定位
目前,在连杆盖上安装定位销主要依赖人工操作,操作人员将定位销放在连杆盖的定位销孔上面,用手锤轻轻砸入,根据工人经验,掌握砸入深度。这种操作方法存在弊端:作业效率偏低;作业存在危险系数;人为因素较大,砸入深度不准确,安装精度难保证;砸的时候定位销容易倾斜。为预防结合面不良导致的连杆圆度失效,发动机装配后造成发动机损坏,在连杆加工最终检验环节均需再次检测大孔圆柱度,因结合面装配失效导致的废品率高达2.72%,极大地造成了生产浪费。针对此情况,研究设计了一台压销机。
压销机设备的设计思路及实施:
为解决上述技术问题,所采取的技术方案是:
制造一种压销机,包括机架、升降机构、滑台、工件定位装置,升降机构设置在机架上方,滑台为框架式结构、且设置在机架中下部,工件定位装置设置在滑台中部,滑台底部通过水平滑移装置左右移动,滑台顶部设有两个以上的定位销过孔,定位销过孔能够分别与机架上的定位销通道及压杆对应;压杆通过复位装置设置在机架上,压杆在升降机构驱动下对定位销施压。
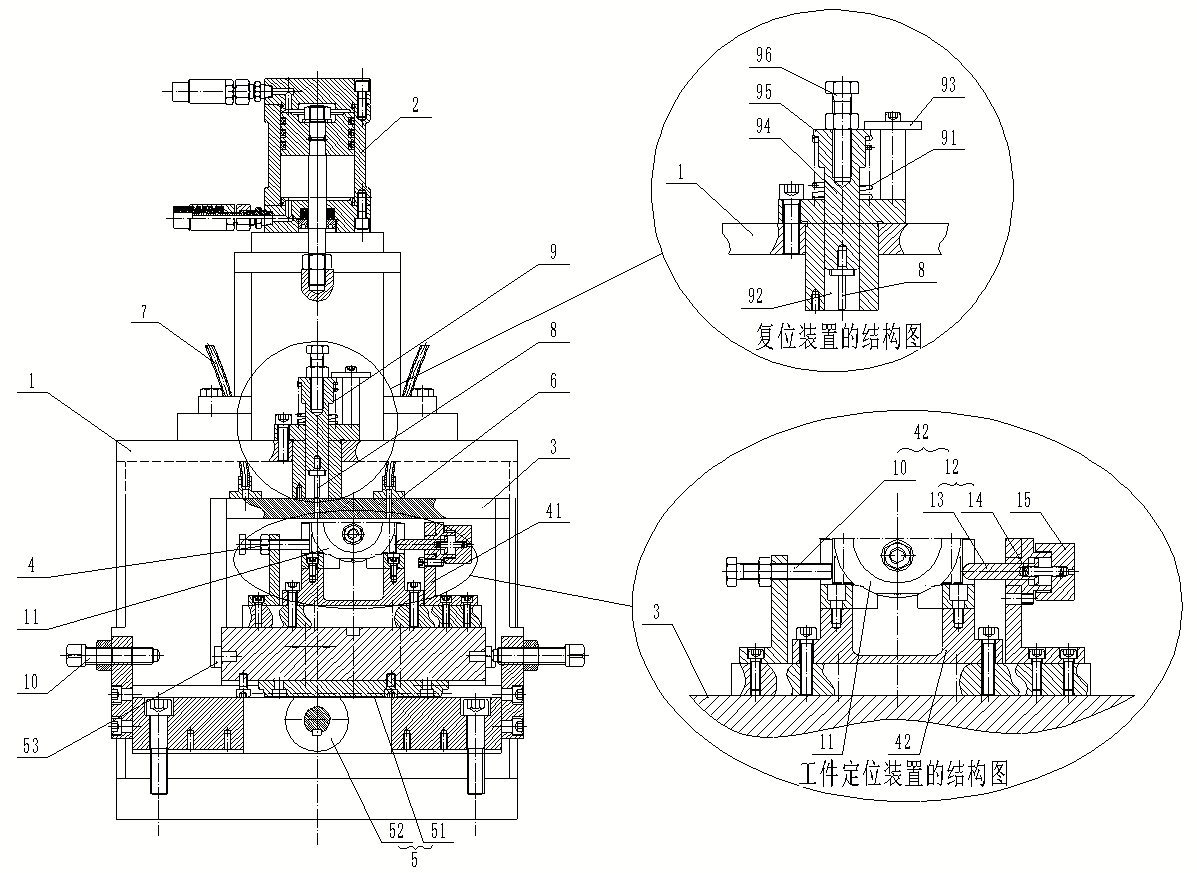
图2:设备结构图
图中:1-机架,2-升降机构,3-滑台,4-工件定位装置,5-水平滑移装置,6-定位销过孔,7-定位销通道,8-压杆,9-复位装置,10-调节螺杆,11-工件,12-弹性部件,13-顶杆,14-顶紧弹簧,15-弹簧座,16-定位销,41-支撑架,42-紧固机构,51-齿轮,52-齿条,53-止推螺钉,91-复位弹簧,92-压杆通道,93-限位台架,94-压杆座,95-止挡台圆,96-调节杆。
如图2所示,升降机构2设置在机架1上方,滑台3为框架式结构、且设置在机架1中下部,工件定位装置4设置在滑台3中部,可对工件11进行定位固定,滑台3底部通过水平滑移装置5左右移动,滑台3顶部设有两个以上的定位销过孔6,定位销过孔6能够分别与机架1上的定位销通道7及压杆8对应;压杆8通过复位装置9设置在机架1上,压杆8在升降机构2驱动下对定位销16施压。
水平滑移装置5的齿轮51由设置在机架1底部的电机驱动,齿条52设置在滑台3底部,机架1两侧对称设有相向的调节螺杆10,调节螺杆10端部为弧面、且对应滑台3两侧的止推螺钉53。
复位装置9的复位弹簧91套装在压杆座94上,压杆座94顶部与升降机构2的活动端对应;压杆通道92设置在机架1上,压杆座94与压杆通道92配合,压杆8固定在压杆座94下端;限位台架93设置在压杆座94一侧、且限位台架93上台元设置在压杆座94上方对压杆座94进行限位。
压杆座94顶部设有止挡台圆95,复位弹簧91套装在压杆座94上,止挡台圆95对复位弹簧91进行限位,限位台架93上台元设置在止挡台圆95上方对压杆座94进行限位。
为了更好地调节压杆8下压定位销16的压入深度,压杆座94顶部设有调节杆96,调节杆96与升降机构2的活动端相对应。
工件定位装置4的支撑架41设置在滑台3上、且其底部形状与工件11外形相匹配,紧固机构42包括调节螺杆10和弹性部件12,调节螺杆10设置支撑架41一侧,弹性部件12对应调节螺杆10设置在支撑架41另一侧,弹性部件12包括顶杆13和顶紧弹簧14,顶杆13水平设置在支撑架41上、且顶杆13后端设有弹簧座15,顶紧弹簧14设置在顶杆13尾部与弹簧座15之间;将工件11置于调节螺杆10与弹性部件12的顶杆13之间,利用调节螺杆10和弹性部件12对工件11进行夹紧定位。为了避免在放置工件过程中对工件11底部造成磕碰,在支撑架41底部与工件11之间设有铜垫片。
滑台3上的定位销过孔6为三个且相邻两个定位销过孔6的间距与工件11上销孔间距一致;两侧定位销过孔6能够分别对应机架1两侧的定位销通道7。通过滑台3的水平移动,可将工件11上的销孔依次与滑台3上的定位销过孔6相对应。
升降机构2为液压缸,液压缸活塞中心线与压杆8中心线重合。具体操作过程如下:工件11以连杆盖(如图2中复位装置的结构图)为例,将工件11放置到滑台3上的支撑架41上,利用调节螺杆10将工件11顶紧,顶杆13在顶紧弹簧14作用下对工件11施加压力,实现工件11定位、固定的目的;启动机架1底部电机驱动齿轮51转动,齿轮51与齿条52啮合带动滑台3左右移动,利用机架1两端的调节螺杆10对滑台3的行程进行限位,使滑台3上定位销过孔6依次与工件11上的销孔相对应,启动作为升降机构2的液压缸,液压缸下端活塞杆对压杆座94顶部的调节杆96施压,从而使压杆座94下端的压杆8讲定位销16压入连杆盖上的销孔内;然后压杆8在复位弹簧91的作用下回弹复位,滑台3移位使连杆盖另一侧销孔与滑台3上定位销过孔6对应,完成定位销16的压入。通过机架1底部电机的正反转带动滑台3实现往复运动,进而逐个完成定位销16的压装。
结论:
该设备结构紧凑、操作方便、安装精度高、安全系数高的优点,将工件放置在滑台上,利用工件定位装置进行固定夹紧,定位销自定位销通道滑入滑台上的定位销过孔,滑台通过水平滑移装置实现水平左右移动,依次将定位销过孔与工件上的销孔对正,利用升降机构推动压杆将定位销压入工件,完成定位销的安装;压杆在复位装置作用下回弹复位。从生产方面说:提高定位销安装效率,降低操作人员劳动强度,有效预防人工砸销的安全隐患,从技术方面说:提高了装配精度,自该设备投入使用来因装配导致的连杆大头失圆废品率降低为0%。为发动机的有效运转提供了安全保障。
作者简介:韩薇(1989年),女,汉族,籍贯河北省南宫市,技术主管,学历大专,研究方向:汽车零部件制造

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



